








Cuando se trata de mejorar la eficiencia de las plegadoras servoeléctricas, la Serie ET Processing destaca como una solución revolucionaria. Si le interesa saber cómo el Sistema de Control Numérico, especialmente la Serie ET, optimiza las operaciones de plegado de metales, está en el lugar indicado. En este artículo, analizaré en detalle cómo la Serie ET Processing se integra con los sistemas de control numérico de las plegadoras servoeléctricas para aumentar significativamente la productividad. Tanto si explora soluciones de plegado avanzadas como si busca actualizar su maquinaria actual, comprender la Serie ET le ofrecerá información valiosa para mejorar la eficiencia operativa.
Comprensión de la interfaz de procesamiento de la serie ET
Para comenzar a utilizar el procesamiento de la serie ET, familiarícese con el diseño del panel de control. Su diseño intuitivo incluye una pantalla táctil y un menú intuitivo que facilita la navegación por los distintos ajustes. Estos abarcan desde la operación, que permite hasta 99 operaciones individuales, hasta la monitorización del número actual de ciclos y los plegados acumulados. La compensación completa del eje X y la compensación angular garantizan precisión en cada plegado, con opciones para ajustes globales y de un solo paso. Esta interfaz está diseñada para optimizar su flujo de trabajo, permitiendo correcciones rápidas y un procesamiento eficiente.
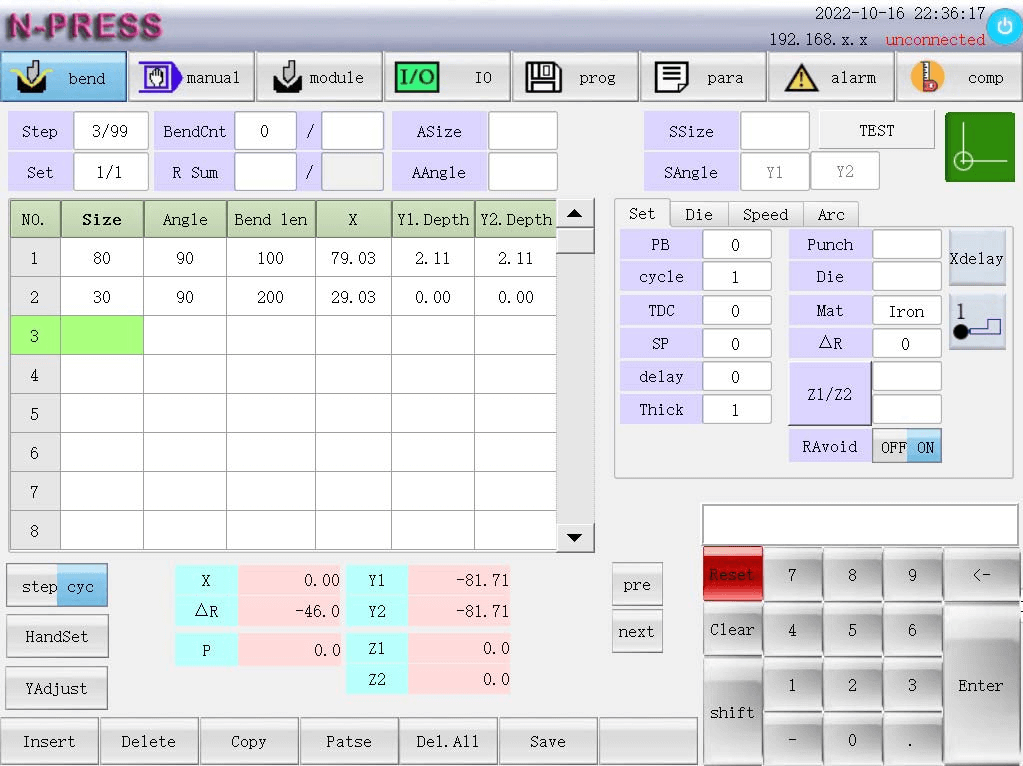

Haga clic en la tecla de función de procesamiento para editar el programa de doblado y configurar los parámetros de doblado.
Navegación por la pantalla de la serie ET
La pantalla de procesamiento de la serie ET proporciona actualizaciones en tiempo real cruciales para optimizar el rendimiento de la máquina. Sus principales características incluyen:
- Operación: Admite 99 operaciones (del n.° 1 al n.° 99) para una secuenciación detallada.
- Configuración: Muestra el recuento del ciclo actual para la supervisión de la productividad.
- Número de mecanizados: Muestra las curvas acumuladas para el seguimiento del mantenimiento.
- Pasos de arco (veces R): Muestra los pasos para realizar curvas de arco, lo que facilita la precisión.
- Compensaciones:
- Compensación de tamaño completo: Corrección global del eje X.
- Ángulo Lleno Compensación: Garantiza ángulos de curvatura consistentes.
- Dimensión Compensación de un solo paso: Ajustes individuales del eje X.
- Compensación de ángulo único: Ajuste fino del eje Y1/Y2.
- Modo origen: Inicia automáticamente el modo de origen para la preparación del eje.
- Coordenadas del eje: Muestra las coordenadas actuales para X, Y1, Y2, ΔR, Z1, Z2.
- Indicador de presión: Muestra el tonelaje de presión de flexión requerido.
- Navegación por pasos: Muévase fácilmente entre los pasos para secuenciar.
El uso de estas características de la pantalla de procesamiento de la serie ET mejora la precisión y la eficiencia operativa, lo que respalda el SEO al alinearse con la intención del usuario de lograr precisión y productividad en los procesos de fabricación.
Edición de programas de curvatura en el procesamiento de la serie ET
Creación de un nuevo programa de curvatura
Utilice el procesamiento de la serie ET seleccionando "Nuevo programa" en la interfaz. Introduzca los ángulos de plegado y el espesor del material que desee para operaciones personalizadas. El sistema admite 99 números de serie, lo que ofrece flexibilidad para diferentes proyectos. Especifique la dimensión de la longitud del lado de plegado y utilice el modo "engranaje trasero" para los arcos, que combina valores calculados y adicionales del engranaje trasero. Asegúrese de que el ángulo refleje el ángulo de apertura de la pieza de trabajo para una programación precisa.
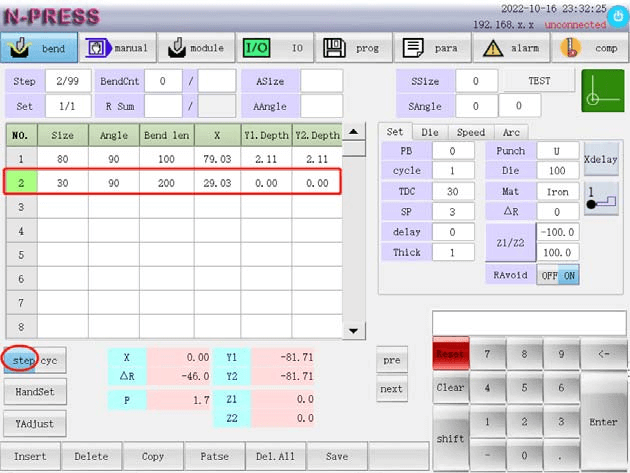
Modificación de programas de curvatura existentes
El procesamiento de la serie ET mejora la eficiencia al facilitar el acceso y la modificación de los programas de plegado guardados. Esta función permite ajustar parámetros clave como el ángulo de plegado, la velocidad y las dimensiones para optimizar los procesos en nuevos proyectos.
- Número de serie:Administre hasta 99 programas para referencia y ajuste rápidos.
- Dimensión:Establezca y modifique la longitud lateral deseada con el modo “engranaje trasero”, combinando valores calculados y superpuestos.
- Ángulo:Controle el ángulo de apertura, asegurando una programación precisa del arco para una forma óptima de la pieza de trabajo.
- Longitud de curvatura:Personalice la longitud de cada lado de la pieza de trabajo para un ajuste preciso.
- Posición XCalculado automáticamente, se puede ajustar después del doblado para lograr mayor precisión.
- Profundidad Y1 y Y2:Determinado automáticamente para un posicionamiento preciso desde la punta del molde superior hasta la ranura en V.
Asegúrese de que el valor del tope trasero y su superposición superen la mitad del ancho V para evitar errores. El procesamiento de la serie ET permite modificaciones perfectas para mejorar la eficiencia de doblado y reducir el tiempo de inactividad operativa.
Ajuste de los parámetros de retroceso en la serie ET
La precisión de los ajustes de retroceso es crucial para un posicionamiento preciso del material en el procesamiento de la serie ET. Ajustar estos ajustes reduce el desperdicio de material y mejora la precisión. El retroceso se produce cuando la punta superior de la matriz del eje Y presiona contra la pieza, lo que hace que el eje X se retraiga a una distancia determinada. Ajustar estos parámetros optimiza la eficiencia y garantiza ciclos de plegado precisos.
Configuración de parámetros paso a paso
Para mejorar la eficiencia con el procesamiento de la serie ET, siga estos pasos de configuración simplificados:
- Configuración Acceso:
Comience ingresando al menú de configuración de su Sistema de Control Numérico para comenzar a configurar. - Distancia de retroceso:
Ajuste la distancia de retroceso según el tipo de material. Esto garantiza que el eje X se retraiga correctamente cuando la punta de la matriz del eje Y presiona contra la superficie de la pieza. - Tiempos de ciclo:
Establezca el número de ciclos de plegado necesarios para su proyecto para mantener la precisión y la eficiencia. - Punto muerto superior:
Configure la distancia desde la punta del molde superior hasta la superficie del molde inferior donde el eje Y hará una pausa después de cada curva. - Punto de cambio de velocidad:
Especifique dónde el eje Y cambia de velocidad rápida a velocidad de flexión para un mejor control. - Tiempo de mantenimiento de presión:
Establezca cuánto tiempo se mantiene el eje Y en la profundidad de curvatura, con opciones de 0,0 a 999,9 segundos. - Detalles del material y del molde:
Ingrese el espesor del material y muestre los nombres de los moldes superior e inferior instalados para mayor claridad. - Selección de materiales:
Ingrese el material de doblado, hay 10 tipos de materiales: 0-hierro; 1-aluminio; 2-acero inoxidable; 3-9 establecidos por el cliente. - Configuración ΔR:
Ajuste ΔR para definir la distancia del tope trasero a la superficie del troquel inferior. - Ajuste Z1/Z2:
Modifique el espaciado Z1/Z2 para que coincida con el ancho de curvatura de la chapa. - R Evitación:
Habilite la evitación de R cuando trabaje con tamaños de curvatura pequeños para evitar la colisión con la matriz inferior.
Si sigue estos pasos simplificados, la configuración de procesamiento de la serie ET aumentará la eficiencia y la precisión de su máquina dobladora para diversas tareas de trabajo de metales.
Ajuste fino de los parámetros del molde para mayor precisión
En el procesamiento de la serie ET, elegir el tipo de molde correcto es esencial para un rendimiento óptimo. Seleccione un molde de la biblioteca de la serie ET que se ajuste a sus necesidades de material. Una selección adecuada del molde garantiza precisión, minimiza el desgaste y mejora la eficiencia.
La correcta configuración de las dimensiones del molde es esencial para mejorar la calidad del doblado y la eficiencia de la máquina mediante el procesamiento de la serie ET. A continuación, se presenta una guía simplificada:
- Nombre del molde superior:Seleccione el molde superior específico para que coincida con la herramienta con el sistema, garantizando precisión y eficiencia.
- Altura:Ingrese la altura del molde superior para mantener ángulos de curvatura consistentes.
- Ángulo:Defina el ángulo de la matriz superior para garantizar que las curvas cumplan con las especificaciones deseadas.
- Base del molde inferior:Elija entre la base del molde 1, 2 o 3 para adaptarse a sus necesidades de producción.
- Altura del asiento:Ingrese la altura del asiento del molde inferior para una alineación óptima.
- Nombre del molde inferior:Especifique el molde inferior para alinearlo correctamente con el superior.
- Altura:Ingrese la altura del molde inferior para obtener una profundidad de doblado precisa.
- Ancho en V:Ingrese el ancho de la ranura en V para afectar el radio de la curva.
- Ángulo:Defina el ángulo de apertura de la matriz inferior para doblar correctamente el material.
- Hombro R:Proporcione el radio de la abertura de la matriz inferior para mantener una presión uniforme.
- Distancia de seguridad:Asegure una distancia de seguridad adecuada desde la matriz inferior hasta el centro de la ranura en V para mayor seguridad y longevidad de la máquina.
Al configurar con precisión estos parámetros, el procesamiento de la serie ET mejora la precisión y aumenta la eficiencia, reduciendo el desperdicio y maximizando la productividad.
Optimización de parámetros de velocidad para la eficiencia
El procesamiento de la serie ET en máquinas servocurvadoras totalmente eléctricas ofrece un control preciso de diversos parámetros, lo que aumenta significativamente la eficiencia y la precisión. A continuación, le explicamos cómo:
- Optimización de la velocidad
- Bajar alta velocidad: Mueve rápidamente el ariete desde el punto muerto superior hasta el punto de cambio de velocidad, reduciendo el tiempo de inactividad.
- Alta velocidad superior: Acelera el retorno al punto muerto superior, preparando la máquina rápidamente para el siguiente ciclo.
- Baja velocidad más baja: Controla el movimiento de precisión desde el punto de cambio de velocidad hasta el ángulo de curvatura, minimizando errores.
- Velocidad superior e inferior: Equilibra la eficiencia y la precisión después del doblado, evitando el desgaste de la máquina.
- Ajustes de precisión
- Corrección de compactación: Calibra la distancia entre el control deslizante del eje y y la placa para lograr curvas precisas.
- Distancia de levantamiento lento: Optimiza las velocidades de transición post-curvado, reduciendo los tiempos de ciclo.
- Seguridad y flexibilidad
- R Retroceso: Evita la interferencia de la pieza de trabajo con el engranaje trasero, mejorando la seguridad.
- Aplicar todo: Garantiza la aplicación consistente de configuraciones de velocidad en todas las operaciones para lograr una calidad uniforme.
El procesamiento de la serie ET agiliza las operaciones al ajustar la velocidad y el movimiento mientras mantiene la calidad y la seguridad, lo que lo convierte en una herramienta esencial para mejorar la eficiencia de la máquina.
Configuración de parámetros de arco en la serie ET
Para un uso eficiente del procesamiento de la serie ET, es fundamental configurar correctamente los ajustes de arco en su servocurvadora. Aquí tiene una guía sencilla para ayudarle a lograr arcos perfectos:
- Radio del arcoIntroduzca el radio deseado del arco. Una entrada precisa garantiza curvas suaves y evita la deformación del material.
- Tiempos de arcoIntroduzca el número de pliegues necesarios para formar el arco. Esto ayuda a ET Series Processing a optimizar el proceso de plegado para mayor velocidad y precisión.
- Espaciado de curvatura: Establezca la distancia entre cada curva. Un espaciado adecuado es crucial para lograr arcos uniformes y de alta calidad, sin solapamientos ni huecos.
Al seguir estos pasos en el procesamiento de la serie ET, mejorará la eficiencia de la máquina dobladora y garantizará resultados de alta calidad.
Utilización de subfunciones para máxima versatilidad
En el ámbito del procesamiento de la serie ET, explorar las diversas subfunciones es esencial para aprovechar al máximo las capacidades de una plegadora servoeléctrica. La flexibilidad del sistema permite a los usuarios personalizar estas subfunciones para satisfacer necesidades de producción específicas, lo que aumenta la versatilidad de la máquina.
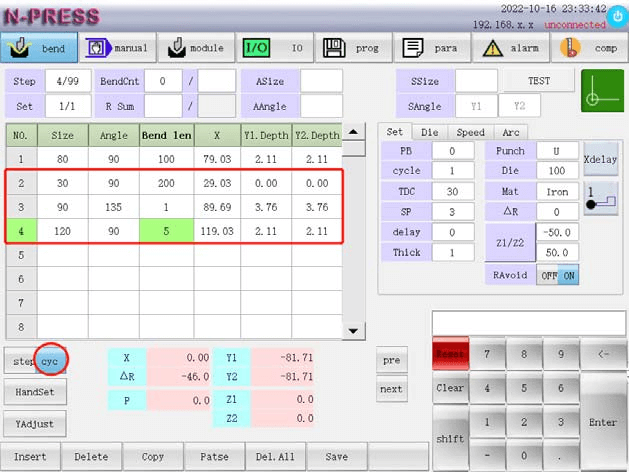
Modo de procesamiento
El modo de mecanizado puede seleccionar el modo de ciclo de un solo paso y el modo de ciclo continuo.
- Bucle de un solo paso: Seleccione el modo de ciclo de un solo paso, es decir, el sistema circula para ejecutar el programa de una línea especificado.
- Bucle continuo: Seleccione el modo de bucle continuo, es decir, el sistema ejecuta el programa multilínea especificado en un bucle.
Ajuste del volante
El ajuste del punto de la placa de prensa o el ajuste del punto de doblado se pueden seleccionar a través de '‘Auricular‘', como se muestra en la figura.
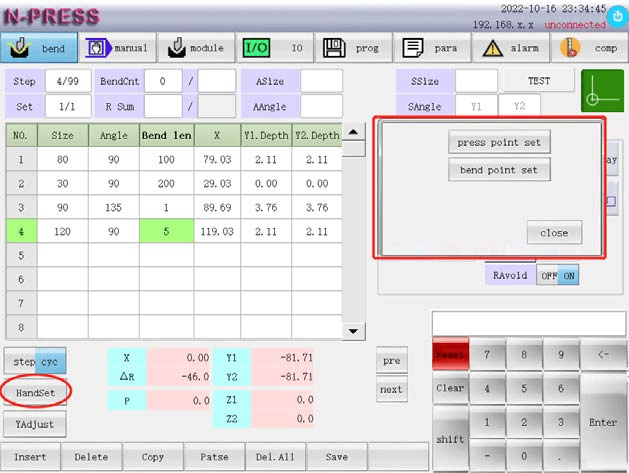
Corrección del eje Y
Cuando el eje Y alcanza la posición de plegado más baja, se detiene. En ese momento, puede modificar el valor de compensación de la profundidad de plegado girando el volante hasta la profundidad deseada.
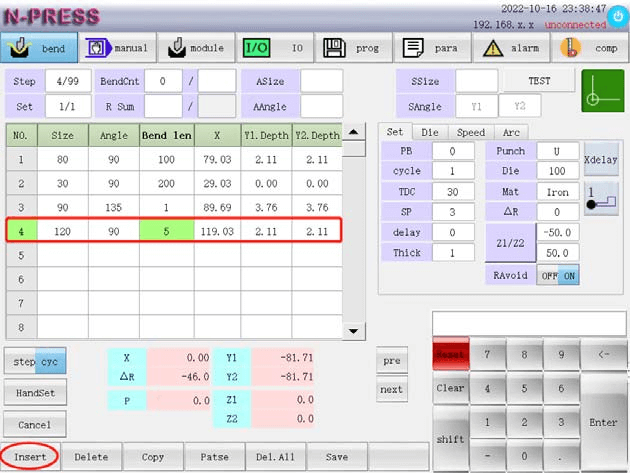
Insertar fila
Insertar una línea antes de cualquier línea, por ejemplo, insertar una línea antes de la línea 2.
Seleccione cualquier columna en la segunda fila, haga clic en la tecla de subfunción '‘Insertar‘' y el sistema insertará una línea en la posición correspondiente.
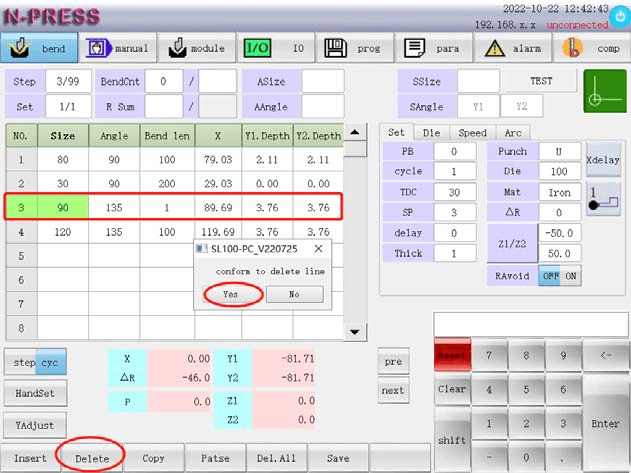
Eliminar fila
Puede eliminar cualquier línea, por ejemplo, eliminar la línea 2.
Seleccione cualquier posición para eliminar la segunda línea, haga clic en la tecla de subfunción '‘Borrar'’ y el sistema mostrará “eliminar línea” y seleccionará “SÍ” para eliminar la línea correspondiente con éxito.
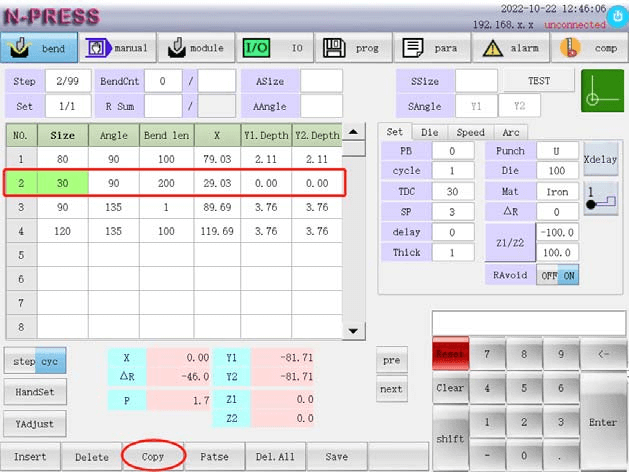
Copiar línea
Se puede copiar cualquier línea del programa de plegado, por ejemplo: copiar el contenido de la línea 1.
Seleccione cualquier posición de la primera línea que desea copiar y haga clic en la tecla de subfunción '‘Copiar‘' para copiar el contenido al tablero de pegado con éxito.
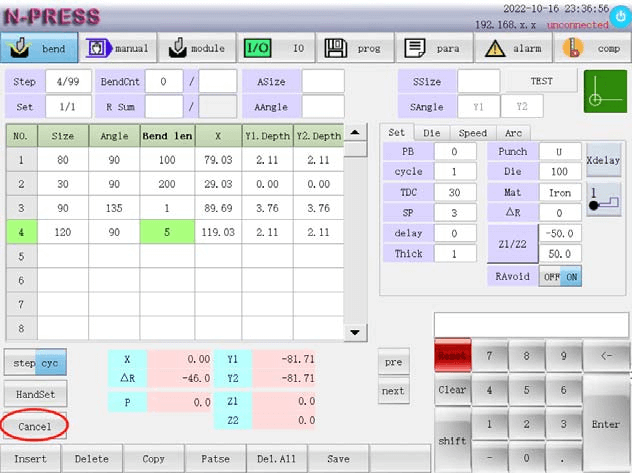
Pegar fila
El contenido del panel de pegado se puede pegar en cualquier posición del programa. Por ejemplo, pegue el contenido de la primera línea en la cuarta línea en blanco.
Primero copie el contenido de la línea 1, haga clic en cualquier lugar de la línea 6. Haga clic en la tecla de subfunción '‘Patse‘' para copiar el contenido al tablero de pegado con éxito.
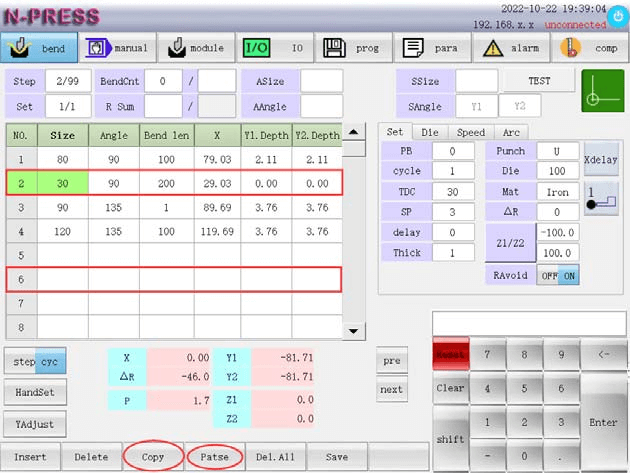
Nota: si la línea pegada tiene contenido, el sistema sobrescribirá el contenido original de la línea.
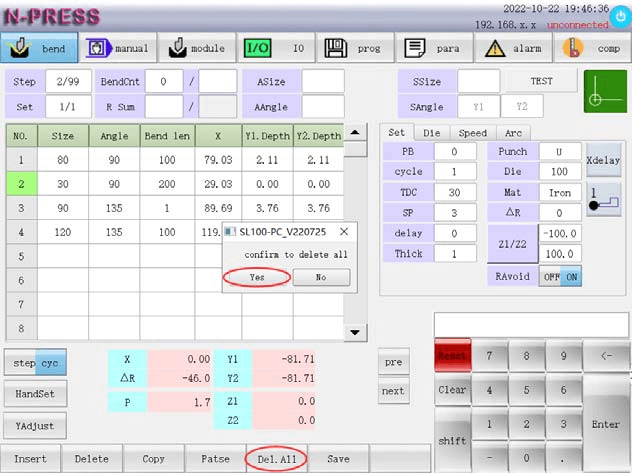
Eliminar todo
Eliminar todos los datos de la interfaz de programación.
Haga clic en la tecla de subfunción '‘Del.All'’ y el sistema dirá “¡eliminado exitosamente!”; como se muestra en la figura.
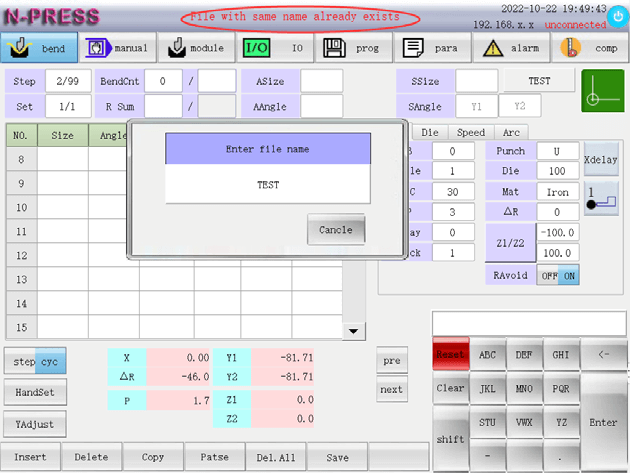
Preservación
Guardar todos los datos de la interfaz de programación.
Ingrese a la interfaz de procesamiento, luego de editar el programa, haga clic en '‘Ahorrar‘' como se muestra en la figura.
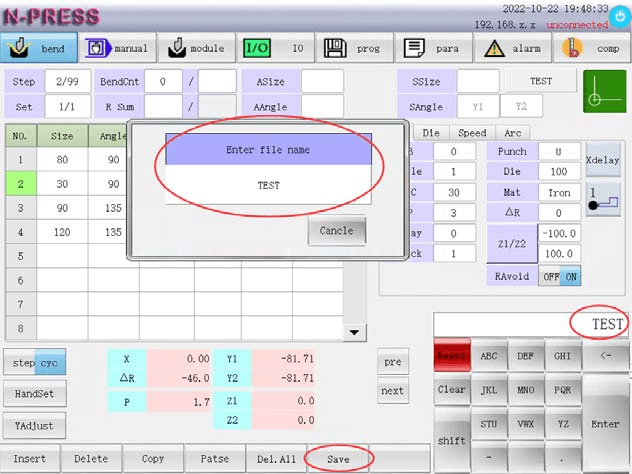
Después de ingresar el nombre del archivo, presione Enter en el teclado auxiliar para guardar el programa. El sistema le indicará "¡Archivo guardado correctamente!", como se muestra en la figura.
Preguntas frecuentes (FAQ)
¿Qué pasos puedo seguir si mi máquina no dobla con precisión?
Realice ajustes con la función de ajuste del volante para refinar la configuración de la placa de prensa y el punto de plegado. Además, aplique la corrección del eje Y disponible en el Procesamiento de la Serie ET para ajustar la compensación de la profundidad de plegado según sea necesario.
¿Cómo puedo optimizar la configuración de mi prensa plegadora con el procesamiento de la serie ET?
Para maximizar la eficiencia, utilice las subfunciones del Procesamiento de la Serie ET para personalizar los modos de ciclo según sus necesidades de producción. Por ejemplo, utilice el modo de ciclo continuo para ciclos más largos y así minimizar el tiempo de inactividad, garantizando así operaciones eficientes y sin interrupciones.
Conclusión
En resumen, el procesamiento de la serie ET mejora significativamente la eficiencia de Máquinas dobladoras servo totalmente eléctricas Al ofrecer subfunciones personalizables, opciones de configuración precisas y una integración perfecta con los flujos de trabajo existentes, pasos clave como configurar los ajustes del arco, dominar los modos de ciclo y utilizar subfunciones como copiar, pegar y manipular filas optimizan el rendimiento de la máquina y aumentan la capacidad de producción.
Para más consultas o asistencia detallada sobre cómo maximizar el potencial de su procesamiento de la serie ET, no dude en contactar con nuestro equipo. Además, explore nuestra completa documentación para descubrir más estrategias para mejorar el rendimiento de su servocurvadora.



