








Руководство по V-образному шлифованию нержавеющей стали с ЧПУ

В этом полном руководстве по нержавеющей стали Обработка V-образных канавок на станке с ЧПУЯ стремлюсь поделиться своими знаниями и опытом в области этого важнейшего процесса обработки. V-образная канавка Это критически важный метод для точной гибки и резки листов нержавеющей стали, обеспечивающий чистые и профессиональные результаты. В этом руководстве я расскажу обо всем: от основ обработки V-образных канавок на станках с ЧПУ до продвинутых методов и советов по оптимизации рабочего процесса. Независимо от того, являетесь ли вы опытным профессионалом или новичком, это подробное руководство предоставит вам знания, необходимые для эффективного усовершенствования ваших проектов по металлообработке.
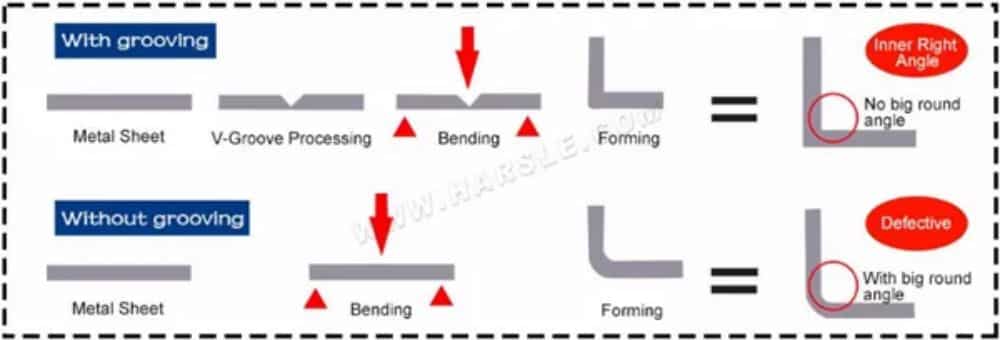
Листовой металл с ЧПУ Станок для обработки V-образных канавок Часто используется в архитектурно-декоративной промышленности для создания V-образных канавок на листах нержавеющей стали, алюминиевых листах и других металлических листах, что позволяет минимизировать радиус дуги кромки заготовки после гибки и снизить усилие гибки. Также может использоваться для предварительного позиционирования длины стороны гиба перед гибкой, обеспечивая точность её размера. Это новое оборудование, которое в последние годы активно продвигается как в стране, так и за рубежом.
Оглавление
Характеристики
После V-образной прорези листового металла уменьшается изгибающее усилие, необходимое для гибки листового металла, и длинный листовой металл можно сгибать на гибочном станке с меньшим тоннажом.
Долбежный станок также может прорезать пазы для проволоки на металлических листах для точного позиционирования длины изгибаемой стороны перед изгибом, а затем сгибать на гибочном станке в соответствии с предварительно прорезанными пазами для проволоки, что может обеспечить высокую точность длины изгибаемой стороны.
Долбежный станок может контролировать глубину прорези в металлической пластине, благодаря чему некоторые специальные гибочные материалы можно сгибать и формировать на обычных гибочных станках. Если сложенный листовой металл не имеет прорезей, некоторые специальные гибочные материалы не будут согнуты и сформированы на гибочном станке, или для выполнения работы потребуется специально разработанная сложная матрица.
Конфигурации
⒈Импортный мощный шпиндель с воздушным охлаждением отличается высокой точностью, длительным сроком службы, стабильной работой, хорошими пусковыми характеристиками и большим крутящим моментом, что позволяет в полной мере использовать преимущества высокоскоростной работы долбежного станка и обеспечивает более высокую эффективность.
⒉Благодаря уникальному механизму смены инструмента, необходимые инструменты можно заменять по желанию, а специальный стол для установки инструментов позволяет точно компенсировать погрешность длины инструмента. Время смены инструмента составляет всего 10 секунд, а магазин инструментов стандартно вмещает 8 штук, но его можно увеличить по индивидуальному заказу.
⒊Используются импортные квадратные линейные направляющие PMI и двухрядные и четырёхрядные шариковые направляющие, которые обеспечивают высокую грузоподъёмность и стабильную работу. Высокоточные и прочные высококачественные направляющие обеспечивают механическую точность и износостойкость, а их срок службы в 10 раз превышает срок службы круглых направляющих. Импортный шарико-винтовой привод обеспечивает точность резки.
⒋Расширенная функция предварительной обработки файлов помогает пользователям своевременно исправлять ошибки при обработке файлов, обеспечивая хорошую совместимость с различным программным обеспечением CAD и CAM для проектирования и производства, таким как Type 3/Artcam/Castle/Wen Tai.
⒌Мощный вакуумный насос со стабильной производительностью, низкой температурой, низким уровнем шума, безопасностью для окружающей среды, длительным сроком службы и простотой обслуживания; Он эффективно решает проблему, связанную с трудностями замены воды для вакуумного насоса циркуляции воды в холодную погоду.
⒍Столешница является ведущей в мире столешницей вакуумной адсорбции, изготовленной из бакелитовой плиты с высокой адсорбционной способностью, которая может прочно адсорбировать материалы различных площадей, с большой плотностью и без деформации.
⒎Интеллектуальная защита столешницы для предотвращения ее возможного повреждения из-за неправильной эксплуатации или ошибок программного обеспечения; интеллектуальная защита от пересечения границ обработки для предотвращения механических столкновений, вызванных превышением ширины обработки макета конструкции.
⒏Автоматическая система заливки масла и смазки, которой можно управлять одной кнопкой, удобна в использовании и обеспечивает лучшее обслуживание машины.
⒐Использована система привода серводвигателя высокой мощности, импортированная из Японии, а ось Y приводится в движение двумя двигателями, благодаря чему высокоскоростная работа может достигать скорости холостого хода более 60 м/мин.
⒑ Электрическая система оснащена импортным преобразователем частоты, японским сервоприводом и двигателем Mitsubishi, электрическими компонентами Siemens и т. д. Она позволяет избежать типичных неисправностей, связанных с высокой частотой отказов обычных отечественных электрических деталей, и отличается большей стабильностью, долговечностью и более высокой безопасностью.
⒒ Благодаря точной регулировке положения держателя инструмента и автоматической системе настройки инструмента управлять инструментом становится удобнее и проще, что напрямую повышает эффективность производства.
⒓ Управлять системой управления шкафа удобнее самостоятельно.

Приложения
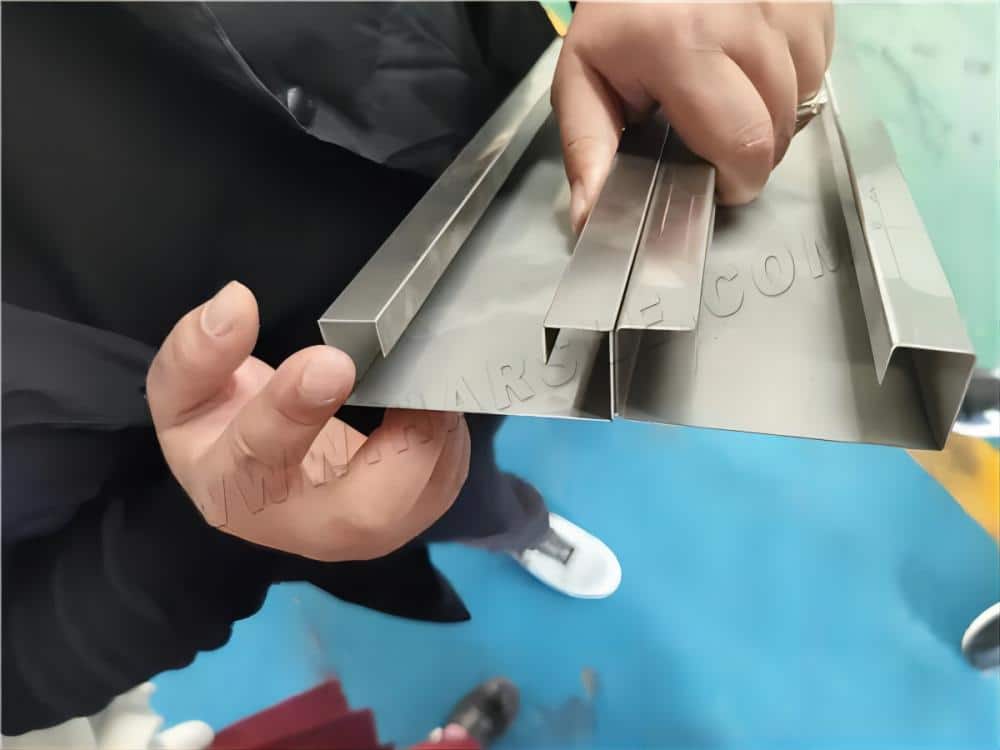
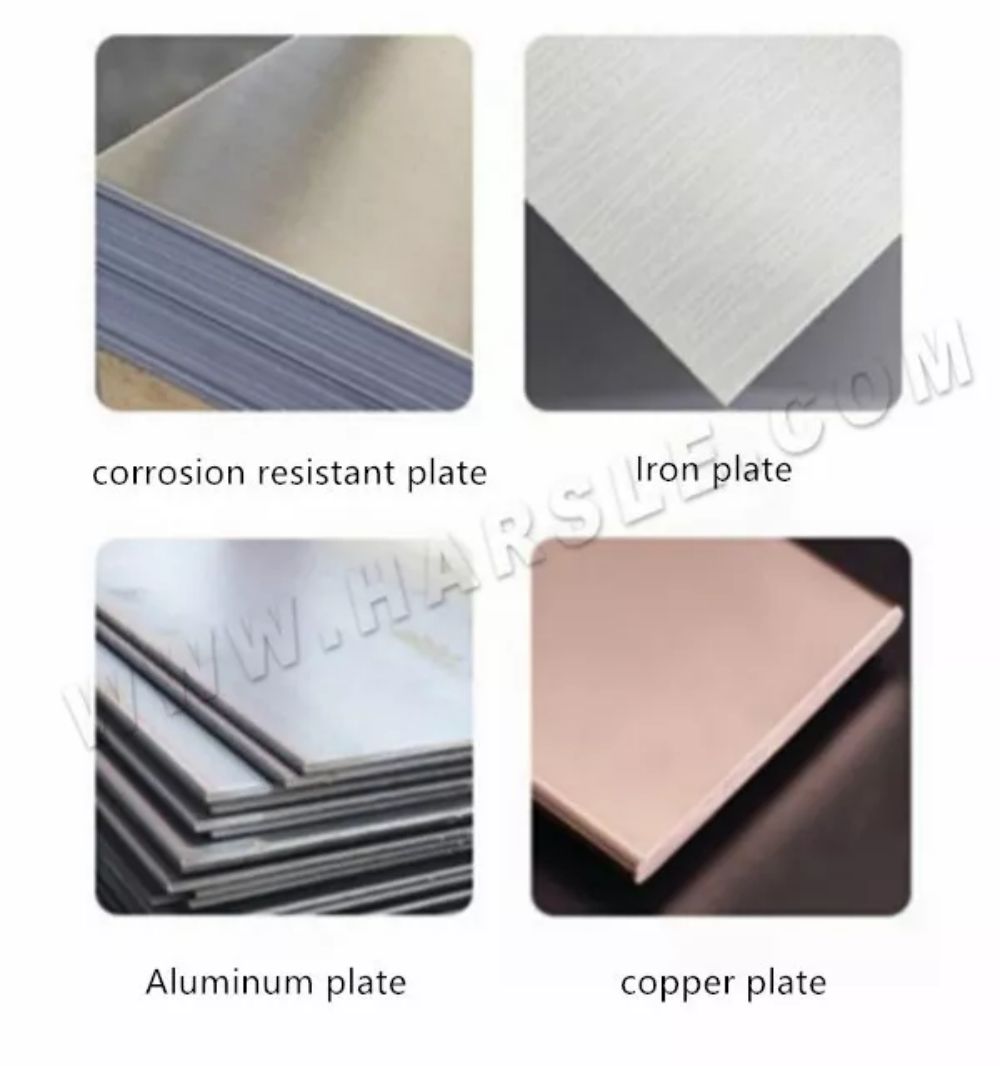
Прорезной станок для металлических листов специально используется в отделке высококачественных строительных металлических материалов. Он может прорезать V-образные пазы на листах нержавеющей стали, алюминиевых листах, композитных алюминиевых листах, стальных листах и других металлических листах, что отвечает особым требованиям к высококачественной отделке в отелях, ресторанах, коммерческих зданиях, банках, аэропортах и других местах.
Классификация и сравнение
Станки с ЧПУ для обработки V-образных канавок листового металла выпускаются в двух основных исполнениях: вертикальном и горизонтальном. Горизонтальные станки с ЧПУ для обработки V-образных канавок листового металла производятся в Южной Корее. Будучи импортным оборудованием, они пользуются большим спросом. Однако после их использования возникает ряд недостатков. По сравнению с вертикальными станками, мы предлагаем следующие отличия:
⒈Преимущество точности: глубина канавки напрямую связана с эффектом гибки. Если погрешность глубины достигает 0,05 мм, положение гибки R, очевидно, нестабильно. При работе вертикального станка с ЧПУ для обработки V-образных канавок строгальный инструмент движется по прямой линии, а точность расстояния между режущей кромкой инструмента и столешницей контролируется с точностью до 0,02 мм. При работе горизонтального станка с ЧПУ для обработки V-образных канавок нож сталкивается с точностью платформы шириной 1,5 метра и длиной более 4 метров, поэтому точность измерения с точностью до 0,1 мм затруднительна. Поэтому точность горизонтального станка с ЧПУ для обработки V-образных канавок значительно ниже, чем точность вертикального станка с ЧПУ для обработки V-образных канавок.

⒉Потери мощности: При прорезке пазов на вертикальном станке с ЧПУ для обработки V-образных пазов по металлу суппорт ножа движется вперед и назад, а его вес составляет около 60 кг. При прорезке пазов на горизонтальном станке с ЧПУ для обработки V-образных пазов по металлу суппорт и суппорт ножа движутся вперед и назад одновременно, а его вес составляет около 1000 кг. Потери мощности более чем в 10 раз превышают потери мощности вертикального станка с ЧПУ для обработки V-образных пазов по металлу. Таким образом, вертикальный станок с ЧПУ для обработки V-образных пазов по металлу является энергосберегающим и экологически безопасным устройством.
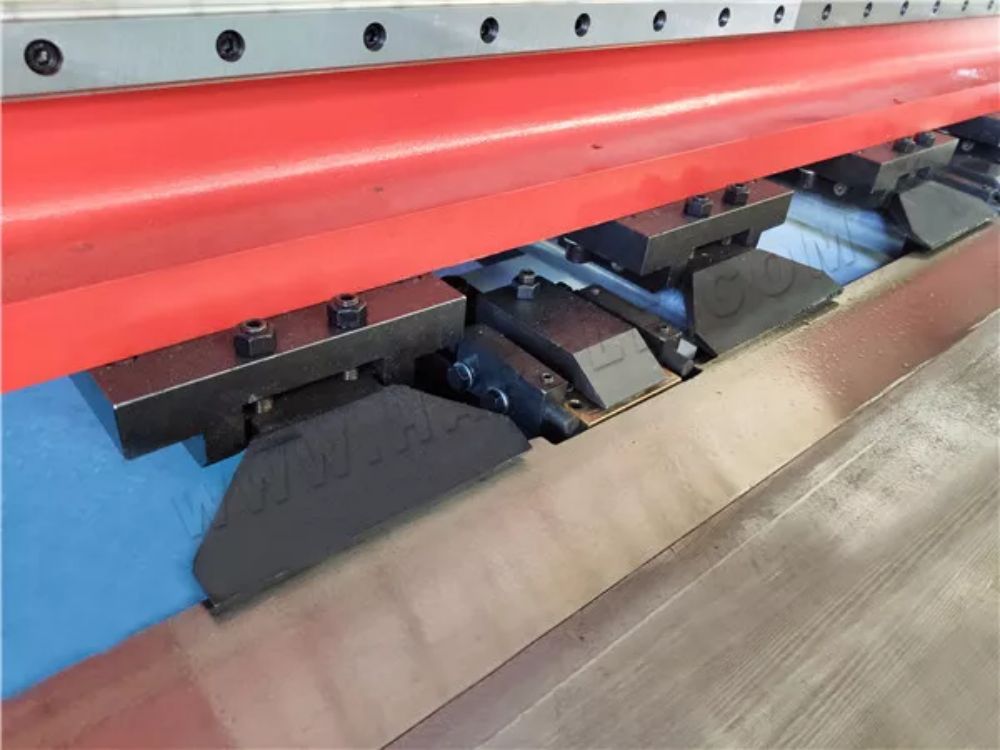
⒊Диапазон обработки: Вертикальный V-образный пазовый станок с ЧПУ для листового металла оснащен более чем десятком независимых прижимных пластин и более чем десятком независимых зажимов для автоматической загрузки фанеры, что обеспечивает простоту обработки независимо от размера плиты и позволяет выполнять горизонтальную и продольную резку с минимальным размером заготовки 80*80 мм. Горизонтальный V-образный пазовый станок с ЧПУ для листового металла предназначен только для листов большого размера. После продольной резки листы деформируются и не могут быть зажаты в поперечном направлении, что приводит к поперечной резке.

⒋Технология обработки: Рабочий стол вертикального станка с ЧПУ для обработки V-образных канавок изготовлен из высококачественной штампованной стали, прошедшей комплексную термообработку и тонкую шлифовку на шлифовальном станке. Чистота поверхности достигает зеркального эффекта. Рабочий стол горизонтального станка с ЧПУ для обработки V-образных канавок сварен из обычных железных пластин, а пластины из нержавеющей стали обладают более высокой твердостью. Выбоины и повреждения лезвий приводят к образованию выбоин на столе, что также является причиной появления пятен на обработанных изделиях.
⒌Простая установка: Вертикальный станок с ЧПУ для обработки V-образных пазов изготовлен из сварных стальных пластин, отличается высокой прочностью, стабильной и бесшумной работой. Для стабильной работы станка достаточно установить и выровнять прочный цементный пол. Его удобно перемещать и поднимать. Из-за высокой скорости горизонтального перемещения, сила удара горизонтального станка с ЧПУ для обработки V-образных пазов велика, поэтому платформа требует регулировки фундамента, поэтому бетонный фундамент следует изготавливать в соответствии с установочным чертежом.

⒍Безопасность использования: Вертикальный станок с ЧПУ для обработки V-образных канавок на листовом металле автоматически зажимает заготовку гидравлическим давлением, автоматически позиционирует и работает, а оператор находится далеко от движущихся частей станка. Горизонтальный станок с ЧПУ для обработки V-образных канавок на листовом металле зажимает заготовку в диапазоне перемещения станка, горизонтальная часть движется с высокой скоростью, а часть управления движется вместе с горизонтальной частью, что может легко привести к травме оператора и несет большую потенциальную угрозу безопасности.
⒎Комплексная рекомендация: учитывая характеристики двух форм, рекомендуется выбрать вертикальный станок с ЧПУ для обработки V-образных пазов, если имеется большое количество листов с нестандартной формой прорези (форма лазерной резки), и горизонтальный станок с ЧПУ для обработки V-образных пазов, если имеется большое количество листов с симметричными характеристиками (квадратными или прямоугольными). Согласно вышеуказанным характеристикам, оба станка имеют свои особенности во многих аспектах, таких как точность, энергопотребление, технология и монтаж. Однако цена горизонтального станка с ЧПУ для обработки V-образных пазов на рынке несколько ниже, чем цена вертикального станка с ЧПУ для обработки V-образных пазов, поэтому вы можете выбрать подходящий вариант в зависимости от конкретной ситуации.

Операции
⒈Сначала продуйте платформу воздуховодом, чтобы удалить железные опилки и другие мелкие частицы;
⒉Поместите металлический лист на платформу. Начальный край листа должен быть выровнен с первой прижимной лапкой. Металлический лист покрыт защитной пленкой, сторона с защитной пленкой должна быть обращена вниз;
⒊ Определите положение режущей головки. Если режущая головка находится в неправильном положении, её можно скорректировать, выполнив «выравнивание по исходному положению», при этом «выравнивание по исходному положению» следует выполнять как можно реже;
⒋Проверьте, находится ли лезвие в хорошем состоянии, нужно ли заменить нож (для строгания железной пластины нужен нож из белой стали, для строгания пластины из нержавеющей стали нужен нож из сплава);
⒌Для замены ножей требуется специальный персонал. При замене литого ножа необходимо установить подкладку под ножевой блок высотой 35 мм.
⒍ После завершения подготовительных работ введите в машину рассчитанный размер гибки, при этом обратите внимание на погрешность первого ножа (погрешность получается путем фактического измерения), а припуск плиты пресса следует отложить на последний нож;
⒎После завершения ввода данных нажмите кнопку «Подготовка к прорезке», убедившись, что первый нож имеет толщину не менее 8 мм, и выровняйте первый нож. После того, как корпус ножа будет отведен назад и замигает индикация «OK», нажмите кнопку «Переместить балку назад», чтобы переместить балку в положение следующего ножа, и нажмите кнопку «Держатель инструмента вперед», чтобы выполнить выровненный следующий нож. Повторяйте, пока все размеры не будут выровнены.
⒏ После того, как последний нож будет выстроган, вручную переместите балку назад и потяните за кнопку разблокировки выключателя прижима материала, чтобы вынуть пластину;
⒐ Очистите верстак.

Примечания
⒈ Добавляйте смазочное масло перед запуском каждый день;
⒉ Глубина пропила одного ножа составляет поочередно 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 и 0,10.
⒊ Кнопка «Подготовка к прорезке» — это кнопка предварительной подготовки к прорезке на автоматическом долбежном станке, поэтому не нажимайте эту кнопку во время прорезки.
⒋ После ввода новой программы нажмите кнопку «Аварийный выключатель» и включите ее, а затем нажмите клавишу «Держатель инструмента вперед» для прорезки пазов;
⒌ Если угол меньше 90 градусов, выстроганный паз следует расширить тупым ножом.
⒍ Не переключайте часто выключатель в электрощитке, просто вынимайте ключ каждый раз, когда выключаете его;
⒎ В процессе прорезки отверстий необходимо использовать воздуховоды для сдува металлолома в любое время, а также не допускать попадания посторонних предметов под раму крепления платформы;
⒏Если тонкая фиксирующая рамка пластины (прижимная лапка) не затянута, для затяжки винтов можно использовать внутренний шестигранный ключ;
⒐ Всегда обращайте внимание на подачу охлаждающей жидкости и угол впрыска охлаждающей жидкости;
⒑ В случае поломки машины ее следует немедленно остановить для проведения технического обслуживания, не работать, несмотря на болезнь.