








3 types de pliage Connaissances de base

Alors que je plonge dans le monde de presse plieuseJe trouve fascinant d'explorer les fondamentaux du pliage. Comprendre les trois types de pliage— pliage en l'air, pliage par le bas et frappe — a transformé mon approche de la fabrication métallique. Chaque méthode offre des avantages uniques, permettant un contrôle précis et une grande flexibilité dans le façonnage des tôles. Que vous soyez un professionnel expérimenté ou débutant, la maîtrise de ces techniques peut considérablement améliorer vos compétences et votre efficacité. Rejoignez-moi pour découvrir les principes essentiels du fonctionnement des presses plieuses et développer ensemble notre expertise en pliage !
Êtes-vous capable d'expliquer facilement la différence entre le pliage en l'air, le pliage par le bas et le matriçage ? Si oui, cet article n'est pas pour vous. Si vous débutez en fabrication métallique ou souhaitez simplement vous rafraîchir la mémoire sur les bases du pliage, lisez ce qui suit.
Le cintrage en l'air, le cintrage par le bas et le cintrage sont les trois types de cintrage les plus couramment utilisés par les fabricants de métaux de précision. Cet article présente les définitions de base de chacun et leurs différences.
Types de pliage-frappe de monnaie
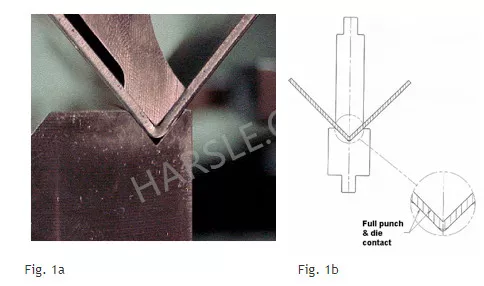
Le terme « frappe » vient de la fabrication de pièces de monnaie. Pour imprimer le profil de Lincoln sur un penny, des machines de très fort tonnage compriment un disque métallique avec une force suffisante pour que le métal épouse l'image inscrite sur le jeu de coins.
Dans le même ordre d'idées, le « frappage » avec une presse plieuse (Fig. 1a) implique l'utilisation d'un tonnage suffisant pour conformer la tôle à l'angle exact du poinçon et de la matrice utilisés. Lors du frappage, la tôle est plus que simplement pliée : elle est amincie par l'impact du poinçon et de la matrice, car elle est comprimée entre eux le long des surfaces de pliage (Fig. 1b).
La théorie derrière le frappeur est qu'avec un tonnage suffisant, votre tôle se pliera à l'angle précis de votre outillage, donc votre outillage doit correspondre à l'angle souhaité.
Types de pliage-Flexion inférieure
Lors du pliage par le bas ou « bottoming » (Fig. 2a), le poinçon et la matrice sont rapprochés de sorte que le matériau entre en contact avec la pointe du poinçon et les parois latérales de l'ouverture en V (Fig. 2b).
Elle diffère du frappe de monnaie en ce que le poinçon et la matrice n'entrent pas en contact complet avec le métal et qu'il n'y a pas suffisamment de tonnage utilisé pour réellement imprimer ou amincir le métal.
Le pliage par le bas nécessitant moins de tonnage que le frappe, le matériau ne se conforme pas parfaitement à l'angle de pliage de l'outillage. En effet, lors du pliage par le bas, le métal subit ce qu'on appelle un « retour élastique », qui se produit lorsqu'il se détend à un angle plus large après avoir été plié. Ainsi, pour obtenir un angle donné, il faut utiliser un outillage légèrement plus aigu afin de tenir compte du retour élastique qui se produira naturellement une fois la tôle libérée. Par exemple, un poinçon et une matrice à 88° peuvent être nécessaires pour obtenir une forme finie à 90°. Le retour élastique varie selon les matériaux et les épaisseurs.

Types de pliage-Flexion de l'air
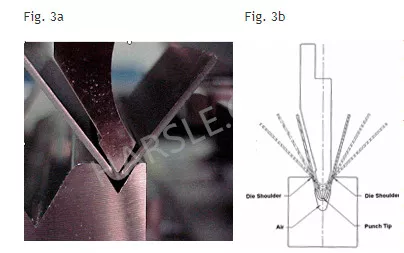
En pliage en l'air (voir Fig. 3a), le contact entre l'outillage et le métal est minimal par rapport au pliage par le bas. Le matériau ne touche l'outillage qu'en trois points précis : la pointe du poinçon et les deux épaulements de la matrice (Fig. 3b). Par conséquent, l'angle réel de l'outillage a une influence minime sur l'angle de pliage final. Celui-ci est principalement déterminé par la profondeur d'enfoncement du poinçon dans la matrice ; une profondeur de poinçonnage plus importante crée un angle plus prononcé. Ainsi, en ajustant la profondeur de course, les opérateurs peuvent obtenir plusieurs angles de pliage avec un seul jeu d'outils, limités uniquement par les angles du poinçon et de la matrice.
Comme le tonnage ne produit pas la courbure en cintrage aérien, il n'en faut pas autant qu'en emboutissage. De plus, comme pour le cintrage par le bas, un certain retour élastique est attendu en cintrage aérien ; il faudra donc probablement cintrer à un angle légèrement plus aigu pour obtenir le cintrage final souhaité.
Conclusion
Comprendre les différences entre le cintrage, le pliage par le bas et le pliage en l'air est essentiel pour choisir la technique de cintrage la mieux adaptée à votre projet. Chaque méthode offre des avantages spécifiques selon les exigences de précision, le type de matériau, le volume de production et le tonnage disponible. Maîtriser ces bases du cintrage vous permettra d'améliorer votre efficacité, de réduire les pertes de matière et d'obtenir des résultats de cintrage de haute qualité à chaque opération.











