








Guía definitiva para el ranurado en V CNC de acero inoxidable

En esta guía definitiva sobre el acero inoxidable Ranurado en V CNCMi objetivo es compartir mis conocimientos y experiencias con este proceso de mecanizado esencial. ranurado en V Es una técnica fundamental para lograr cortes y dobleces precisos en chapas de acero inoxidable, lo que permite obtener resultados limpios y profesionales. A lo largo de esta guía, cubriré desde los fundamentos del ranurado en V CNC hasta técnicas avanzadas y consejos para optimizar su flujo de trabajo. Tanto si es un profesional experimentado como si está empezando, esta guía completa le proporcionará los conocimientos necesarios para optimizar sus proyectos de metalistería de forma eficaz.
CNC de chapa metálica Máquina ranuradora en V Se utiliza frecuentemente en la industria de la decoración arquitectónica, y permite ranurar láminas de acero inoxidable, aluminio y otras láminas metálicas en forma de V, reduciendo así el radio del arco del borde de la pieza tras el doblado y la fuerza de doblado necesaria. También permite preposicionar la longitud del lado de doblado antes del doblado, garantizando así la precisión de su tamaño. Es un nuevo equipo que ha recibido una gran promoción nacional e internacional en los últimos años.
Tabla de contenido
Características
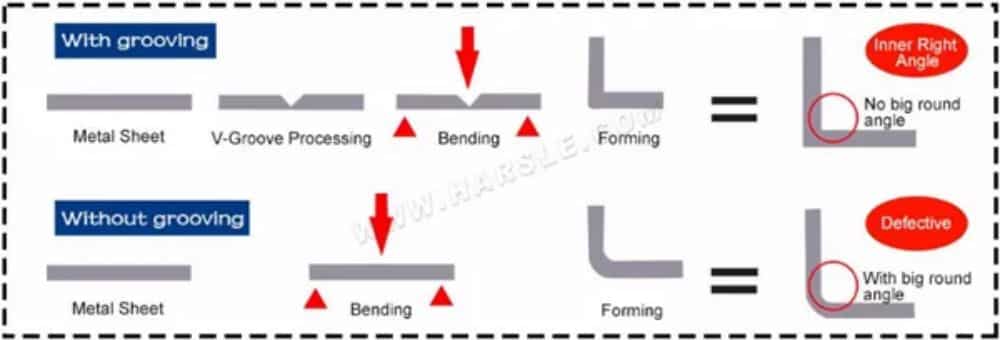
Después de ranurar en forma de V la chapa metálica, se reduce la fuerza de doblado necesaria para doblarla, y la chapa metálica larga se puede doblar en una dobladora de menor tonelaje.
La máquina ranuradora también puede marcar ranuras de alambre en láminas de metal para posicionar con precisión la longitud del lado de doblado antes de doblar, y luego doblar en la máquina dobladora de acuerdo con las ranuras de alambre pre-marcadas, lo que puede garantizar la alta precisión de la longitud del lado de doblado.
La máquina ranuradora puede controlar la profundidad de ranurado de la placa de metal, de modo que algunos materiales de doblado especiales se puedan doblar y formar en máquinas dobladoras comunes. Si la chapa doblada no ha sido ranurada, algunos materiales de doblado especiales no se doblarán ni formarán en la máquina dobladora, o se utilizará una matriz compleja especialmente diseñada para completar el trabajo.
Configuraciones
⒈El husillo refrigerado por aire de alta potencia importado tiene alta precisión, larga vida útil, funcionamiento estable, buen rendimiento de arranque y gran torque, lo que puede aprovechar al máximo las ventajas del funcionamiento de alta velocidad de la máquina ranuradora y tiene mayor eficiencia.
⒉Equipado con un mecanismo de cambio de herramientas único, las herramientas requeridas se pueden intercambiar a voluntad y la mesa de ajuste de herramientas especial puede compensar con precisión el error de longitud de la herramienta. El tiempo de cambio de herramienta es de solo 10 segundos y el cargador de herramientas viene de serie con 8 piezas, que se pueden personalizar con mayor capacidad.
⒊Se utilizan rieles guía lineales cuadrados PMI importados y bloques de deslizamiento de bolas de dos y cuatro filas, que ofrecen una gran capacidad de carga y un funcionamiento estable. El riel de alta precisión y alta resistencia garantiza precisión mecánica y resistencia al desgaste, y su vida útil es 10 veces mayor que la de los rieles guía circulares. El husillo de bolas importado ofrece un corte preciso.
⒋La función avanzada de preprocesamiento de archivos ayuda a los usuarios a corregir errores en el procesamiento de archivos a tiempo, con una buena compatibilidad de software, que puede ser compatible con varios software de diseño y producción CAD y CAM como Tipo 3/Artcam/Castle/Wen Tai.
Bomba de vacío de alta potencia con rendimiento estable, baja temperatura, bajo nivel de ruido, protección del medio ambiente, larga vida útil y fácil mantenimiento; Resuelve eficazmente el problema de que es difícil cambiar el agua de la bomba de vacío de circulación de agua en clima frío.
⒍La superficie de la mesa es la superficie de mesa de adsorción al vacío líder en el mundo, que está hecha de tablero de baquelita, con alta capacidad de adsorción, que puede adsorber fuertemente materiales de diferentes áreas, con gran densidad y sin deformación.
⒎Proteja de forma inteligente la encimera para evitar posibles daños a la encimera causados por un mal funcionamiento o errores de software;Protección transfronteriza de procesamiento inteligente para evitar colisiones mecánicas causadas por un diseño que excede el ancho de procesamiento.
⒏El sistema automático de llenado y lubricación de aceite, que se puede operar con un botón, es cómodo de usar y tiene un mejor mantenimiento de la máquina.
⒐Se adopta el sistema de accionamiento del servomotor de alta potencia importado de Japón, y el eje Y es impulsado por motores dobles, de modo que la operación de alta velocidad puede alcanzar la velocidad de ralentí por encima de 60 m/min.
⒑ El sistema eléctrico adopta un convertidor de frecuencia importado, un servocontrolador y motor Mitsubishi japonés, componentes eléctricos Siemens, etc. Evita la falla común de la alta tasa de fallas de las partes eléctricas domésticas comunes y tiene mayor estabilidad y durabilidad y mayor seguridad.
⒒ Con un ajuste preciso de la posición del portaherramientas y un sistema de ajuste automático de herramientas, es más conveniente y simple operar la herramienta, lo que mejora directamente la eficiencia de producción.
⒓ Es más conveniente controlar el sistema de control del gabinete de forma independiente.

Aplicaciones
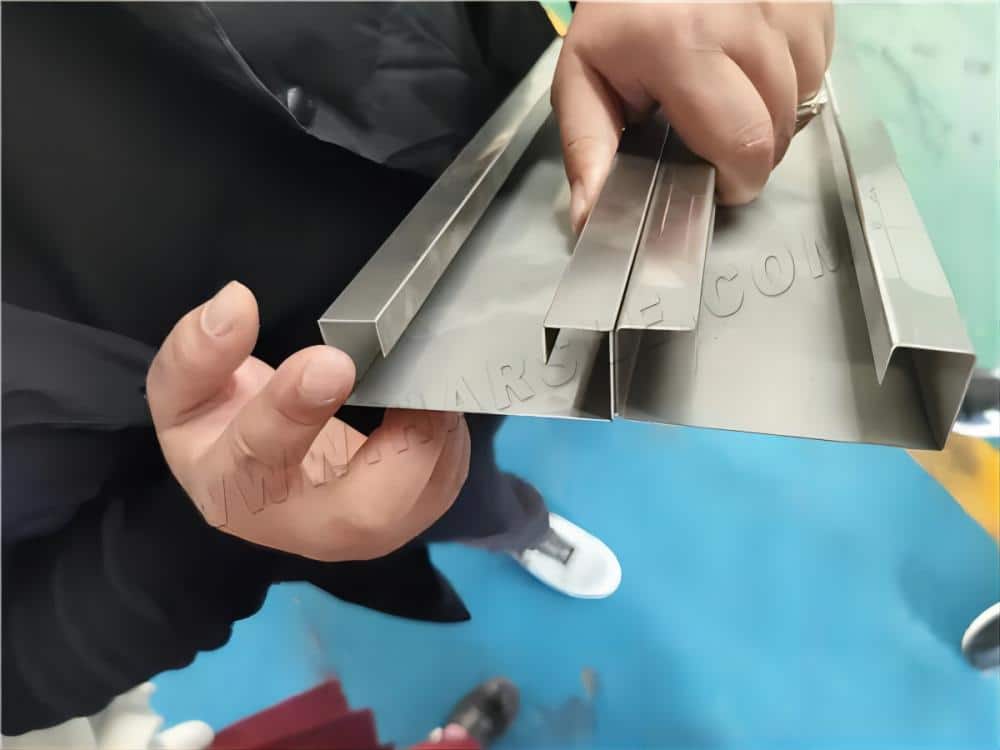
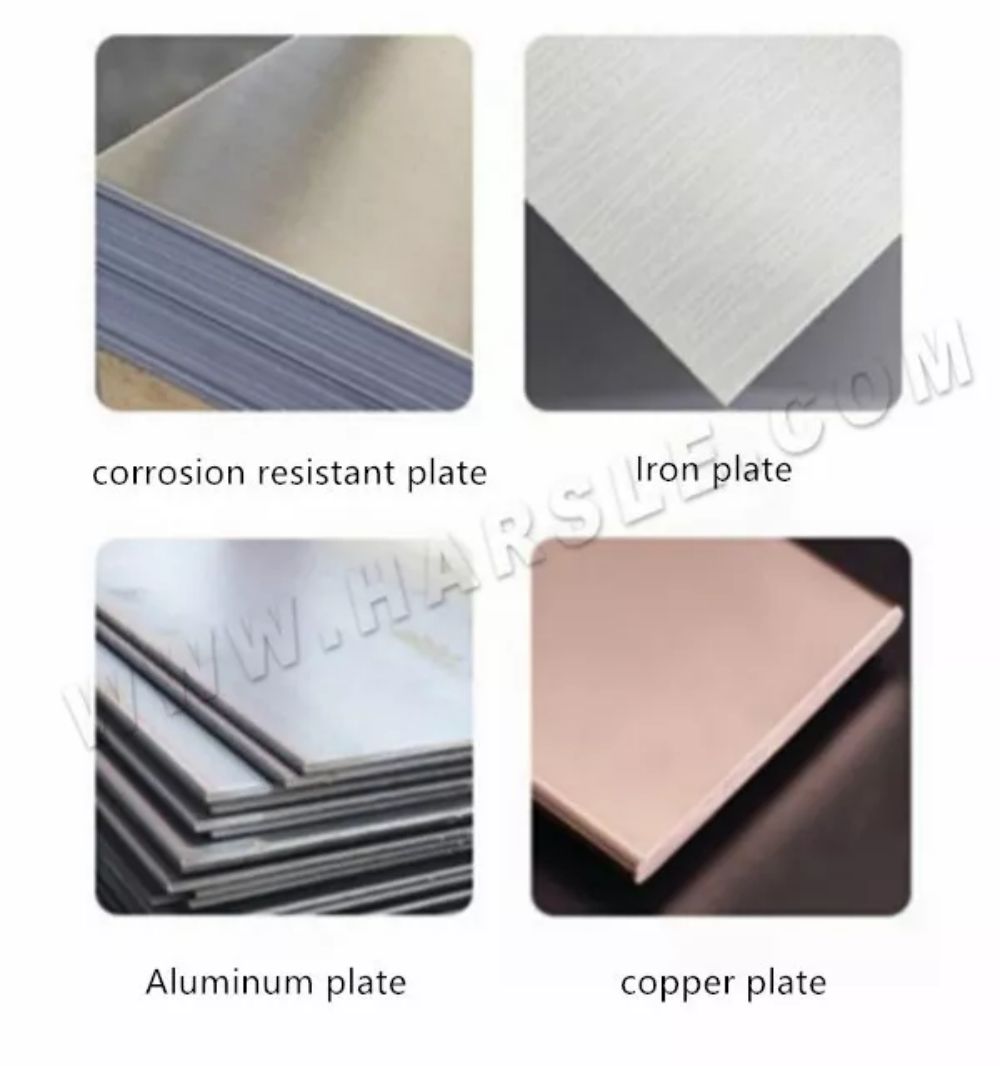
La ranuradora de chapa metálica se utiliza especialmente en la industria de la decoración de materiales metálicos de construcción de alta calidad. Permite ranurar chapas de acero inoxidable, aluminio, aluminio compuesto, acero y otras chapas metálicas en forma de V, satisfaciendo así las necesidades de decoración de alta calidad en hoteles, restaurantes, edificios comerciales, bancos, aeropuertos y otros lugares.
Clasificación y comparación
Las ranuradoras CNC en V para chapa metálica se diseñan en dos formas principales: vertical y horizontal. La ranuradora CNC en V horizontal para chapa metálica es originaria de Corea del Sur. Al ser un equipo importado, es muy solicitada. Tras su uso, se observan numerosas desventajas. En comparación con la máquina vertical, resumimos las siguientes diferencias:
Ventaja de precisión: La profundidad de la ranura está directamente relacionada con el efecto de plegado. Si el error de profundidad alcanza los 0,05 mm, la posición de plegado R es claramente inconsistente. Durante el funcionamiento de la ranuradora CNC en V vertical para chapa metálica, la herramienta de cepillado se desplaza en línea recta, y la precisión de la distancia entre la punta de la herramienta y la superficie de la mesa se controla con una precisión de 0,02 mm. Durante el funcionamiento de la ranuradora CNC en V horizontal para chapa metálica, la cuchilla se enfrenta a la precisión de una plataforma de 1,5 metros de ancho y más de 4 metros de largo, por lo que es difícil controlarla con una precisión de 0,1 mm. Por lo tanto, la precisión de la ranuradora CNC en V horizontal para chapa metálica es mucho menor que la de la ranuradora CNC en V vertical para chapa metálica.

⒉Pérdida de potencia: Durante el ranurado, la ranuradora vertical CNC en V para chapa metálica, el soporte de la cuchilla se mueve hacia adelante y hacia atrás, con un peso aproximado de 60 kg. Durante el ranurado, la ranuradora horizontal CNC en V para chapa metálica, el soporte horizontal y el soporte de la cuchilla se mueven simultáneamente, con un peso aproximado de 1000 kg, y su pérdida de energía es más de 10 veces mayor que la de la ranuradora vertical CNC en V para chapa metálica. Por lo tanto, la ranuradora vertical CNC en V para chapa metálica es un dispositivo de bajo consumo y respetuoso con el medio ambiente.
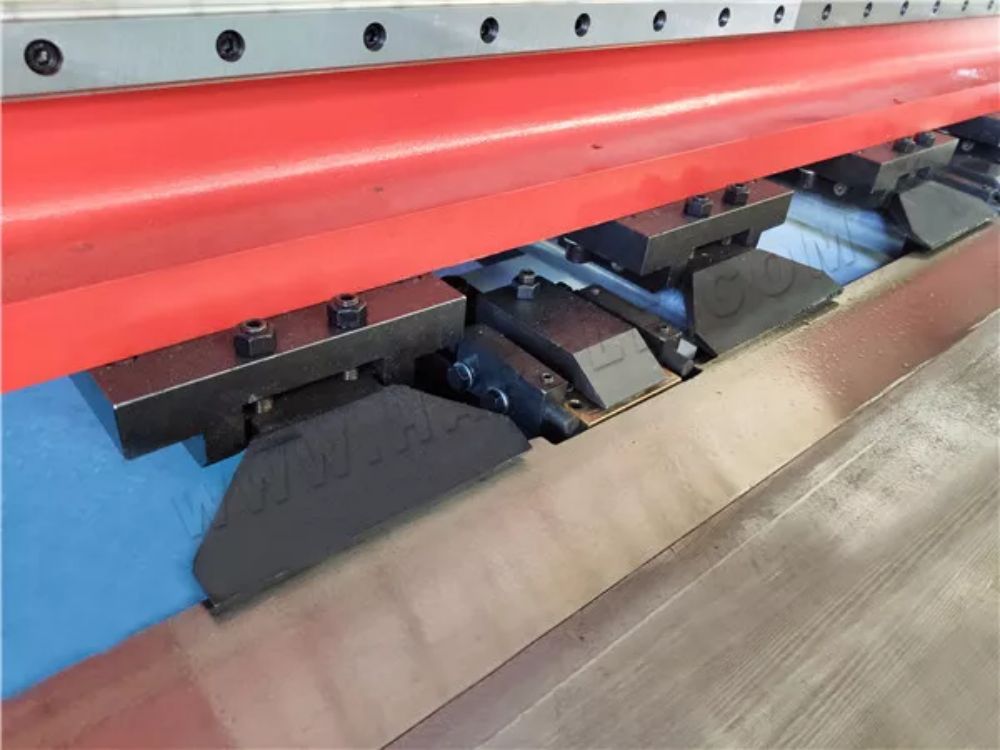
⒊Rango de procesamiento: La ranuradora vertical CNC en V para chapa metálica cuenta con más de una docena de placas de prensado y más de una docena de mordazas independientes para la carga automática de madera contrachapada. Es fácil de procesar, independientemente del tamaño del tablero, y permite ranurar horizontal y longitudinalmente con una pieza mínima de 80 x 80 mm. La ranuradora horizontal CNC en V para chapa metálica solo ranura chapas grandes. Tras el cepillado longitudinal, las chapas se deforman y no se pueden sujetar transversalmente, lo que resulta en ranuras transversales.

Tecnología de procesamiento: La mesa de trabajo de la ranuradora vertical CNC en V para chapa metálica está fabricada con acero de matriz de alta calidad, tratado térmicamente y rectificado finamente con una rectificadora, con una superficie con efecto espejo. La mesa de trabajo de la ranuradora horizontal CNC en V para chapa metálica está soldada con placas de hierro convencionales, y las placas de acero inoxidable tienen mayor dureza. Las ranuras y las cuchillas dañadas producen baches en la mesa. Esta es también la razón por la que los productos procesados presentan manchas.
Fácil instalación: La ranuradora vertical CNC en V para chapa metálica está fabricada con placas de acero soldadas, lo que la hace muy resistente y ofrece un funcionamiento estable y silencioso. Su estabilidad se logra simplemente colocando y nivelando un suelo de cemento sólido, y es fácil de mover e izar. Debido a su alta velocidad de funcionamiento horizontal, la fuerza de impacto de la ranuradora horizontal CNC en V para chapa metálica es elevada, y la plataforma requiere un ajuste de la cimentación, por lo que la cimentación de hormigón debe construirse según el plano de instalación.

⒍Seguridad en uso: La máquina ranuradora en V CNC de chapa metálica vertical sujeta automáticamente la pieza de trabajo mediante presión hidráulica, la ubica y trabaja automáticamente, y el operador está lejos de las partes móviles de la máquina herramienta. La máquina ranuradora en V CNC de chapa metálica horizontal sujeta la pieza de trabajo en el rango de movimiento de la máquina herramienta, la horizontal se mueve a alta velocidad y la parte de control corre junto con la horizontal, lo que puede causar fácilmente lesiones personales al operador y tiene grandes riesgos potenciales de seguridad.
⒎Recomendación general: Según las características de ambos tipos de máquinas, se recomienda elegir una ranuradora CNC en V vertical para chapa metálica si se trabaja con muchas chapas con ranuras no estándar (forma de corte láser), y una ranuradora CNC en V horizontal para chapa metálica si se trabaja con muchas chapas con especificaciones simétricas (cuadradas o rectangulares). De acuerdo con estas características, ambas máquinas tienen características propias en diversos aspectos, como precisión, consumo energético, tecnología e instalación. Sin embargo, el precio de la ranuradora CNC en V horizontal para chapa metálica es ligeramente inferior al de la ranuradora CNC en V vertical para chapa metálica, por lo que puede elegir la que mejor se adapte a sus necesidades.

Operaciones
⒈Primero limpie la plataforma con un conducto de aire, sin limaduras de hierro ni otros elementos diversos;
Coloque la lámina metálica sobre la plataforma. El extremo inicial de la lámina debe estar alineado con el primer prensatelas. La lámina metálica tiene una película protectora, y el lado con esta mira hacia abajo.
⒊ Determine la posición del cabezal de corte. Si el cabezal de corte no está en la posición correcta, puede corregirse según la "alineación de origen", que debe realizarse lo menos posible.
⒋Verifique si la hoja está en buenas condiciones y si es necesario cambiar la operación de cepillado (para cepillar una placa de hierro se necesita un cuchillo de acero blanco y para cepillar una placa de acero inoxidable se necesita un cuchillo de aleación);
Se requiere personal especializado para cambiar las cuchillas. Al cambiar las cuchillas de aleación, es necesario acolchar el bloque de cuchillas de 35 mm de alto.
⒍ Una vez finalizado el trabajo preparatorio, ingrese el tamaño de doblado calculado en la máquina y preste atención al error de la primera cuchilla (el error se obtiene mediante la medición real) y el margen de la placa de prensa debe reservarse para la última cuchilla;
⒎Una vez finalizado el trabajo de entrada, pulse el botón "Preparación de ranurado" tras asegurarse de que la primera cuchilla no sea inferior a 8 mm y planifique la primera cuchilla. Una vez retirado el cuerpo de la cuchilla y parpadeando la posición "OK", pulse "Haz hacia atrás" para mover el haz a la siguiente posición de la cuchilla y pulse "Portaherramientas hacia adelante" para ejecutar la siguiente cuchilla. Repita este proceso hasta que todas las dimensiones estén planificadas.
⒏ Después de cepillar la última cuchilla, mueva manualmente la viga hacia atrás y tire del botón de liberación del interruptor de presión del material para sacar la placa;
⒐ Limpiar el banco de trabajo.

Notas
⒈ Añada aceite lubricante antes de poner en marcha el vehículo todos los días;
⒉ La profundidad de ranurado de una sola cuchilla es 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 y 0,10 sucesivamente.
⒊ El botón “Preparación de ranurado” es el botón de preparación previa al ranurado de la máquina ranuradora automática, por lo que no presione este botón durante el ranurado.
⒋ Después de ingresar al nuevo programa, presione el “Interruptor de parada de emergencia” y luego enciéndalo, y luego presione la tecla “Portaherramientas adelante” para ranurar;
⒌ Cuando el ángulo sea menor a 90 grados, la ranura cepillada debe ensancharse con un cuchillo obtuso.
⒍ No cambie el interruptor en el armario eléctrico con frecuencia, simplemente marque la tecla cada vez que lo apague;
⒎ Durante el proceso de ranurado, se deben utilizar conductos de aire para soplar la chatarra en cualquier momento y no debe haber objetos diversos debajo del marco de fijación de la plataforma;
⒏Cuando el marco de fijación de la placa delgada (prensatelas) no esté apretado, se puede utilizar la llave hexagonal interna para apretar los tornillos;
⒐ Preste atención al margen de líquido refrigerante y al ángulo de inyección del refrigerante en todo momento;
⒑ En caso de avería de la máquina, se deberá detener inmediatamente para realizarle mantenimiento, no trabajar a pesar de estar enfermo.