








Guia definitivo para ranhuramento em V CNC em aço inoxidável

Neste guia definitivo para aço inoxidável Ranhura em V CNC, Meu objetivo é compartilhar meus insights e experiências com esse processo de usinagem essencial. Ranhura em V é uma técnica essencial para obter dobras e cortes precisos em chapas de aço inoxidável, permitindo resultados limpos e profissionais. Ao longo deste guia, abordarei tudo, desde os conceitos básicos de ranhuramento em V CNC até técnicas avançadas e dicas para otimizar seu fluxo de trabalho. Seja você um profissional experiente ou iniciante, este guia abrangente o equipará com o conhecimento necessário para aprimorar seus projetos de usinagem com eficácia.
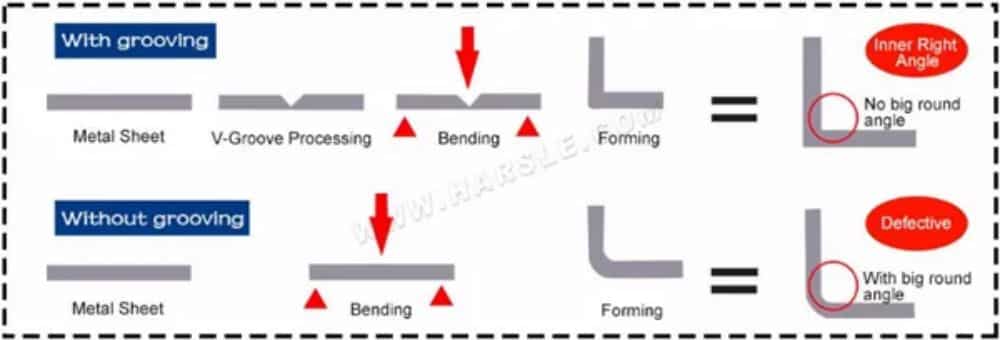
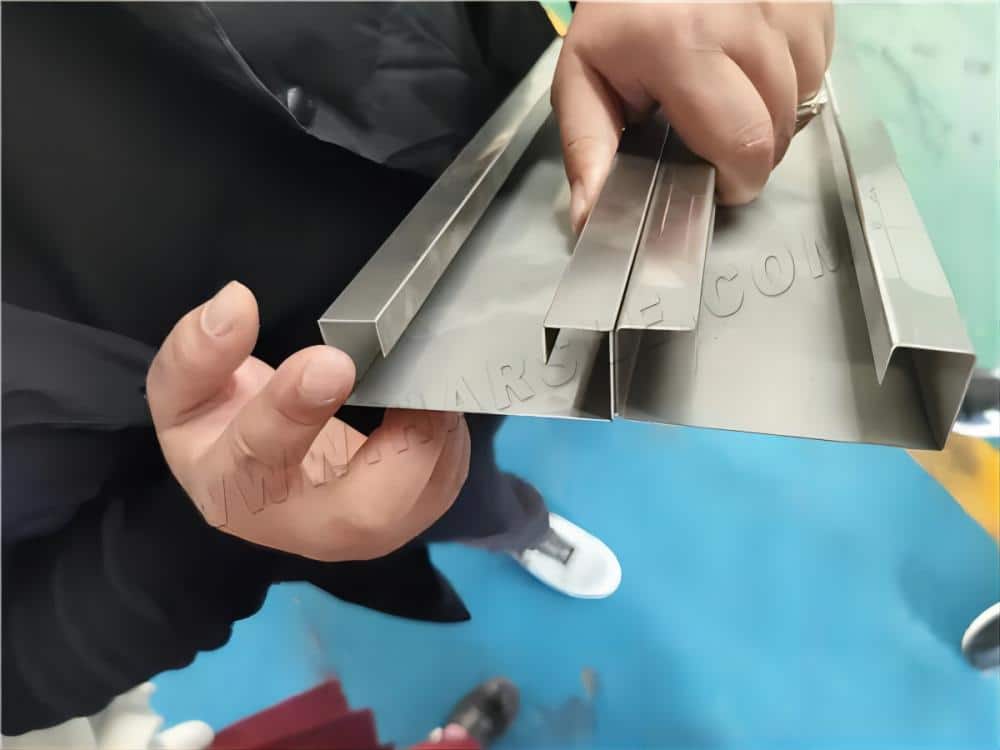
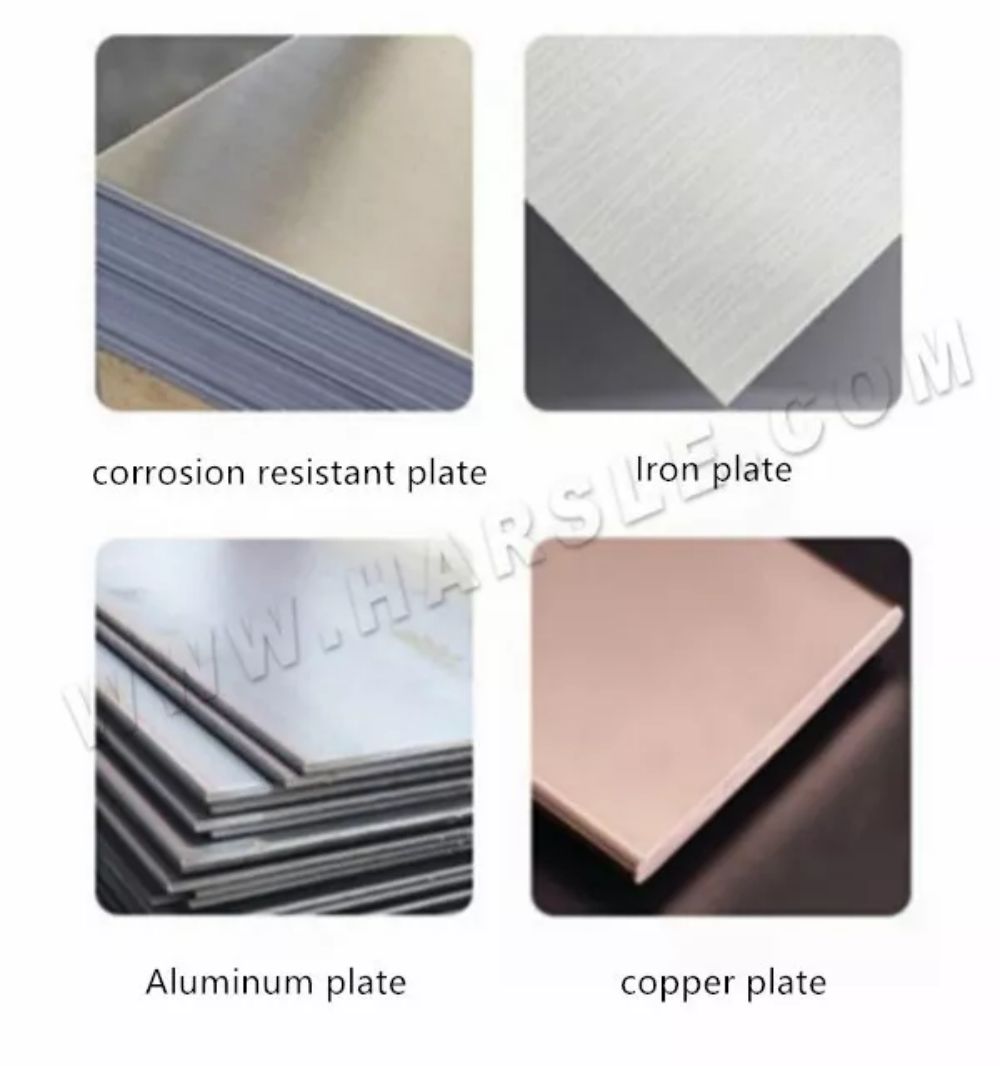
CNC para chapas metálicas Máquina de ranhura em V É frequentemente utilizado na indústria de decoração arquitetônica, podendo ranhurar chapas de aço inoxidável, chapas de alumínio e outras chapas metálicas em formato de V, de modo que o raio do arco da borda da peça após a dobra seja extremamente pequeno, reduzindo a força de dobra necessária para dobrar a chapa. Também pode ser usado para pré-posicionar o comprimento do lado a ser dobrado antes da dobra, garantindo a precisão do tamanho do comprimento do lado a ser dobrado. É um novo equipamento que tem sido vigorosamente promovido no país e no exterior nos últimos anos.
Índice
Características
Após o corte em V da chapa metálica, a força de flexão necessária para dobrar a chapa metálica é reduzida, e a chapa metálica longa pode ser dobrada em uma dobradeira de menor tonelagem.
A máquina de entalhe também pode fazer ranhuras para fios em chapas de metal para posicionar com precisão o comprimento do lado de dobra antes da dobra e, em seguida, dobrar na máquina de dobra de acordo com as ranhuras para fios pré-marcadas, o que pode garantir a alta precisão do comprimento do lado de dobra.
A máquina de entalhe pode controlar a profundidade do entalhe da placa de metal, de modo que alguns materiais de dobra especiais podem ser dobrados e formados em máquinas de dobra comuns. Se a chapa metálica dobrada não tiver sido entalhada, alguns materiais de dobra especiais não serão dobrados e formados na máquina de dobra, ou uma matriz complexa especialmente projetada será usada para concluir o trabalho.
Configurações
⒈O fuso refrigerado a ar importado de alta potência tem alta precisão, longa vida útil, operação estável, bom desempenho de partida e grande torque, o que pode aproveitar ao máximo as vantagens da operação de alta velocidade da máquina de entalhe e tem maior eficiência.
⒉Equipado com um mecanismo exclusivo de troca de ferramentas, as ferramentas necessárias podem ser trocadas à vontade, e a mesa especial de ajuste de ferramentas pode compensar com precisão o erro de comprimento da ferramenta. O tempo de troca de ferramentas é de apenas 10 segundos, e o magazine de ferramentas vem com 8 peças, que podem ser personalizadas com maior capacidade.
⒊ Utiliza trilho-guia linear quadrado PMI importado e blocos deslizantes de esferas de duas e quatro fileiras, que possuem grande capacidade de carga e operação estável. Trilhos de alta precisão e alta resistência, de alta qualidade, garantem precisão mecânica e resistência ao desgaste, e sua vida útil é 10 vezes maior que a do trilho-guia circular. O fuso de esferas importado é preciso no corte.
⒋A função avançada de pré-processamento de arquivos ajuda os usuários a corrigir erros no processamento de arquivos a tempo, com boa compatibilidade de software, que pode ser compatível com vários softwares de design e produção CAD e CAM, como Type 3/Artcam/Castle/Wen Tai.
⒌Bomba de vácuo de alta potência com desempenho estável, baixa temperatura, baixo ruído, proteção ambiental, longa vida útil e fácil manutenção; resolve efetivamente o problema de dificuldade para trocar a água da bomba de vácuo de circulação de água em climas frios.
⒍O tampo da mesa é o principal tampo de mesa de adsorção a vácuo do mundo, feito de placa de baquelite, com alta capacidade de adsorção, que pode adsorver fortemente materiais de diferentes áreas, com grande densidade e sem deformação.
⒎Proteja a bancada de forma inteligente para evitar possíveis danos causados por operação incorreta ou erros de software; Proteção transfronteiriça de processamento inteligente para evitar colisões mecânicas causadas por layout de design que exceda a largura de processamento.
⒏O sistema automático de enchimento e lubrificação de óleo, que pode ser operado com um botão, é conveniente de usar e oferece melhor manutenção da máquina.
⒐O sistema de acionamento por servomotor de alta potência importado do Japão é adotado, e o eixo Y é acionado por motores duplos, para que a operação em alta velocidade possa atingir a velocidade de marcha lenta acima de 60 m/min.
⒑ O sistema elétrico adota conversor de frequência importado, servo driver e motor Mitsubishi japonês, componentes elétricos Siemens, etc. Ele evita a falha comum de alta taxa de falhas de peças elétricas domésticas comuns e tem maior estabilidade e durabilidade e maior segurança.
⒒ Com o ajuste preciso da posição do porta-ferramentas e o sistema de configuração automática da ferramenta, é mais conveniente e simples operar a ferramenta, o que melhora diretamente a eficiência da produção.
⒓ É mais conveniente controlar o sistema de controle do gabinete de forma independente.

Aplicativos
A máquina de entalhe de chapas metálicas é especialmente utilizada na indústria de decoração de materiais metálicos de construção de alta qualidade. Ela pode entalhar chapas de aço inoxidável, chapas de alumínio, chapas de alumínio composto, chapas de aço e outras chapas metálicas em formato de V, atendendo às necessidades especiais de decoração de alta qualidade em hotéis, restaurantes, edifícios comerciais, bancos, aeroportos e outros locais.
Classificação e comparação
As máquinas CNC para ranhurar chapas metálicas em V são projetadas em dois formatos principais: vertical e horizontal. A máquina CNC para ranhurar chapas metálicas em V horizontal é originária da Coreia do Sul. Como um equipamento importado, é procurada por muitas pessoas. Após o uso, muitas desvantagens são sentidas. Em comparação com a máquina vertical, resumimos as seguintes diferenças:
⒈Vantagem da precisão: a profundidade da ranhura está diretamente relacionada ao efeito de dobra. Se o erro de profundidade atingir 0,05 mm, a posição de dobra R é obviamente inconsistente. Quando a máquina de ranhura em V CNC para chapas metálicas verticais funciona, a ferramenta de aplainamento opera em linha reta e a precisão da distância entre a ponta da ferramenta e o tampo da mesa é controlada em 0,02 mm. Quando a máquina de ranhura em V CNC para chapas metálicas horizontais funciona, a faca enfrenta a precisão de uma plataforma com largura de 1,5 metros e comprimento superior a 4 metros, sendo difícil controlá-la em 0,1 mm. Portanto, a precisão da máquina de ranhura em V CNC para chapas metálicas horizontais é muito menor do que a da máquina de ranhura em V CNC para chapas metálicas verticais.

⒉Perda de energia: Quando a máquina de ranhurar em V CNC para chapas metálicas verticais está entalhando, o apoio da faca se move para frente e para trás, e seu peso é de cerca de 60 kg. Quando a máquina de ranhurar em V CNC para chapas metálicas horizontais está entalhando, o apoio horizontal e o apoio da faca se movem para frente e para trás juntos, e seu peso é de cerca de 1000 kg, e sua perda de energia é mais de 10 vezes maior que a da máquina de ranhurar em V CNC para chapas metálicas verticais. Portanto, a máquina de ranhurar em V CNC para chapas metálicas verticais é um dispositivo que economiza energia e é ecologicamente correto.
⒊Amplitude de processamento: A máquina de ranhuramento em V CNC para chapas metálicas verticais possui mais de uma dúzia de placas de prensagem independentes e mais de uma dúzia de grampos independentes para carregamento automático de compensado, que é fácil de processar independentemente do tamanho da placa, podendo ser ranhurado horizontal e longitudinalmente, com uma peça mínima de 80 x 80 mm. A máquina de ranhuramento em V CNC para chapas metálicas horizontais ranhura apenas chapas grandes. Após o aplainamento longitudinal, as chapas são deformadas e não podem ser fixadas transversalmente, resultando em ranhuras transversais.

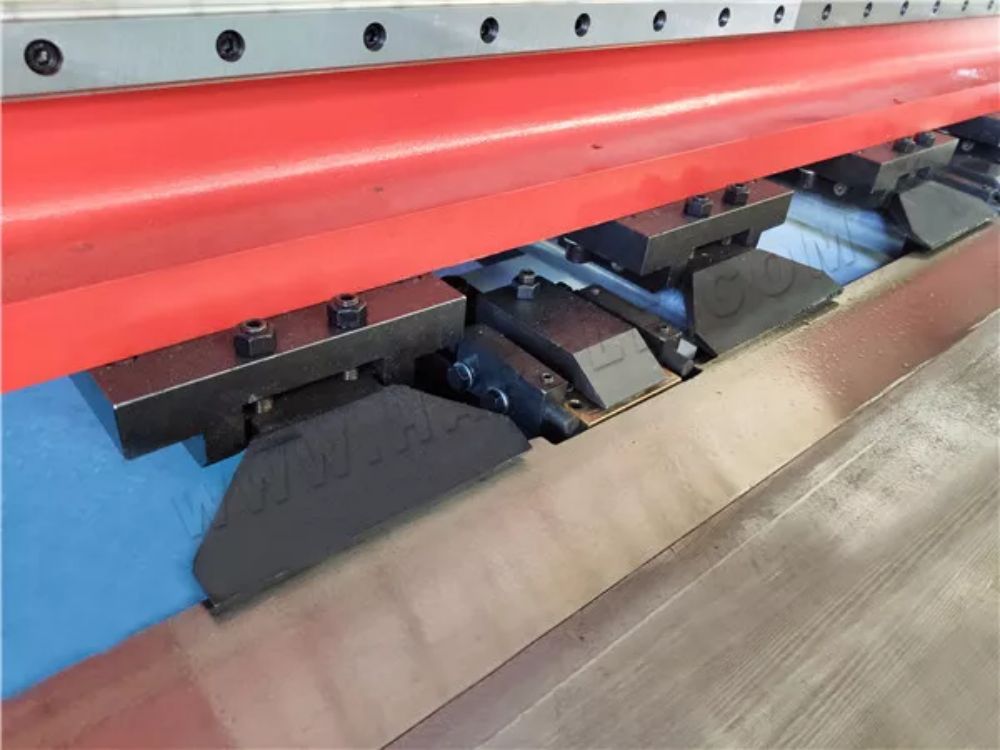
⒋Tecnologia de processamento: A mesa de trabalho da máquina de ranhuramento em V CNC para chapas metálicas verticais é feita de aço de alta qualidade, integralmente tratado termicamente e finamente retificado por uma retificadora, com finura superficial que atinge o efeito de espelho. A mesa de trabalho da máquina de ranhuramento em V CNC para chapas metálicas horizontais é soldada com chapas de ferro comuns, e as chapas de aço inoxidável possuem dureza superior. As ranhuras e lâminas danificadas criam buracos na mesa. Este também é o motivo pelo qual os produtos processados ficam manchados.
⒌Fácil instalação: A máquina de ranhurar em V CNC para chapas metálicas verticais é feita de chapas de aço soldadas, que possuem alta resistência e operação estável e silenciosa. Ela só pode funcionar de forma estável posicionando e nivelando o piso de cimento sólido, sendo fácil de mover e içar. Devido à alta velocidade de operação horizontal, a força de impacto da máquina de ranhurar em V CNC para chapas metálicas horizontais é grande, e a plataforma precisa de ajuste de fundação, portanto, a fundação de concreto deve ser feita de acordo com o desenho de instalação.

⒍Segurança no uso: A máquina de ranhura em V CNC para chapas metálicas verticais fixa automaticamente a peça de trabalho por pressão hidráulica, localiza e trabalha automaticamente, e o operador fica longe das partes móveis da máquina-ferramenta. A máquina de ranhura em V CNC para chapas metálicas horizontais fixa a peça de trabalho na faixa de movimento da máquina-ferramenta, a horizontal se move em alta velocidade e a parte de controle funciona junto com a horizontal, o que pode facilmente causar ferimentos pessoais ao operador e apresenta grandes riscos potenciais à segurança.
⒎Recomendação abrangente: De acordo com as respectivas características dos dois modelos, recomenda-se escolher uma máquina de ranhuramento em V CNC para chapas metálicas verticais se houver muitas chapas com ranhuras não padronizadas (formato de corte a laser), e uma máquina de ranhuramento em V CNC para chapas metálicas horizontais se houver muitas chapas com especificações simétricas (quadradas ou retangulares). De acordo com as características acima, as duas máquinas possuem características próprias em muitos aspectos, como precisão, consumo de energia, tecnologia e instalação. No entanto, o preço da máquina de ranhuramento em V CNC para chapas metálicas horizontais no mercado é ligeiramente inferior ao da máquina de ranhuramento em V CNC para chapas metálicas verticais, portanto, você pode escolher a sua de acordo com a situação real.

Operações
⒈Primeiro limpe a plataforma com duto de ar, sem limalhas de ferro e outros materiais diversos;
⒉Coloque a chapa metálica na plataforma. A extremidade inicial da chapa deve estar alinhada com o primeiro calcador. A chapa metálica possui uma película protetora, com o lado com a película protetora voltado para baixo;
⒊ Determine a posição da cabeça de corte. Se a cabeça de corte não estiver na posição correta, ela pode ser corrigida de acordo com o "alinhamento de origem", e o "alinhamento de origem" deve ser realizado o mínimo possível;
⒋Verifique se a lâmina está em boas condições e se é necessário alterar a operação da faca (para aplainar chapa de ferro, é necessária uma faca de aço branco; para aplainar chapa de aço inoxidável, é necessária uma faca de liga);
⒌ É necessário pessoal especializado para operar a troca de facas. Ao trocar facas de liga leve, é necessário acolchoar o bloco de facas de 35 mm de altura.
⒍ Após a conclusão do trabalho preparatório, insira o tamanho de dobra calculado na máquina e preste atenção ao erro da primeira faca (o erro é obtido pela medição real), e a tolerância da placa de prensagem deve ser reservada para a última faca;
⒎Após a conclusão do trabalho de entrada, pressione o botão "Preparação de Ranhuras" após garantir que a primeira lâmina não tenha menos de 8 mm e planeje a primeira lâmina. Após a retirada do corpo da lâmina e a posição "OK" piscar, pressione "Recuar" para mover a lâmina para a próxima posição da lâmina e pressione "Suporte da ferramenta para frente" para executar a próxima lâmina, repetindo o processo até que todas as dimensões sejam planeadas;
⒏ Após a última faca ser aplainada, mova manualmente a viga para trás e puxe o botão de liberação do interruptor de pressão do material para retirar a placa;
⒐ Limpe a bancada de trabalho.

Notas
⒈ Adicione óleo lubrificante antes de iniciar todos os dias;
⒉ A profundidade de corte de uma única faca é 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 e 0,10, alternadamente.
⒊ O botão “Preparação de ranhura” é o botão de preparação de pré-ranhura da máquina de ranhura automática, portanto, não pressione este botão durante a ranhura.
⒋ Após entrar no novo programa, pressione o “Interruptor de parada de emergência” e ligue-o, e então pressione a tecla “Suporte de ferramenta para frente” para ranhurar;
⒌ Quando o ângulo for menor que 90 graus, a ranhura aplainada deve ser expandida com uma faca obtusa.
⒍ Não ligue o interruptor do quadro elétrico com frequência, basta discar a chave sempre que desligá-lo;
⒎ No processo de ranhura, dutos de ar devem ser usados para soprar a sucata de ferro a qualquer momento, e não deve haver objetos diversos sob a estrutura de fixação da plataforma;
⒏Quando a estrutura de fixação da placa fina (calcador) não estiver apertada, a chave sextavada interna pode ser usada para apertar os parafusos;
⒐ Preste atenção à tolerância do líquido de arrefecimento e ao ângulo de injeção do líquido de arrefecimento em todos os momentos;
⒑ Caso a máquina falhe, deve-se parar imediatamente para manutenção e não trabalhar, apesar da doença.