








Kompletny przewodnik po frezowaniu rowków w kształcie litery V w stali nierdzewnej CNC

W tym kompletnym przewodniku po stali nierdzewnej Frezowanie rowków w kształcie litery V CNCChcę podzielić się swoimi spostrzeżeniami i doświadczeniami dotyczącymi tego istotnego procesu obróbki. Rowkowanie w kształcie litery V to kluczowa technika umożliwiająca precyzyjne gięcie i cięcie blach ze stali nierdzewnej, zapewniająca czyste i profesjonalne rezultaty. W tym przewodniku omówię wszystko, od podstaw rowkowania V-kształtnego CNC po zaawansowane techniki i wskazówki dotyczące optymalizacji procesu pracy. Niezależnie od tego, czy jesteś doświadczonym profesjonalistą, czy dopiero zaczynasz, ten kompleksowy przewodnik wyposaży Cię w wiedzę, która pozwoli Ci skutecznie udoskonalić Twoje projekty obróbki metali.
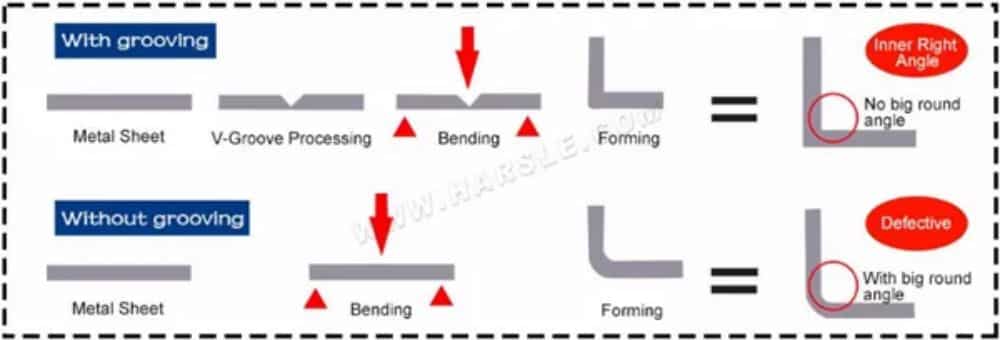
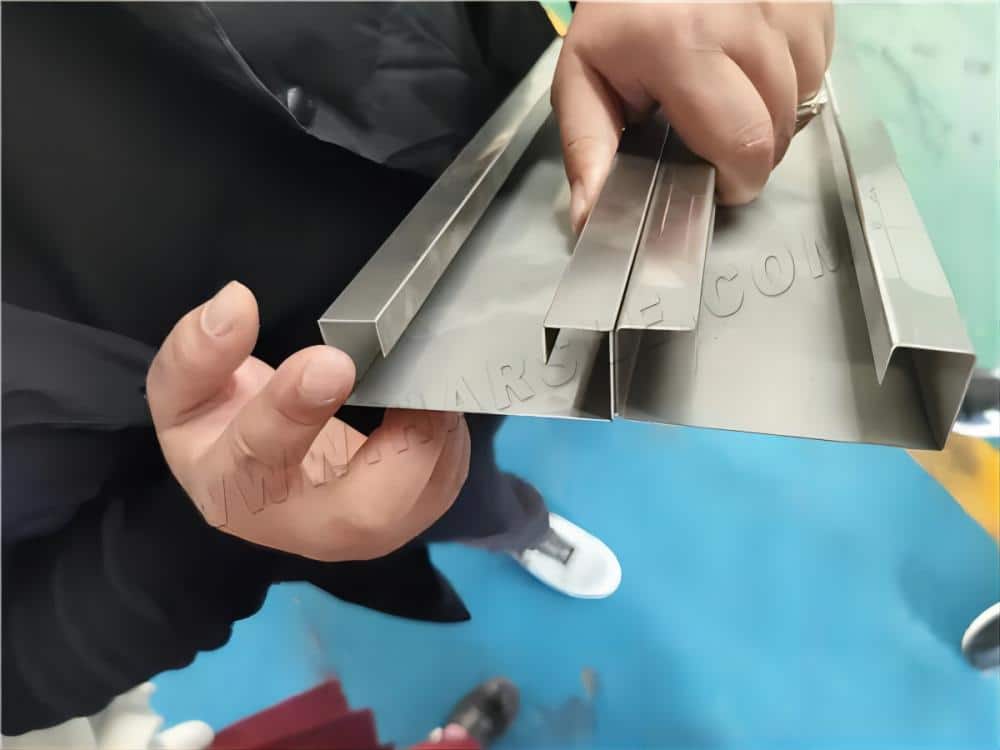
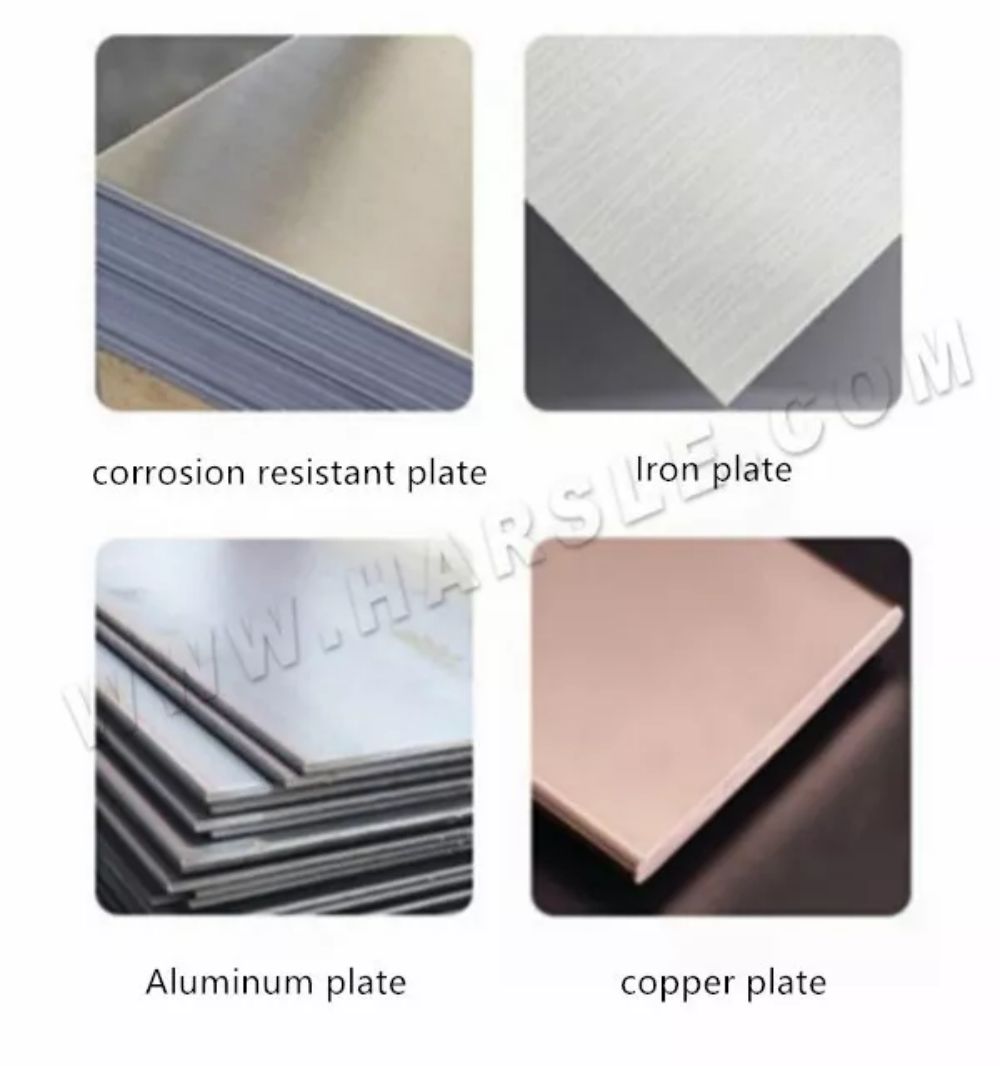
Obróbka blachy CNC Maszyna do rowkowania w kształcie litery V Jest często stosowana w branży dekoracji architektonicznych, umożliwiając rowkowanie blach ze stali nierdzewnej, blach aluminiowych i innych blach metalowych w kształcie litery V, dzięki czemu promień łuku krawędzi przedmiotu obrabianego po gięciu jest niezwykle mały, a siła gięcia wymagana do gięcia blachy jest zredukowana. Może być również używana do wstępnego ustawienia długości boku gięcia przed gięciem, aby zapewnić dokładność pomiaru. Jest to nowe urządzenie, które w ostatnich latach jest intensywnie promowane w kraju i za granicą.
Spis treści
Cechy
Po wykonaniu szczelin w blachach w kształcie litery V siła gięcia niezbędna do gięcia blachy ulega zmniejszeniu, a długie blachy można giąć na giętarkach o mniejszym nacisku.
Maszyna do gięcia może również nacinać rowki na drut w arkuszach metalu, aby precyzyjnie ustawić długość gięcia na odpowiedniej długości, a następnie wykonać gięcie na maszynie do gięcia zgodnie z wcześniej naciętymi rowkami na drut, co gwarantuje wysoką precyzję długości gięcia na odpowiedniej długości.
Maszyna do dłutowania może kontrolować głębokość nacinania blachy metalowej, dzięki czemu niektóre specjalne materiały do gięcia można giąć i formować na zwykłych giętarkach. Jeśli gięta blacha nie została nacięta, niektóre specjalne materiały do gięcia nie zostaną wygięte i uformowane na giętarce lub do wykonania pracy zostanie użyta specjalnie zaprojektowana, skomplikowana matryca.
Konfiguracje
⒈Importowane, chłodzone powietrzem wrzeciono o dużej mocy charakteryzuje się wysoką precyzją, długą żywotnością, stabilną pracą, dobrymi parametrami rozruchowymi i dużym momentem obrotowym, co pozwala w pełni wykorzystać zalety szybkiej pracy dłutarki i zapewnia wyższą wydajność.
⒉Wyposażony w wyjątkowy mechanizm wymiany narzędzi, niezbędne narzędzia można wymieniać w dowolnym momencie, a specjalny stół do ustawiania narzędzi umożliwia dokładną kompensację błędu długości narzędzia. Czas wymiany narzędzia wynosi zaledwie 10 sekund, a magazynek narzędzi standardowo mieści 8 sztuk, ale można go dostosować do większej pojemności.
⒊W produkcji zastosowano importowaną kwadratową prowadnicę liniową PMI oraz dwurzędowe i czterorzędowe kulowe bloki ślizgowe, które charakteryzują się dużą nośnością i stabilną pracą. Wysoka precyzja i wytrzymałość wysokiej jakości szyny zapewniają precyzję mechaniczną i odporność na zużycie, a jej żywotność jest 10-krotnie dłuższa niż w przypadku prowadnic kołowych. Importowana śruba kulowa zapewnia precyzję cięcia.
⒋Zaawansowana funkcja wstępnego przetwarzania plików pomaga użytkownikom na czas korygować błędy w przetwarzaniu plików, przy zachowaniu dobrej kompatybilności z różnymi programami do projektowania i produkcji CAD i CAM, takimi jak Type 3/Artcam/Castle/Wen Tai.
⒌Wysokiej mocy pompa próżniowa o stabilnej pracy, niskiej temperaturze, niskim poziomie hałasu, ochronie środowiska, długiej żywotności i łatwej konserwacji; Skutecznie rozwiązuje problem trudności związanych z wymianą wody w pompie próżniowej z obiegiem wody w zimne dni.
⒍Blat stołu wykonany jest z płyty bakelitowej o wysokiej pojemności adsorpcyjnej, która może skutecznie adsorbować materiały o różnych powierzchniach, charakteryzujące się dużą gęstością i brakiem odkształceń.
⒎Inteligentna ochrona blatu przed możliwymi uszkodzeniami spowodowanymi nieprawidłową obsługą lub błędami oprogramowania; Inteligentna ochrona przetwarzania transgranicznego zapobiegająca kolizjom mechanicznym spowodowanym przez układ projektowy przekraczający szerokość przetwarzania.
⒏Automatyczny system uzupełniania oleju i smarowania, obsługiwany jednym przyciskiem, jest wygodny w użyciu i umożliwia lepszą konserwację maszyny.
⒐ Zastosowano układ napędowy z serwosilnikiem dużej mocy importowanym z Japonii, a oś Y jest napędzana podwójnymi silnikami, dzięki czemu praca przy dużej prędkości może osiągnąć prędkość biegu jałowego powyżej 60 m/min.
⒑ Układ elektryczny wykorzystuje importowany przetwornik częstotliwości, japoński serwonapęd i silnik Mitsubishi, komponenty elektryczne firmy Siemens itp. Pozwala to uniknąć typowych usterek związanych z wysoką awaryjnością typowych krajowych części elektrycznych, a także zapewnia większą stabilność, trwałość i bezpieczeństwo.
⒒ Dzięki precyzyjnej regulacji położenia uchwytu narzędzia i automatycznemu systemowi ustawiania narzędzia obsługa narzędzia jest wygodniejsza i prostsza, co bezpośrednio przekłada się na poprawę wydajności produkcji.
⒓ Wygodniej jest sterować systemem sterowania szafą niezależnie.

Aplikacje
Maszyna do szczelinowania blach jest szczególnie wykorzystywana w branży dekoracyjnej wysokiej jakości metalowych materiałów budowlanych. Umożliwia szczelinowanie blach ze stali nierdzewnej, aluminium, aluminium kompozytowego, stali i innych blach w kształcie litery V, co zaspokaja specjalne potrzeby wysokiej jakości dekoracji w hotelach, restauracjach, budynkach komercyjnych, bankach, na lotniskach i w innych miejscach.
Klasyfikacja i porównanie
Frezarki CNC do rowkowania blachy w kształcie litery V występują w dwóch popularnych wersjach: pionowej i poziomej. Pozioma frezarka CNC do rowkowania blachy w kształcie litery V pochodzi z Korei Południowej. Jako sprzęt importowany, cieszy się dużym zainteresowaniem. Po jego użyciu odczuwa się wiele wad. W porównaniu z frezarką pionową, przedstawiamy następujące różnice:
⒈Zaleta precyzji: głębokość rowka jest bezpośrednio związana z efektem gięcia. Jeśli błąd głębokości osiągnie 0,05 mm, pozycja gięcia R jest ewidentnie niespójna. Podczas pracy pionowej maszyny CNC do rowkowania blachy w kształcie litery V, narzędzie strugające porusza się w linii prostej, a dokładność odległości między ostrzem narzędzia a blatem stołu jest kontrolowana z dokładnością do 0,02 mm. Podczas pracy poziomej maszyny CNC do rowkowania blachy w kształcie litery V, nóż jest ustawiony na platformie o szerokości 1,5 metra i długości ponad 4 metrów, co utrudnia kontrolę z dokładnością do 0,1 mm. Dlatego precyzja poziomej maszyny CNC do rowkowania blachy w kształcie litery V jest znacznie niższa niż pionowej maszyny CNC do rowkowania blachy w kształcie litery V.

⒉Strata mocy: Podczas rowkowania blachy przez pionową maszynę CNC do rowkowania V, podpórka noża porusza się w przód i w tył, a jej waga wynosi około 60 kg. Podczas rowkowania blachy przez poziomą maszynę CNC do rowkowania V, podpórka noża porusza się w przód i w tył, a jej waga wynosi około 1000 kg, a straty energii są ponad 10 razy większe niż w przypadku pionowej maszyny CNC do rowkowania V. Dlatego pionowa maszyna CNC do rowkowania V jest urządzeniem energooszczędnym i przyjaznym dla środowiska.
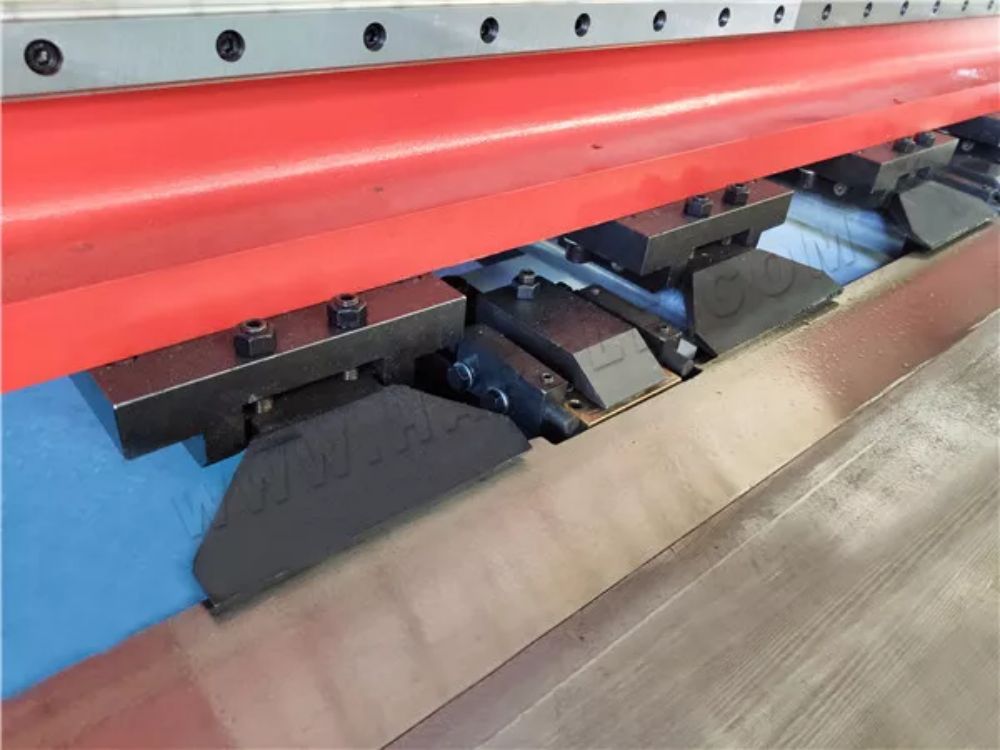
⒊Zakres obróbki: Pionowa maszyna CNC do rowkowania blachy w kształcie litery V posiada ponad tuzin niezależnych płyt prasujących i kilkanaście niezależnych zacisków do automatycznego załadunku sklejki. Sklejka jest łatwa w obróbce niezależnie od rozmiaru płyty i może być rowkowana poziomo i wzdłużnie, przy minimalnym rozmiarze elementu obrabianego 80x80 mm. Pozioma maszyna CNC do rowkowania blachy w kształcie litery V rowkuje tylko duże arkusze. Po struganiu wzdłużnym arkusze ulegają deformacji i nie można ich zaciskać poprzecznie, co powoduje powstawanie rowków poprzecznych.

Technologia obróbki: Stół roboczy pionowej maszyny CNC do rowkowania blachy w kształcie litery V jest wykonany z wysokiej jakości stali matrycowej, która jest integralnie poddawana obróbce cieplnej i drobno szlifowana za pomocą szlifierki, co pozwala uzyskać efekt lustrzanego odbicia. Stół roboczy poziomej maszyny CNC do rowkowania blachy w kształcie litery V jest spawany zwykłymi płytami żelaznymi, a płyty ze stali nierdzewnej charakteryzują się wyższą twardością. Wżery i uszkodzenia ostrzy powodują powstawanie dziur w stole. Z tego powodu obrabiane produkty są punktowe.
Łatwy montaż: Pionowa maszyna CNC do rowkowania blachy w kształcie litery V jest wykonana ze spawanych płyt stalowych, które charakteryzują się wysoką wytrzymałością oraz stabilną i cichą pracą. Stabilna praca maszyny jest możliwa jedynie po ułożeniu i wypoziomowaniu solidnej posadzki cementowej. Maszyna jest wygodna w przenoszeniu i podnoszeniu. Ze względu na dużą prędkość pracy w poziomie, siła uderzenia poziomej maszyny CNC do rowkowania blachy w kształcie litery V jest duża, a platforma wymaga regulacji fundamentu, dlatego fundament betonowy należy wykonać zgodnie z rysunkiem instalacyjnym.

Bezpieczeństwo użytkowania: Pionowa maszyna CNC do rowkowania blachy w kształcie litery V automatycznie zaciska obrabiany element za pomocą ciśnienia hydraulicznego, lokalizuje się i pracuje automatycznie, a operator znajduje się z dala od ruchomych części obrabiarki. Pozioma maszyna CNC do rowkowania blachy w kształcie litery V zaciska obrabiany element w zakresie ruchu obrabiarki. Część pozioma porusza się z dużą prędkością, a część sterująca porusza się razem z nią, co może łatwo spowodować obrażenia ciała operatora i stwarza poważne potencjalne zagrożenia dla bezpieczeństwa.
⒎Kompleksowe zalecenia: Biorąc pod uwagę charakterystykę obu maszyn, zaleca się wybór pionowej maszyny CNC do rowkowania blach w kształcie litery V, jeśli występuje wiele arkuszy o niestandardowych rowkach (kształt cięcia laserowego), oraz poziomej maszyny CNC do rowkowania blach w kształcie litery V, jeśli występuje wiele arkuszy o symetrycznych wymiarach (kwadratowych lub prostokątnych). Zgodnie z powyższymi cechami, obie maszyny charakteryzują się wieloma odmiennymi cechami, takimi jak precyzja, zużycie energii, technologia i montaż. Jednak cena poziomej maszyny CNC do rowkowania blach w kształcie litery V jest nieco niższa niż cena pionowej maszyny CNC do rowkowania blach w kształcie litery V, więc możesz wybrać swoją własną maszynę w zależności od sytuacji.

Operacje
⒈Platformę należy najpierw przedmuchać przewodem powietrznym, bez opiłków żelaza i innych drobnych zanieczyszczeń;
⒉Umieść blachę na platformie. Początkowy koniec blachy powinien być wyrównany z pierwszą stopką dociskową. Blacha jest zabezpieczona folią ochronną, a strona z folią ochronną skierowana jest w dół.
⒊ Określ położenie głowicy tnącej. Jeśli głowica tnąca nie znajduje się w prawidłowym położeniu, można je skorygować zgodnie z „wyrównaniem punktu początkowego”, a „wyrównanie punktu początkowego” należy wykonywać w jak najmniejszym stopniu;
⒋Sprawdź, czy ostrze jest w dobrym stanie, czy konieczna jest zmiana sposobu działania noża (do stalowej płyty strugającej potrzebny jest nóż ze stali białej, do stalowej płyty strugającej potrzebny jest nóż ze stopu);
⒌Wymiana noży wymaga specjalnego personelu. Podczas wymiany noży ze stopu metali, konieczne jest zabezpieczenie bloku noży o wysokości 35 mm.
⒍ Po zakończeniu prac przygotowawczych wprowadź do maszyny obliczony rozmiar gięcia, zwróć uwagę na błąd pierwszego noża (błąd uzyskuje się na podstawie rzeczywistego pomiaru), a naddatek płyty dociskowej należy zarezerwować dla ostatniego noża;
⒎Po zakończeniu wprowadzania danych naciśnij przycisk „Przygotowanie rowka”, upewniając się, że pierwszy nóż ma co najmniej 8 mm, i zaplanuj pierwszy nóż. Po wycofaniu korpusu noża i miganiu pozycji „OK” naciśnij przycisk „Przesuń belkę do tyłu”, aby przesunąć belkę do następnej pozycji noża, a następnie naciśnij przycisk „Przesuń uchwyt narzędzia do przodu”, aby wykonać kolejny nóż. Powtarzaj tę czynność, aż wszystkie wymiary zostaną zaplanowane.
⒏ Po struganiu ostatniego noża należy ręcznie przesunąć belkę do tyłu i nacisnąć przycisk zwalniający przełącznik dociskowy materiału, aby wyjąć płytę;
⒐ Wyczyść stół warsztatowy.

Notatki
⒈ Codziennie przed uruchomieniem należy uzupełniać poziom oleju smarującego;
Głębokość rowka pojedynczego noża wynosi kolejno 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 i 0,10.
⒊ Przycisk „Przygotowanie do nacinania” jest przyciskiem przygotowującym do nacinania w automatycznej maszynie do nacinania, dlatego nie należy naciskać tego przycisku podczas nacinania.
⒋ Po wprowadzeniu nowego programu naciśnij „Wyłącznik awaryjny”, a następnie włącz go, po czym naciśnij przycisk „Przesunięcie uchwytu narzędzia do przodu” w celu wykonania rowków;
⒌ Jeżeli kąt jest mniejszy niż 90 stopni, szczelinę należy poszerzyć nożem tępym.
⒍ Nie przełączaj zbyt często przełącznika w szafce elektrycznej, po prostu wykręć klucz za każdym razem, gdy ją wyłączasz;
⒎ W procesie dłutowania należy w każdej chwili używać kanałów powietrznych do wydmuchiwania złomu, a pod ramą mocującą platformę nie powinny znajdować się żadne przedmioty obce;
⒏Jeśli rama mocująca cienką płytę (stopka dociskowa) nie jest dobrze dokręcona, do dokręcenia śrub można użyć klucza imbusowego;
⒐ Zawsze należy zwracać uwagę na ilość płynu chłodzącego i kąt wtrysku płynu chłodzącego;
⒑ W przypadku awarii maszyny należy ją natychmiast zatrzymać w celu przeprowadzenia konserwacji. Nie należy pracować pomimo choroby.