








Si alguna vez has tenido problemas con ángulos de flexión inconsistentes, ya sabes lo frustrante que es. Prensa Plegadora Recuperación elástica Puede ser. He visto a muchos operarios ajustar ángulos repetidamente sin comprender del todo por qué el material sigue "rebotando" después del doblado. Lo cierto es que la recuperación elástica es un comportamiento físico natural del metal, pero un exceso de recuperación elástica es algo que podemos controlar. En esta guía, le mostraré métodos prácticos y probados en el taller para reducir la recuperación elástica de la prensa plegadora, mejorar la precisión del doblado y lograr resultados más estables y repetibles en la producción diaria.
¿Qué causa el exceso? Prensa Plegadora ¿Recuperación elástica?
Antes de resolver el problema, siempre recomiendo comprender las causas fundamentales del rebote excesivo en el doblado de chapa metálica.
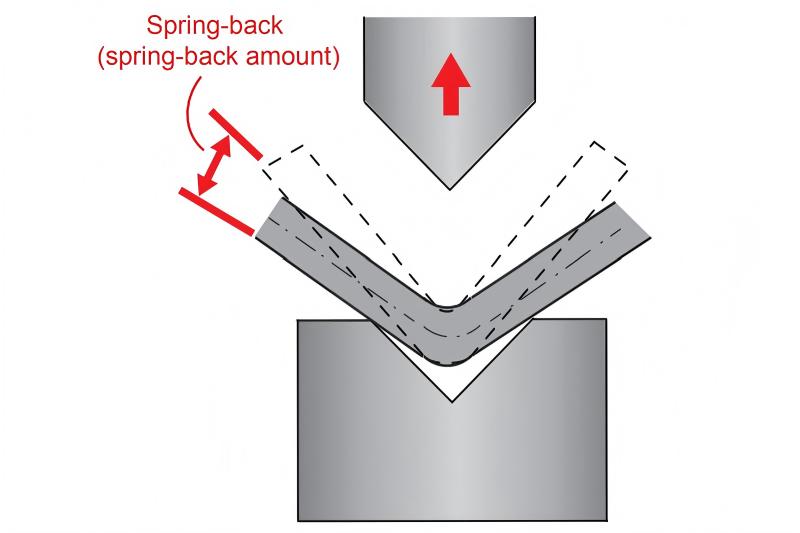
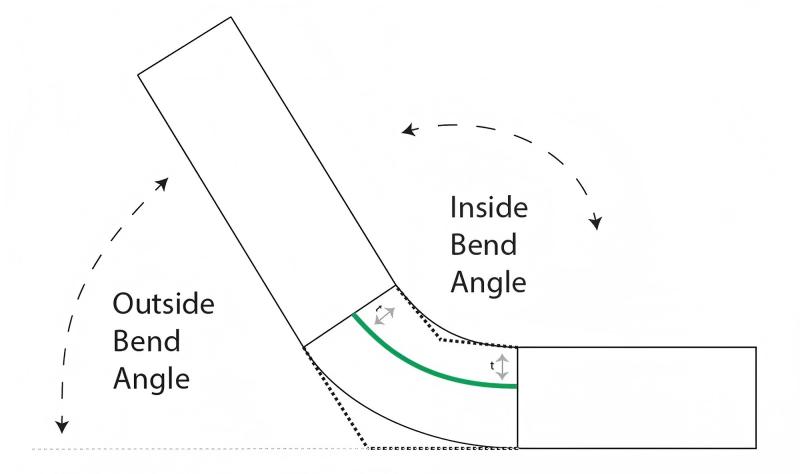
La recuperación elástica se produce porque el metal se recupera elásticamente tras liberarse la fuerza de flexión. Cuanto mayor sea la resistencia del material y el radio de curvatura, mayor será el efecto de recuperación elástica.
Los factores clave incluyen:
- Materiales de alta resistencia a la tracción (como acero inoxidable o acero de alta resistencia)
- Grandes aberturas para troqueles en V
- Fuerza de flexión insuficiente
- Selección incorrecta del radio de punzón
- Programación incorrecta de ángulos en sistemas de prensa plegadora CNC
Una vez que identifico qué factor predomina en un trabajo específico, puedo aplicar soluciones específicas en lugar de realizar correcciones de ángulos aleatorias.
Ajuste del ángulo de sobrecurvado en una prensa plegadora CNC
Uno de los métodos más directos para reducir la recuperación elástica de la prensa plegadora es la sobreflexión controlada.
Paso 1: Calcule el valor de recuperación elástica esperado
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Primero realizo una prueba de doblado con el material y el espesor reales. Tras medir el ángulo real con un medidor de ángulos digital, lo comparo con el ángulo programado. La diferencia me da el valor de recuperación elástica.
Por ejemplo, si programo 90° y obtengo 92°, sé que necesito aproximadamente 2° de compensación por sobreflexión.
Paso 2: Aplicar compensación de ángulo en el controlador
Los sistemas CNC modernos, como Delem, permiten la corrección del ángulo directamente en la interfaz de control. En lugar de ajustarlo manualmente cada vez, introduzco el valor de compensación en el programa para garantizar una producción consistente.
Este método es especialmente eficaz para la producción en lotes donde la repetibilidad es importante.
Optimización de la selección de herramientas para reducir la recuperación elástica
Las herramientas juegan un papel fundamental a la hora de minimizar el retroceso elástico de la prensa plegadora.
Cómo elegir la abertura correcta para la matriz en V
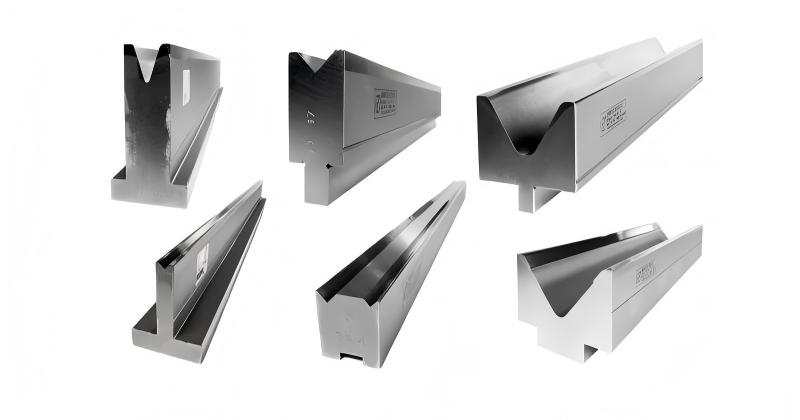
Un error común que veo es usar una abertura de matriz en V demasiado ancha. Una abertura en V más grande aumenta el radio de curvatura, lo que aumenta la recuperación elástica.
Como regla general:
- Para acero dulce, normalmente uso una abertura en V de 6 a 8 veces el espesor del material.
- Para el acero inoxidable, reduzco ligeramente la apertura en V para controlar la recuperación elástica.
Selección de un radio de punzón más pequeño

Un radio de punta de punzón más pequeño aumenta la deformación plástica y reduce la recuperación elástica del doblez. Sin embargo, debo considerar este factor con el riesgo de agrietamiento, especialmente al doblar materiales de alta resistencia.
Aumento de la fuerza de flexión y técnicas de doblado
Otra forma eficaz de reducir el retroceso elástico excesivo de la prensa plegadora es aumentar la profundidad de penetración.
Doblado con aire vs. doblado con fondo
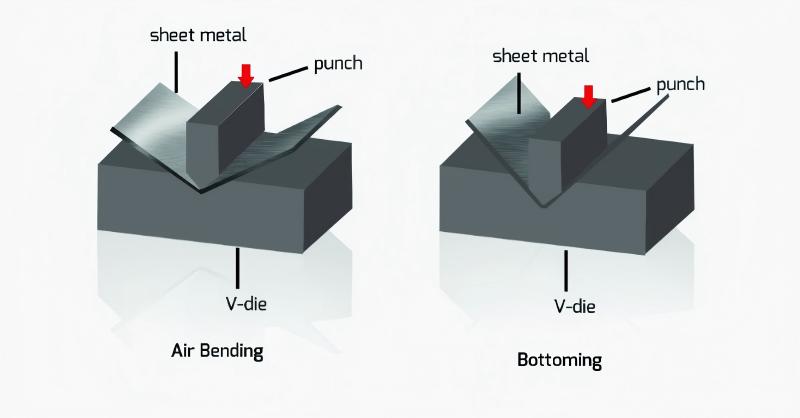
El doblado con aire produce naturalmente más recuperación elástica porque el material no se fuerza completamente dentro de la matriz.
Si la aplicación lo permite, a veces cambio a:
- Tocando fondo
- Acuñación
El acuñado, en particular, reduce significativamente la recuperación elástica, ya que el material se deforma plásticamente más allá de su límite elástico. Sin embargo, requiere mayor tonelaje y una capacidad de máquina adecuada.
Antes de aplicar este método, siempre verifico el cálculo del tonelaje utilizando una tabla de fuerza de flexión para evitar sobrecargar la máquina.
Consideraciones sobre el material para reducir la recuperación elástica en chapa metálica
Los distintos materiales se comportan de manera diferente durante la flexión.
- Acero inoxidable 304: 2 a 3 grados
- Aluminio dulce: 1,5 a 2 grados
- Acero laminado en frío: 0,75 a 1,0 grados
- Acero laminado en caliente: 0,5 a 1,0 grados
- Cobre y latón: 0,00 a 0,5 grados
Acero de alta resistencia y acero inoxidable

Estos materiales tienen una mayor resistencia al rendimiento, lo que aumenta directamente el retorno elástico de la prensa plegadora.
Al doblar acero de alta resistencia, yo:
- Reducir la apertura del troquel en V
- Aumentar la compensación por sobreflexión
- Asegúrese de que el tope trasero esté colocado con precisión
- Realizar múltiples pruebas de flexión antes de la producción en masa
Dirección de la veta y dirección de laminación
También reviso la dirección de la veta del material. Doblarlo perpendicularmente a la dirección del laminado puede reducir el agrietamiento y mejorar la consistencia.
El control del material a menudo se pasa por alto, pero afecta significativamente la precisión del doblado final.
Calibración de la máquina y precisión del tope trasero

Incluso unas herramientas y una compensación perfectas no servirán de nada si la máquina en sí no está calibrada correctamente.
Comprobación del paralelismo de la RAM
Si el pistón no está paralelo a la mesa, un lado de la pieza puede mostrar mayor recuperación elástica que el otro. Compruebo regularmente el paralelismo con un calibre de precisión.
Calibración del sistema de tope trasero
Cuando la posición del tope trasero es imprecisa, la longitud de la brida varía, lo que afecta indirectamente la consistencia del ángulo de plegado. Saber calibrar el sistema de tope trasero de una prensa plegadora es esencial para reducir la variación.
El mantenimiento y la calibración adecuados minimizan los errores de flexión acumulativos.
Preguntas frecuentes
¿Por qué el springback de la prensa plegadora es más severo en acero inoxidable?
El acero inoxidable tiene mayor resistencia a la tracción y elasticidad en comparación con el acero dulce, lo que da como resultado una mayor recuperación elástica después de la flexión.
¿Cuál es la mejor forma de reducir la recuperación elástica de la prensa plegadora sin cambiar las herramientas?
El método más práctico es aplicar una compensación de sobreflexión controlada en el controlador CNC después de medir los resultados de la prueba.
¿Aumentar el tonelaje siempre reduce la recuperación elástica?
No necesariamente. Aumentar la profundidad de penetración ayuda, pero un tonelaje excesivo puede dañar las herramientas. El acuñado controlado es más efectivo.
¿Cómo puedo calcular el springback con precisión?
Realice una prueba de curvatura, mida el ángulo final con un calibre digital y compárelo con el ángulo programado. La diferencia es el valor de compensación.
Conclusión
La recuperación elástica de la prensa plegadora es inevitable, pero un exceso de recuperación elástica es controlable. Al comprender las propiedades del material, seleccionar las herramientas adecuadas, aplicar una compensación precisa de sobreflexión y garantizar la calibración de la máquina, puedo mejorar significativamente la precisión del plegado y la consistencia de la producción.
Si experimenta ángulos de plegado inestables o problemas de calidad, comience analizando los factores de recuperación elástica en lugar de ajustar los programas repetidamente a ciegas. Para obtener asesoramiento profesional sobre la selección de herramientas, el cálculo de tonelaje o la configuración de compensación CNC, no dude en contactar con nuestro equipo técnico. Siempre estamos listos para ayudarle a lograr resultados de plegado estables y de alta precisión.



