








Guide ultime du rainurage en V CNC en acier inoxydable

Dans ce guide ultime de l'acier inoxydable Rainurage en V CNC, Mon objectif est de partager mes idées et mes expériences avec ce processus d'usinage essentiel. Rainurage en V La rainurage en V CNC est une technique essentielle pour réaliser des pliages et des découpes précis dans les tôles d'acier inoxydable, pour des résultats nets et professionnels. Ce guide couvre tous les aspects du rainurage en V CNC, des bases aux techniques avancées et aux conseils pour optimiser votre flux de travail. Que vous soyez un professionnel chevronné ou débutant, ce guide complet vous fournira les connaissances nécessaires pour optimiser efficacement vos projets de métallurgie.
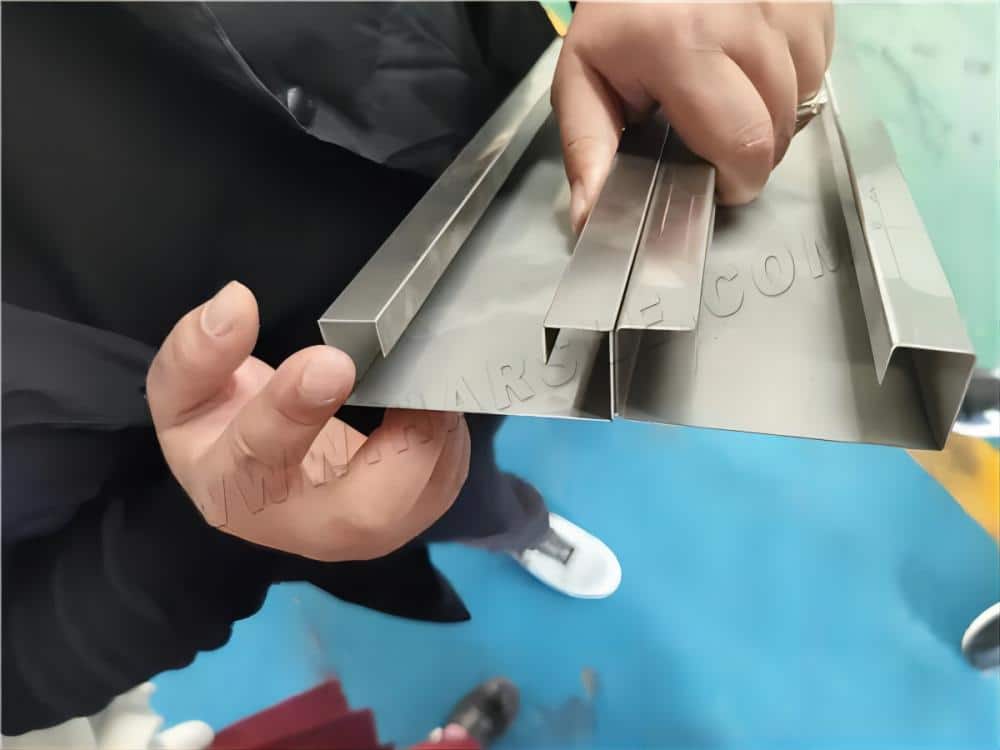
tôle CNC Machine à rainurer en V Souvent utilisé dans l'industrie de la décoration architecturale, il permet de rainurer des tôles d'acier inoxydable, d'aluminium et autres métaux en forme de V, réduisant ainsi considérablement le rayon d'arc du bord de la pièce après pliage et réduisant l'effort de pliage nécessaire. Il permet également de prépositionner la longueur du côté de pliage avant le pliage afin de garantir la précision des dimensions. Ce nouvel équipement a été fortement promu en Chine et à l'étranger ces dernières années.
Table des matières
Caractéristiques
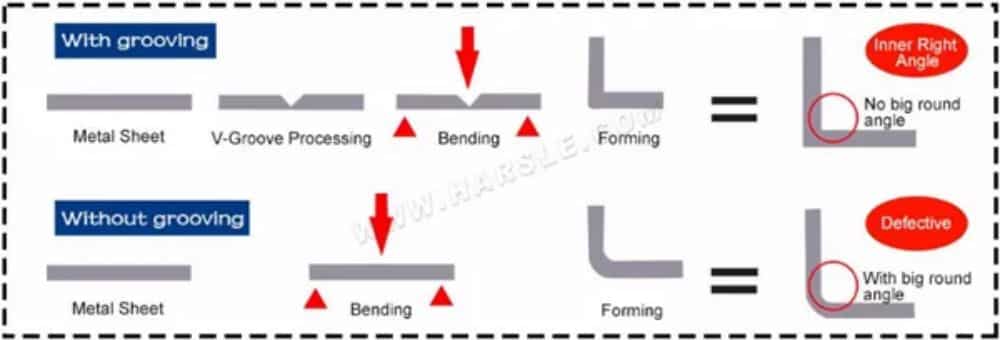
Après le rainurage en V de la tôle, la force de pliage requise pour plier la tôle est réduite et la longue tôle peut être pliée sur une cintreuse de plus petit tonnage.
La machine à rainurer peut également marquer des fentes de fil sur des tôles pour positionner avec précision la longueur du côté de pliage avant le pliage, puis plier sur la machine à cintrer en fonction des fentes de fil pré-marquées, ce qui peut garantir la haute précision de la longueur du côté de pliage.
La machine à rainurer peut contrôler la profondeur de rainurage de la plaque métallique, de sorte que certains matériaux de pliage spéciaux peuvent être pliés et formés sur des machines de pliage courantes. Si la tôle pliée n'a pas été fendue, certains matériaux de pliage spéciaux ne seront pas pliés et formés sur la machine à cintrer, ou une matrice complexe spécialement conçue sera utilisée pour terminer le travail.
Configurations
⒈La broche refroidie par air haute puissance importée a une haute précision, une longue durée de vie, un fonctionnement stable, de bonnes performances de démarrage et un couple élevé, ce qui peut tirer pleinement parti des avantages du fonctionnement à grande vitesse de la machine à rainurer et a une efficacité plus élevée.
⒉Équipé d'un mécanisme de changement d'outil unique, les outils requis peuvent être échangés à volonté et la table de réglage d'outils spéciale peut compenser avec précision l'erreur de longueur de l'outil. Le temps de changement d'outil n'est que de 10 secondes et le magasin d'outils est livré en standard avec 8 pièces, qui peuvent être personnalisées avec une plus grande capacité.
⒊Un rail de guidage linéaire carré PMI importé et des blocs à billes à deux et quatre rangées sont utilisés, offrant une grande capacité portante et un fonctionnement stable. Le rail de haute précision et de haute qualité garantit la précision mécanique et la résistance à l'usure, et sa durée de vie est dix fois supérieure à celle d'un rail de guidage circulaire. La vis à billes importée assure une coupe précise.
⒋La fonction avancée de prétraitement de fichiers aide les utilisateurs à corriger les erreurs de traitement des fichiers à temps, avec une bonne compatibilité logicielle, qui peut être compatible avec divers logiciels de conception et de production CAO et FAO tels que Type 3/Artcam/Castle/Wen Tai.
⒌Pompe à vide haute puissance avec des performances stables, basse température, faible bruit, protection de l'environnement, longue durée de vie et entretien facile ; elle résout efficacement le problème selon lequel il est difficile de changer l'eau de la pompe à vide de circulation d'eau par temps froid.
⒍Le plateau de table est le plateau de table d'adsorption sous vide leader mondial, qui est fait de panneau de bakélite, avec une capacité d'adsorption élevée, qui peut fortement adsorber des matériaux de différentes zones, avec une grande densité et aucune déformation.
⒎Protégez intelligemment le comptoir pour éviter d'éventuels dommages au comptoir causés par une mauvaise utilisation ou des erreurs logicielles ; Protection transfrontalière de traitement intelligente pour éviter les collisions mécaniques causées par une disposition de conception dépassant la largeur de traitement.
⒏Le système de remplissage et de lubrification automatique de l'huile, qui peut être actionné avec un seul bouton, est pratique à utiliser et offre un meilleur entretien de la machine.
⒐Le système d'entraînement par servomoteur haute puissance importé du Japon est adopté et l'axe Y est entraîné par des moteurs doubles, de sorte que le fonctionnement à grande vitesse peut atteindre la vitesse de ralenti supérieure à 60 m/min.
⒑ Le système électrique adopte un convertisseur de fréquence importé, un servomoteur et un moteur japonais Mitsubishi, des composants électriques Siemens, etc. Il évite le défaut courant du taux de défaillance élevé des pièces électriques domestiques courantes et présente une stabilité et une durabilité plus fortes et une sécurité plus élevée.
⒒ Avec un réglage précis de la position du porte-outil et un système de réglage automatique de l'outil, il est plus pratique et simple d'utiliser l'outil, ce qui améliore directement l'efficacité de la production.
⒓ Il est plus pratique de contrôler le système de contrôle de l'armoire de manière indépendante.

Applications
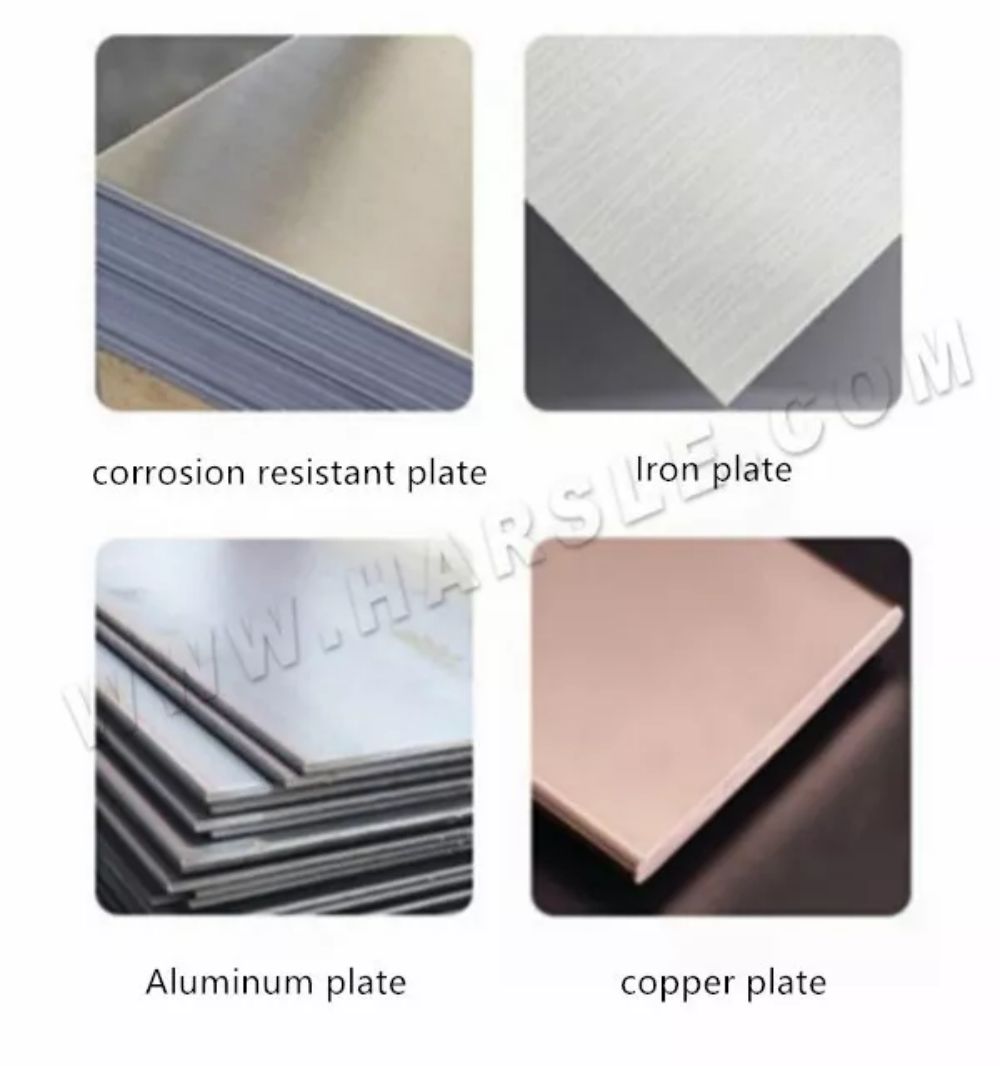
La machine à rainurer les tôles est spécialement utilisée dans l'industrie de la décoration des matériaux métalliques de construction haut de gamme. Elle permet de rainurer des tôles d'acier inoxydable, d'aluminium, d'aluminium composite, d'acier et autres tôles métalliques en forme de V, répondant ainsi aux besoins spécifiques de décoration haut de gamme des hôtels, restaurants, bâtiments commerciaux, banques, aéroports, etc.
Classification et comparaison
Les machines CNC de rainurage en V pour tôles sont conçues en deux versions principales : verticales et horizontales. La machine CNC de rainurage en V pour tôles horizontales est originaire de Corée du Sud. Importée, elle est très prisée. Cependant, son utilisation présente de nombreux inconvénients. Voici les différences par rapport à la machine verticale :
⒈Avantage de précision : la profondeur de la rainure est directement liée à l'effet de pliage. Si l'erreur de profondeur atteint 0,05 mm, la position de pliage R est manifestement incohérente. Lorsque la rainureuse CNC verticale en V pour tôles métalliques fonctionne, l'outil de rabotage est en ligne droite et la précision de la distance entre la pointe de l'outil et le plateau est contrôlée à 0,02 mm près. Lorsque la rainureuse CNC horizontale en V pour tôles métalliques fonctionne, le couteau est confronté à la précision d'une plateforme de 1,5 mètre de large et de plus de 4 mètres de long, ce qui rend son contrôle difficile à 0,1 mm près. Par conséquent, la précision de la rainureuse CNC horizontale en V pour tôles métalliques est bien inférieure à celle de la rainureuse CNC verticale en V pour tôles métalliques.

⒉Perte de puissance : Lors du rainurage de tôles verticales, le porte-lame se déplace d'avant en arrière et pèse environ 60 kg. Lors du rainurage de tôles horizontales, le porte-lame et le porte-lame se déplacent simultanément d'avant en arrière et pèsent environ 1 000 kg. La perte d'énergie est plus de dix fois supérieure à celle de la rainurage de tôles verticales. Par conséquent, la rainurage de tôles verticales est un appareil économe en énergie et respectueux de l'environnement.
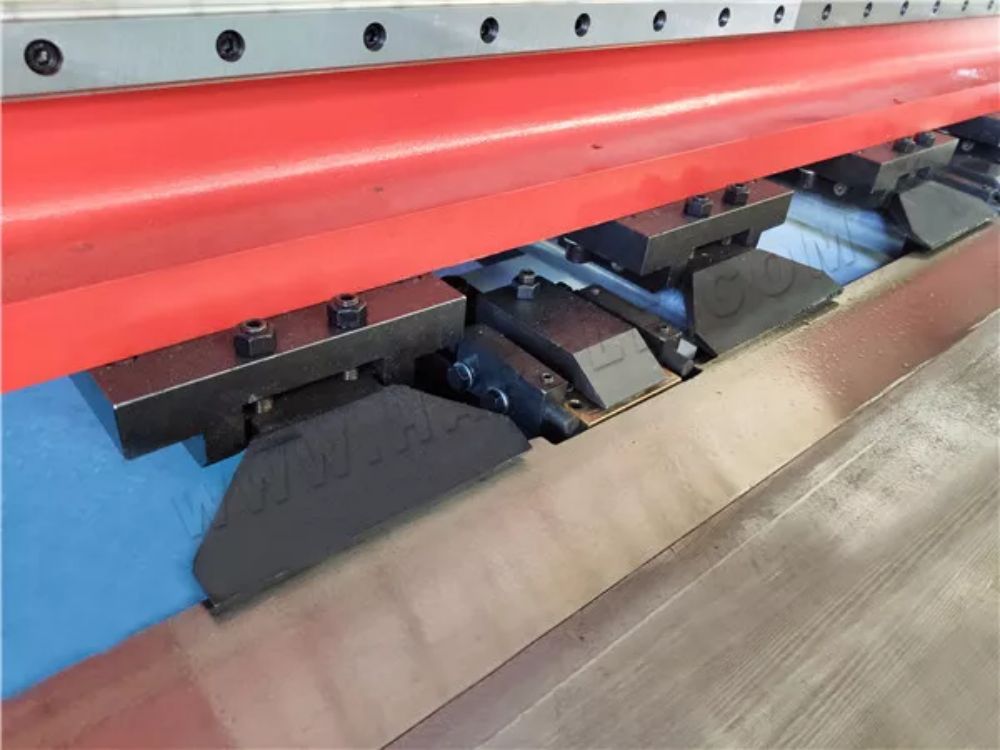
⒊Gamme d'usinage : La rainureuse CNC verticale pour tôles métalliques dispose de plus d'une douzaine de plaques de pressage indépendantes et de plus d'une douzaine de pinces indépendantes pour le chargement automatique du contreplaqué. L'usinage est simple, quelle que soit la taille du panneau, et le rainurage horizontal et longitudinal est possible, avec une pièce d'au moins 80 x 80 mm. La rainureuse CNC horizontale pour tôles métalliques ne rainure que les grandes tôles. Après le rabotage longitudinal, les tôles sont déformées et ne peuvent pas être serrées transversalement, ce qui entraîne un rainurage transversal.

Technologie d'usinage : La table de travail de la machine à rainurer les tôles verticales CNC en V est fabriquée en acier de haute qualité, intégralement traité thermiquement et finement rectifié. La surface est d'une finesse miroir. La table de travail de la machine à rainurer les tôles horizontales CNC en V est soudée avec des plaques de fer ordinaires, tandis que les plaques d'acier inoxydable ont une dureté supérieure. Les rainures et les lames endommagées créent des nids-de-poule sur la table, ce qui explique les taches sur les produits traités.
Installation facile : La rainureuse CNC verticale pour tôles métalliques est fabriquée en tôles d'acier soudées, offrant une résistance élevée et un fonctionnement stable et silencieux. Son fonctionnement stable repose uniquement sur la mise en place et le nivellement d'un sol en ciment massif. Son déplacement et son levage sont faciles. En raison de sa vitesse de fonctionnement horizontale élevée, la rainureuse CNC horizontale pour tôles métalliques subit une force d'impact importante. La plateforme nécessite un réglage des fondations. La fondation en béton doit donc être réalisée conformément au plan d'installation.

⒍Sécurité d'utilisation : la machine à rainurer en V CNC pour tôle verticale serre automatiquement la pièce par pression hydraulique, se localise et fonctionne automatiquement, et l'opérateur est loin des pièces mobiles de la machine-outil. La machine à rainurer en V CNC pour tôle horizontale serre la pièce dans la plage de mouvement de la machine-outil, l'horizontale se déplace à grande vitesse et la partie de commande fonctionne avec l'horizontale, ce qui peut facilement causer des blessures corporelles à l'opérateur et présente de grands risques potentiels pour la sécurité.
Recommandation générale : Selon les caractéristiques des deux machines, il est recommandé de choisir une machine à rainurer en V CNC verticale pour les tôles présentant de nombreuses rainures non standard (découpe laser), et une machine à rainurer en V CNC horizontale pour les tôles présentant de nombreuses rainures symétriques (carrées ou rectangulaires). Ces deux machines présentent des caractéristiques spécifiques sur de nombreux aspects, tels que la précision, la consommation d'énergie, la technologie et l'installation. Cependant, le prix d'une machine à rainurer en V CNC horizontale pour tôles est légèrement inférieur à celui d'une machine à rainurer en V CNC verticale pour tôles. Vous pouvez donc choisir la vôtre en fonction de vos besoins.

Opérations
⒈Nettoyez d’abord la plate-forme avec un conduit d’air, sans limaille de fer ni autres débris ;
⒉Placez la tôle sur la plateforme. L'extrémité de départ de la tôle doit être alignée avec le premier pied-de-biche. La tôle est recouverte d'un film protecteur, face vers le bas.
⒊ Déterminer la position de la tête de coupe. Si la tête de coupe n'est pas correctement positionnée, elle peut être corrigée selon l'alignement d'origine, qui doit être effectué le moins souvent possible.
⒋Vérifiez si la lame est en bon état, s'il est nécessaire de changer le fonctionnement du couteau (la plaque de fer à raboter nécessite un couteau en acier blanc, la plaque en acier inoxydable à raboter nécessite un couteau en alliage) ;
⒌Le changement des couteaux nécessite l'intervention d'un personnel spécialisé. Pour les couteaux en alliage, il est nécessaire de protéger le bloc de couteaux de 35 mm de haut.
⒍ Une fois le travail préparatoire terminé, entrez la taille de pliage calculée dans la machine et faites attention à l'erreur du premier couteau (l'erreur est obtenue par mesure réelle), et la tolérance de la plaque de presse doit être mise de côté pour le dernier couteau ;
⒎Une fois la saisie terminée, appuyez sur le bouton « Préparation du rainurage » après vous être assuré que le premier couteau ne mesure pas moins de 8 mm, puis planifiez le premier couteau. Une fois le corps du couteau retiré et la position « OK » clignotante, appuyez sur « Poutre arrière » pour déplacer la poutre jusqu'à la position de couteau suivante, puis sur « Porte-outil avant » pour exécuter le couteau suivant. Répétez cette opération jusqu'à ce que toutes les dimensions soient planifiées.
⒏ Une fois le dernier couteau raboté, déplacez manuellement la poutre vers l'arrière et tirez sur le bouton de déverrouillage de l'interrupteur de pression du matériau pour retirer la plaque ;
⒐ Nettoyer l’établi.

Notes
⒈ Ajoutez de l’huile lubrifiante avant de démarrer chaque jour ;
⒉ La profondeur de rainurage d'un seul couteau est de 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 et 0,10 tour à tour.
⒊ Le bouton « Préparation du rainurage » est le bouton de préparation préalable au rainurage de la machine à rainurer automatique, n'appuyez donc pas sur ce bouton pendant le rainurage.
⒋ Après avoir entré le nouveau programme, appuyez sur l'« Interrupteur d'arrêt d'urgence » puis allumez-le, puis appuyez sur la touche « Porte-outil avant » pour le rainurage ;
⒌ Lorsque l'angle est inférieur à 90 degrés, la fente rabotée doit être élargie avec un couteau obtus.
⒍ Ne changez pas fréquemment l'interrupteur de l'armoire électrique, composez simplement la clé à chaque fois que vous l'éteignez ;
⒎ Lors du processus de rainurage, des conduits d'air doivent être utilisés pour souffler la ferraille à tout moment, et il ne doit pas y avoir d'objets divers sous le cadre de fixation de la plate-forme ;
⒏Lorsque le cadre de fixation de la plaque mince (pied presseur) n'est pas serré, la clé hexagonale interne peut être utilisée pour serrer les vis ;
⒐ Faites attention à la quantité de liquide de refroidissement et à l’angle d’injection du liquide de refroidissement à tout moment ;
⒑ En cas de panne de la machine, il faut l'arrêter immédiatement pour effectuer l'entretien et ne pas travailler même en cas de maladie.