








Lorsque je travaille sur des projets complexes de fabrication de métaux, Machines à rainurer en V pour tôles Les rainureuses sont souvent un élément crucial du processus. Ces machines sont conçues pour créer des rainures profondes et étroites dans les panneaux de tôle, permettant ainsi des pliages nets et précis, ainsi que des angles. Si vous vous demandez pourquoi le rainurage est nécessaire avec les presses plieuses ou les plieuses, ce guide vous expliquera le rôle unique de ces machines dans l'amélioration de la précision du pliage, de l'esthétique et de l'efficacité globale de la fabrication.
Avec le développement rapide du secteur industriel chinois, la demande de pliage de tôles de plus en plus précise ne cesse de croître. Pour répondre à des normes esthétiques et fonctionnelles de plus en plus strictes, de nombreuses entreprises intègrent désormais des pré-rainurage dans leurs procédés de pliage. Le rainurage, notamment les rainures en V et en U, est devenu essentiel pour obtenir des pliages nets et des finitions impeccables. Avec l'évolution des normes de conception, de plus en plus d'industries, notamment celles de haute technologie, adoptent cette technique. Parmi les principaux domaines d'application figurent l'industrie légère, l'électroménager, l'automobile, la fabrication d'acier inoxydable, l'architecture, les ustensiles de cuisine, la ventilation, l'aéronautique, les ascenseurs, etc. Le rainurage permet également le chanfreinage des bords, la découpe et les traitements de surface personnalisés pour une meilleure qualité des produits.

1. Objectif et utilisation de la conception et de la production de machines à rainurer
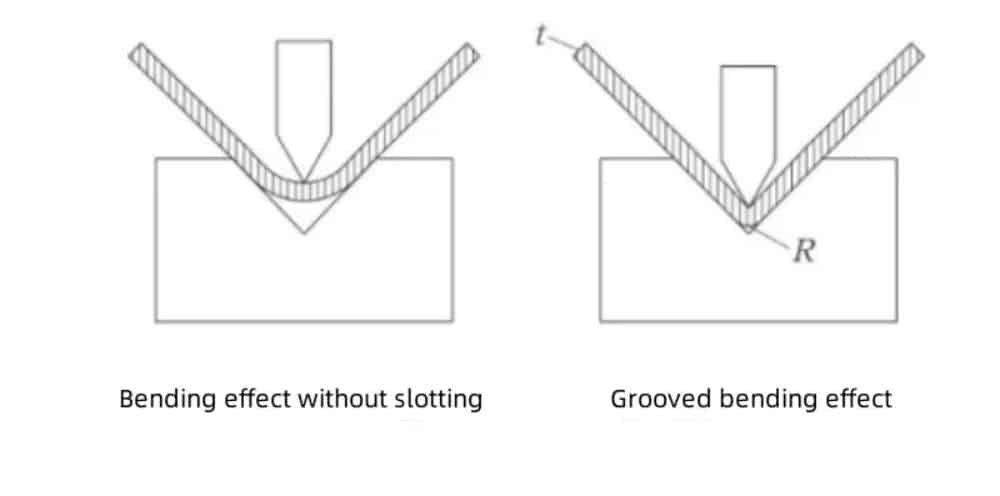
1.1 Après le machine à rainurer Le rainurage en V de la tôle permet de former facilement l'angle de pliage et de réduire considérablement l'angle R après formage. La pièce ne se déforme pas facilement, et la rectitude, l'angle, la précision dimensionnelle et l'aspect de la pièce après pliage et formage garantissent d'excellents résultats.
1.2 Une fois la tôle rainurée en V par la rainureuse, l'effort de pliage requis est réduit, ce qui permet de cintrer des tôles longues et épaisses sur une plieuse de plus faible puissance. Cela permet de réduire la consommation d'énergie de la machine.
1.3 La machine à rainurer peut également effectuer un traitement de marquage prépositionné sur la feuille afin que la pièce puisse garantir une grande précision dans la taille du bord de pliage pendant le processus de pliage.
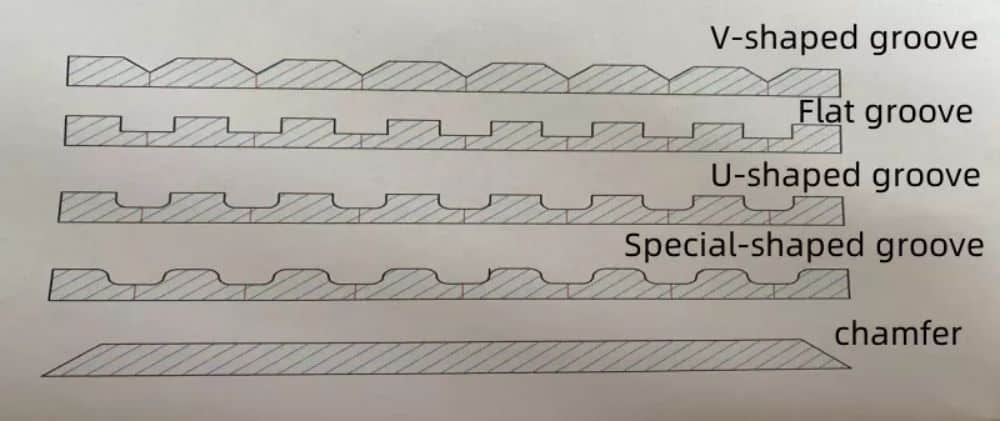
1.4 Selon les exigences spéciales du processus de rainurage, la machine à rainurer peut traiter des rainures en forme de U sur la surface de certaines feuilles, de sorte que la surface traitée peut être belle, antidérapante et pratique pour l'épissure.
2. Classification et modes de traitement des machines à rainurer
2.1.Les machines à rainurer sont divisées en deux catégories : les machines à rainurer discrètes et les machines à rainurer à portique (horizontales).
2.2. Les machines à rainurer verticales comprennent des modèles à porte-outils simple et double. La machine à rainurer post-rainurage à un seul outil utilise le rainurage à droite. La machine à rainurer à double porte-outils peut être divisée en deux types : rainurage à droite et rainurage à gauche. Elle peut également être utilisée avec deux porte-outils pour réaliser simultanément des rainurages à droite et à gauche. Elle permet également le rainurage bidirectionnel en va-et-vient.
2.3. Les machines à rainurer à portique se divisent en deux catégories : simple et double entraînement. Ces deux machines utilisent un mode d'usinage à droite.
Machine à rainurer à portique à grande vitesse

Rainureuse verticale à grande vitesse avec double couteau

Rainureuse verticale à grande vitesse avec un seul couteau
3. Catégories de compression et de serrage des machines à rainurer
3.1.Les machines à rainurer verticales peuvent être divisées en dispositifs hydrauliques, dispositifs pneumatiques et dispositifs de mélange gaz-liquide.
3.2.La machine à rainurer à portique, comme la machine à rainurer verticale, est également divisée en dispositif hydraulique, dispositif pneumatique et dispositif de mélange gaz-liquide.
4. La structure de la machine à rainurer en V CNC
4.1. Les machines à rainurer verticales se divisent en deux types : les assemblages soudés et les assemblages vissés. Comme les assemblages vissés peuvent entraîner un desserrage et une déformation des connexions lors du levage et du transport, on utilise généralement le type à soudage complet. Les grandes pièces soudées du bâti de la machine sont trempées au gaz naturel pour éliminer les contraintes. Après le soudage, l'ensemble de la machine est usiné sur un centre d'usinage CNC à portique.
4.2. La rainureuse à portique adopte une technologie de soudage intégral. Le banc et le portique sont trempés au gaz naturel pour éliminer les contraintes, puis l'ensemble de la machine est usiné sur un centre d'usinage CNC à portique.
4.3.La structure du corps de la machine à rainurer verticale se compose de colonnes gauche et droite, d'un établi, d'une plaque de pression de porte-outil, d'une traverse, d'un cadre de jauge arrière, d'un porte-outil de planification et d'autres composants principaux.
4.4.La structure du corps de la machine à rainurer à portique se compose de composants principaux tels que l'établi, le cadre du portique et le porte-outil.
4.5.Les machines de rainurage verticales et à portique éliminent non seulement les contraintes mais garantissent également d'excellents effets de peinture grâce au sablage.
4.6. Les panneaux d'établi des rainureuses verticales et à portique sont tous soudés en acier n° 45. Le châssis est soudé en tôle d'acier Q345. L'ensemble de la machine-outil présente une bonne rigidité, une grande robustesse et une grande durabilité.
5. Principes de fonctionnement et de conduite de Machine à rainurer en V CNC
5.1. Entraînement de travail de la machine à rainurer verticale
a. L'établi de la rainureuse est conçu pour une hauteur d'environ 850 mm. La surface de travail est dotée d'une table en matériau 9CRSI haute résistance, située sous le chemin de roulement du porte-outil. La dureté du chrome est de 47 à 50 degrés, ce qui garantit sa durabilité.
b. Le système d'entraînement de la rainureuse comprend quatre axes : X, Y, Z et W. Ces axes sont montés sur la poutre de la plaque de pression. L'axe X assure la découpe et contrôle la longueur de la tôle. Il est entraîné par une crémaillère hélicoïdale à 3 modules, un engrenage hélicoïdal en alliage, un moteur de broche de 5,5 kW et un réducteur planétaire de rapport 1:5. Les axes Z et W utilisent des vis à billes rectifiées à double écrou de 32 mm, alimentées par des servomoteurs de 1 kW et guidées par des rails à queue d'aronde et des accouplements. L'axe Y, monté sur le cadre de la butée arrière, gère l'espacement des rainures et utilise une vis à billes de 32 mm, un rail de guidage linéaire de 30 mm, une courroie synchrone de 8 mm, une poulie de rapport 1:2 et un servomoteur de 2 kW.
5.2. Entraînement de travail de la machine à rainurer à portique
a. La plateforme de travail de la rainureuse est conçue pour une hauteur d'environ 700 mm, ce qui permet à deux personnes de la soulever facilement et de la charger sans obstacle. Les rails de guidage linéaires principaux et auxiliaires gauche et droit sont conçus pour être installés de part et d'autre de l'établi. La crémaillère de la rainureuse à portique simple est installée côté commande. La crémaillère de la rainureuse à portique double est installée de part et d'autre du banc de l'établi.
b. La rainureuse est équipée de quatre axes d'entraînement : X, Y1, Y2 et Z. L'axe X, monté sur le portique, est l'axe de coupe principal qui contrôle la longueur d'usinage. Il est entraîné par un moteur de broche de 5,5 kW, un réducteur 1:5, une courroie crantée de 8 mm, des poulies 1:1, des engrenages hélicoïdaux et une crémaillère. L'axe Y1 contrôle le mouvement gauche-droite du porte-outil grâce à un servomoteur de 1 kW, une courroie de 8 mm, des poulies 1:1,5, une vis à billes de 32 mm et deux rails de guidage linéaires. L'axe Y2 entraîne le pied presseur avant, synchronisé avec Y1, grâce à des composants similaires, mais installés à l'intérieur du bâti de la machine. L'axe Z gère la profondeur de coupe verticale, entraîné par un servomoteur de 1 kW, une vis à billes de 32 mm et des rails linéaires.
c.Si la machine à rainurer est conçue avec deux entraînements et qu'un axe X2 est ajouté, l'axe X2 sera conçu pour fonctionner de manière synchrone avec l'axe X1.
6. Principe de fonctionnement de la plaque de pression de la machine à rainurer
6.1.Les machines à rainurer verticales et les machines à rainurer à portique peuvent être conçues pour la compression hydraulique, la compression pneumatique et la compression mixte gaz-liquide, et peuvent être conçues avec le même lit.
6.2.Principe de pressage et de serrage de la rainureuse verticale.
a. La plaque de pression de la rainureuse verticale est installée sur la poutre de la plaque de pression. Son emplacement d'installation se trouve sous la poutre. La hauteur d'ouverture de la plaque de pression est réglable en fonction de l'épaisseur de la tôle usinée. La plaque de pression est conçue pour être comprimée entièrement ou individuellement.
b. La pince de la rainureuse verticale est installée sur la traverse de la butée arrière et sa hauteur d'ouverture est réglable en fonction de l'épaisseur de la tôle usinée. Les pinces sont conçues pour un serrage complet et individuel. L'ouverture inférieure des pinces est munie d'une plaque de cuivre. Le plan de cette plaque affleure le panneau de l'établi, garantissant ainsi une alimentation sans obstruction.
c. Le cylindre de la plaque de pression est installé à l'intérieur de la poutre de la plaque de pression, ce qui assure une sécurité et une esthétique optimales. Les conduites d'huile et d'air sont également connectées en parallèle.
d. Le vérin de serrage (généralement conçu pour le serrage pneumatique, car la pression requise pour déplacer le matériau de serrage est très faible) est installé à l'intérieur de la butée arrière, ce qui assure également une sécurité et une esthétique optimales. Les conduites d'huile et d'air sont également connectées en parallèle à l'intérieur.
Une plaque de pression auxiliaire est placée devant l'établi pour faciliter le serrage. Sur les machines à rainurer verticales monotourelle, qui coupent à droite, cette plaque est fixée à droite. Sur les machines à double tourelle, qui coupent simultanément des deux côtés, deux plaques de pression auxiliaires sont utilisées : une fixe à droite et une mobile à gauche. La plaque gauche s'ajuste latéralement en fonction de la longueur et des dimensions de la tôle. Ce réglage s'effectue manuellement le long d'un rail de guidage linéaire installé devant l'établi. Une fois correctement positionné, il est solidement fixé par des vis.
6.3. Principe de fonctionnement de la plaque de pression latérale et du pied presseur avant de la rainureuse à portique
a. La plaque de pression de la rainureuse à portique est installée sur le côté de l'établi où travaille l'opérateur. La hauteur d'ouverture de la plaque de pression peut être réglée librement en fonction de l'épaisseur de la tôle traitée.
b. Le dispositif de serrage de la rainureuse à portique est installé sur deux tiges polies à l'intérieur, sous le banc. Il peut se déplacer d'avant en arrière pour le serrage en fonction des dimensions de la tôle à usiner.
c. Le cylindre de la plaque de pression est installé sous la plaque de pression, et le cylindre d'huile et le tuyau d'air sont également connectés en parallèle en dessous.
d. Le cylindre de contreplaqué est installé au même endroit, sous le contreplaqué. Étant un cylindre séparé, il ne nécessite qu'un seul tuyau haute pression pour le raccordement.
7. Principe de fonctionnement de la machine à rainurer les tôles en V
7.1.Principe de fonctionnement de Machine à rainurer les tôles en V
a. Tout d'abord, en fonction de la longueur et de l'épaisseur de la plaque de traitement, de la distance de la rainure à traiter et de la profondeur de la rainure de traitement, saisissez ces données dans l'interface système.
b. La tôle est ensuite introduite dans la pince de positionnement, puis déplacée vers la plaque de pression auxiliaire sur l'établi et serrée fermement. La pince déplace alors la tôle jusqu'à la position de la première rainure. La plaque de pression s'abaisse automatiquement et l'axe Z du porte-outil avance à la profondeur requise en fonction de l'épaisseur de la tôle et des spécifications de la rainure. L'axe X effectue ensuite la découpe selon la longueur et la profondeur de rainure programmées. Une fois la première rainure terminée, l'axe Z se lève et l'axe X revient à son point de départ. La plaque de pression se lève, l'axe Y déplace la tôle jusqu'à la position suivante et le cycle se répète pour plusieurs rainures.
c. Une fois chaque rainure traitée, l'axe Y enverra automatiquement le matériau à la position d'origine lors de l'alimentation, la pince s'ouvrira automatiquement, puis le matériau sera retiré.
d. Principe de fonctionnement de la rainureuse verticale à double porte-outil. Comme la rainureuse verticale à double porte-outil doit rainurer en va-et-vient ou dans le même sens, il est nécessaire de travailler en mode porte-outil unique tout en déplaçant l'avant de l'établi. La plaque de pressage auxiliaire de gauche se déplace jusqu'à l'extrémité de la tôle usinée pour le pressage auxiliaire. Le principe de fonctionnement est identique à celui du porte-outil unique.
e. Qu'il s'agisse d'une machine à rainurer verticale à tourelle unique ou d'une machine à rainurer verticale à double tourelle, pendant le processus de coupe, le pistolet à air sera suivi pour souffler les copeaux résiduels après le traitement, et il peut également refroidir la lame de traitement.
7.2.Principe de fonctionnement de la rainureuse à portique
a. Tout d'abord, saisissez ces données dans l'interface du système en fonction de la longueur et de l'épaisseur de la feuille traitée, de la distance de rainure à traiter et de la profondeur de la rainure traitée (pour des opérations spécifiques, reportez-vous au manuel d'utilisation du système).
b. Placez ensuite la feuille sur la plaque de pression latérale de l'établi, déplacez l'extrémité avant vers le pied presseur avant de l'axe Y2 et appuyez sur le bouton de pression. La plaque de pression latérale comprime alors fermement la feuille.
c. Après avoir appuyé sur le bouton de démarrage, les axes Y1 et Y2 se déplacent de manière synchrone pour s'aligner sur la première rainure de la tôle. Une nouvelle pression active l'axe Z, qui avance à la profondeur requise en fonction de l'épaisseur de la tôle et des spécifications de la rainure. Le faisceau de l'axe X commence alors la découpe, la longueur de la rainure étant déterminée par les dimensions de la tôle et la profondeur de coupe définissant le nombre de passes. Une fois la première rainure terminée, la pince Y2 se desserre et l'axe Z soulève le porte-outil. La machine passe alors à la rainure suivante. Contrairement aux rainureuses verticales, où la tôle se déplace, les modèles à portique maintiennent la tôle immobile et déplacent le faisceau porte-outil.
8. Principe de rainurage et changements de tôle
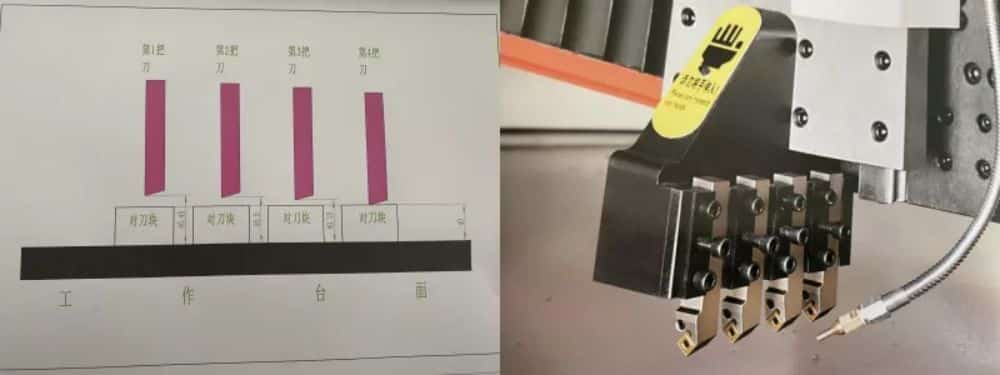
8.1. Le porte-outil de la rainureuse verticale mono-outil est constitué d'un moule à couteaux pouvant accueillir quatre barres de couteaux en alliage. Ce moule peut accueillir simultanément quatre couteaux en alliage, quatre couteaux en acier blanc, ou être conçu pour regrouper les couteaux en alliage et en acier blanc.
a. Analysé selon quatre couteaux en alliage, les lames en alliage sont installées simultanément sur quatre tiges de couteau. Lors de l'installation des tiges de couteau, une plaque de montage est placée sous la pointe du couteau. La quatrième lame est à la même hauteur que la plaque et la troisième est plus haute que celle-ci. La hauteur de la plaque est de 0,15 mm, la deuxième lame est plus haute de 0,25 mm et la première de 0,35 mm. La distance de contrôle de ces couteaux peut être contrôlée à l'aide d'une jauge d'épaisseur. Les pointes des quatre couteaux doivent être alignées, sinon la rainure standard ne peut être usinée.
b. La méthode d'installation d'un couteau en acier blanc est la même que celle d'un couteau en alliage.
8.2. La méthode d'installation du mandrin et du porte-outil sur l'axe Z de la rainureuse verticale à double porte-outil est identique à celle du porte-outil simple sur l'axe Z. La méthode d'installation de l'axe W est identique à celle de l'axe Z, mais le sens d'installation du mandrin est inversé.
8.3.La méthode d'installation de l'arbre d'outil de la machine à rainurer à portique est la même que celle de la machine à rainurer à outil unique verticale.
8.4.Une fois l'arbre d'outil de n'importe quelle machine à rainurer installé, le porte-outil peut effectuer le traitement de coupe via les instructions du système et l'entraînement du moteur principal de l'axe X.
8.5.La profondeur de la machine à rainurer et la quantité d'avance de chaque axe Z sont contrôlées par le système.
8.6. Les tôles métalliques présentent naturellement des contraintes internes, dont une partie est libérée lors du rainurage. De ce fait, la tôle peut se plier le long de l'axe de la rainure. Lorsque plusieurs rainures rapprochées sont réalisées sur la même tôle, cette flexion devient plus prononcée, ce qu'on appelle communément le « laminage de tôle ». L'intensité de cette déformation dépend de plusieurs facteurs clés : 1) l'acuité de la pointe de l'outil ; 2) la concentricité de son installation ; 3) la vitesse de rotation du porte-outil (bien que son impact soit minime ; 4) l'épaisseur de la tôle ; et 5) la profondeur de la rainure usinée.
9.Sélection de la lame et exigences d'angle pour le rainurage
9.1. En conditions normales, afin d'améliorer l'efficacité du rainurage, les clients utilisent des lames en alliage. Ces lames résistent aux températures élevées et permettent d'augmenter la vitesse de coupe sur l'axe X.
9.2. En raison de sa trempabilité, le couteau en alliage ne résiste pas aux chocs. Par conséquent, l'usinage par formage d'alliages est généralement déconseillé pour l'usinage de plaques épaisses.
Les couteaux profilés se divisent en couteaux à angle plat et couteaux à angle déformé. La résistance aux chocs du couteau à angle plat est supérieure à celle du couteau à angle courbé. Il est déconseillé d'utiliser le couteau à angle courbé pour usiner des tôles de plus de 1 mm.
9.3. Le couteau de formage d'alliages possède quatre angles à 90° de chaque côté, soit huit pointes utilisables. Si l'un des angles est usé, les sept autres peuvent être tournés et utilisés, à condition qu'ils ne soient pas endommagés par un impact. L'angle de coupe étant de 90°, l'angle de rainure obtenu est également de 90°. Cependant, lors du pliage, les tôles subissent souvent un retour élastique, nécessitant un angle de pliage supérieur à 90° pour obtenir un angle final précis. Ce pliage excessif entraîne la compression des deux angles de la rainure en V, un inconvénient fréquent lors de l'utilisation de couteaux de formage d'alliages pour le rainurage, notamment dans les applications de précision.
9.4. En conditions normales, si les clients usinent des plaques métalliques épaisses (plus de 2 mm), ils recommandent l'utilisation de couteaux en acier blanc. L'inconvénient de ces couteaux est leur faible résistance aux températures élevées, ce qui réduit considérablement la vitesse d'usinage sur l'axe X. Leurs avantages : leur résistance aux chocs et leur capacité à couper et à affûter à tout angle supérieur à 30° et inférieur à 120°.
9.5. Pour l'usinage de plaques de fer, de placages d'aluminium, de plaques aluminium-plastique, de plaques plastiques et de plaques acryliques, nous recommandons l'utilisation de couteaux en acier blanc. Leur rainure d'évacuation des copeaux peut être affûtée librement à un angle favorable à l'évacuation des copeaux.
9.6.Les couteaux en alliage et les couteaux en acier blanc sont des modèles recommandés.
a. Pour les couteaux en alliage, nous recommandons Taegutec et KORLOY, deux marques importées de Corée du Sud.

b. Pour les couteaux en acier blanc, nous recommandons généralement des couteaux en acier blanc à haute teneur en cobalt importés de Suède.

c. Pour les porte-outils en alliage, nous recommandons les porte-outils Hanshiba et PSDNN2020K12.
9.7.Nous recommandons que pendant le processus de pliage de la tôle rainurée, l'angle de pliage requis soit de 83° pour le moule inférieur et de 80° pour le moule supérieur.
10. Principe mécanique de la machine à rainurer
10.1.Principe mécanique de la machine à rainurer verticale
a. La colonne droite de la rainureuse est dotée d'un cadre soudé, ce qui assure la stabilité de la soudure entre l'établi, la poutre de la plaque de pression et la poutre avant. Quatre jeux de vis d'ancrage sont prévus aux extrémités des colonnes gauche et droite pour ajuster le niveau de l'équipement.
b. L'établi et le cadre de butée arrière de la rainureuse sont intégralement soudés, ce qui garantit le parallélisme et la verticalité après l'usinage. La structure principale de l'établi est un caisson carré soudé, ce qui assure la stabilité du plateau de pression et réduit l'affaissement de l'établi sous sa pression. Quatre jeux de vis de réglage des pieds sont situés sous l'établi, permettant de régler le niveau de l'équipement et son rôle de support central.
c. Sous le panneau de l'établi se trouvent plusieurs jeux de vis de réglage, principalement destinés à ajuster la distance entre le plan de travail et chaque point situé sous la trajectoire de la pointe de l'outil (réglable avec une précision de plus ou moins 0,03 mm). Cela garantit une profondeur constante de chaque point de la tôle usinée.
d. La poutre de la plaque de pression utilise une structure carrée soudée, ce qui améliore considérablement sa rigidité globale et assure la stabilité du matériau après usinage. Cette conception permet d'éviter toute flexion ou déformation de la pièce pendant le rainurage. Elle assure également un mouvement stable des porte-outils des axes Z et X, minimisant ainsi les ondulations de surface sur la rainure finie. La plaque de pression est montée sous la poutre, assurant un alignement parallèle précis avec la traverse et la table de travail. Des vis de réglage sont intégrées à la base de la plaque de pression, permettant un réglage précis des deux extrémités à la hauteur de la table de travail, réduisant ainsi efficacement les marques d'indentation sur la tôle lors du pressage.
e. La butée arrière est conçue comme une structure carrée pour assurer le parallélisme et la verticalité après usinage. La pince est installée dessus. Des vis de réglage sont également présentes sur le siège de la pince. Lorsque la pince serre la tôle, si le matériau de serrage n'est pas parallèle, elle peut être utilisée pour l'ajuster.
f.Le porte-outil est intégralement usiné à partir d'une pièce d'acier n° 45 et sa partie en queue d'aronde est intégralement découpée par fil, ce qui garantit la précision de rodage de la partie de contact en queue d'aronde.
g. La plaque de serrage du porte-outil est également en acier n° 45 et usinée par usinage au fil. Cela permet d'assurer le parallélisme entre chaque couteau. Les exigences sont ici très élevées. Si la surface d'ajustement des quatre barres d'outils n'est pas horizontale, les quatre pointes d'outil ne seront pas alignées et la rainure ainsi usinée sera non conforme.
h. Les deux extrémités du porte-outil de l'axe X sont équipées d'un caoutchouc élastique anti-collision, car la puissance du moteur de l'axe X est relativement importante. Sans cette protection, en cas de défaillance de l'axe X, l'espace entre celui-ci et les colonnes gauche et droite pourrait provoquer une collision violente, voire mortelle.
i. L'axe Z est également conçu avec une butée rigide interne, qui permet de contrôler la course et la butée inférieure de l'axe Z. En cas de défaillance de la butée souple de l'axe Z, la butée rigide jouera un rôle important de protection, empêchant ainsi le couteau tranchant de couper l'établi.
10.2.Principe mécanique de la machine à rainurer à portique
a. Le bâti de la rainureuse à portique est intégralement soudé. Ses deux côtés constituent le plateau principal, qui soutient principalement le plateau. Sous le plateau, plusieurs nervures de renfort soudées assurent la solidité et la stabilité du bâti. Huit jeux de vis d'ancrage soudées sous le bâti permettent d'en ajuster le parallélisme.
b. Le portique est conçu à partir d'une plaque principale et d'une plaque de renfort. Le soudage du cadre assure sa résistance et sa stabilité. Le moteur d'entraînement principal et le réducteur sont installés à l'intérieur du portique.
c.La plaque de pression latérale est installée sur le côté de fonctionnement du bâti de la machine et est poussée et pressée par le vérin à huile (ou cylindre), à l'aide d'un ressort de rappel.
d. Le pied presseur avant est installé sur la tige polie de l'axe Y2. Sa trajectoire est contrôlée par la rectitude de la tige polie. Une encoche est présente sur l'établi, à l'opposé du centre de la tige polie.
e. Le porte-outil de l'axe Z est installé sur la traverse, et la plaque porte-outil est montée sur deux rails de guidage linéaires. Cela réduit l'espace entre le porte-outil et ses mouvements ascendants, ainsi que les vibrations générées par celui-ci pendant l'usinage et la coupe.
e. L'arbre de transmission est conçu avec des roulements importés pour assurer la stabilité et la durabilité de l'axe X pendant le fonctionnement.
11. Structure électrique et distribution de la machine à rainurer
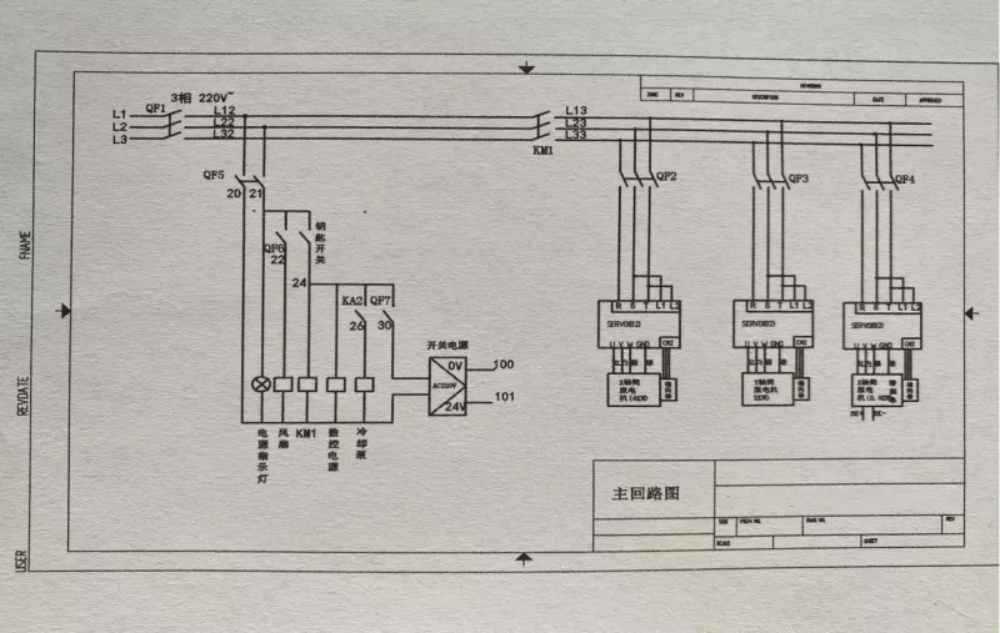
11.1.Structure électrique et distribution de la machine à rainurer verticale
a.Les principaux composants électriques de la machine à rainurer comprennent le système de contrôle (type écran tactile et type bouton numérique), le pilote, le transformateur, l'interrupteur de commande, l'interrupteur de proximité, le transformateur, la carte IO, la résistance, le câble super flexible, le relais, le disjoncteur en attente.
b. Le système est installé à l'extrémité de la rainureuse. Il existe deux méthodes d'installation : suspension mobile et bras de grue rotatif. La hauteur de travail, ergonomique, peut être adaptée aux besoins du client.
c. Le panneau électrique et le transformateur sont installés dans le châssis de la colonne droite de la rainureuse. Cela garantit la sécurité de l'équipement pendant le transport, économise de l'espace pour le montage et confère un aspect esthétique.
d. Les commutateurs de proximité sont conçus sur l'axe X, l'axe Y, l'axe Z et l'axe W pour contrôler l'alignement de l'origine de chaque axe.
Un dispositif d'éclairage est installé sous la poutre avant de la rainureuse afin que l'opérateur puisse voir clairement l'environnement de la surface de travail et observer l'usure de la lame.

11.2.Structure électrique et distribution de la machine à rainurer à portique
a. Les principaux composants électriques de la machine à rainurer à portique comprennent le système de contrôle, le pilote, le transformateur, l'interrupteur de commande, l'interrupteur de proximité, le convertisseur de fréquence, la carte IO, la résistance, le relais, le disjoncteur, le câble super flexible, etc.
b. Le système est installé à l'extrémité supérieure de la poutre de l'axe X. Cela offre une plus grande flexibilité d'utilisation à l'opérateur.
c. Les panneaux électriques et les transformateurs sont tous installés à l'intérieur de la poutre selon l'axe X. Cette conception raccourcira et réduira la distance de connexion entre le système et chaque appareil électrique.
d.Les commutateurs de proximité sont conçus sur les axes X, Y1, Y2 et Z pour contrôler l'alignement de l'origine de chaque axe.
12. Principes hydrauliques et pneumatiques de la machine à rainurer
12.1.La partie hydraulique de la rainureuse verticale se compose de : une station hydraulique, un manomètre, plusieurs vérins à huile et des flexibles haute pression.
a. Après le démarrage du moteur, l'huile hydraulique est acheminée vers l'accumulateur grâce à la pompe à huile. Lorsque la pression de l'accumulateur atteint la valeur définie, le moteur s'arrête automatiquement (ce qui permet d'économiser de l'énergie et de réduire efficacement la température de l'huile).
b. Lorsque le bouton de pression de la plaque de pression ou de serrage de la pince est actionné, l'électrovanne du groupe de vannes est activée et ouvre le noyau de la vanne. L'huile hydraulique de l'accumulateur pénètre dans le vérin par l'électrovanne, puis traverse la tige de piston du vérin, poussant la plaque de pression (plaque de serrage) pour presser et serrer la pièce. Lorsque ces deux boutons sont à nouveau enfoncés, l'orifice de refoulement de l'accumulateur se ferme, le tiroir de l'électrovanne revient à sa position initiale et la plaque de pression refoule l'huile hydraulique du vérin vers le réservoir grâce à la force élastique du ressort.
c. Après plus de N cycles d'action, le niveau d'huile hydraulique dans l'accumulateur diminue progressivement. Lorsque sa pression interne est inférieure à la basse pression prévue, le moteur redémarre immédiatement et refoule l'huile hydraulique dans la pompe à huile. Le travail est alors transféré à l'accumulateur.
12.2.Le principe hydraulique de la rainureuse à portique est le même que celui de la rainureuse verticale.
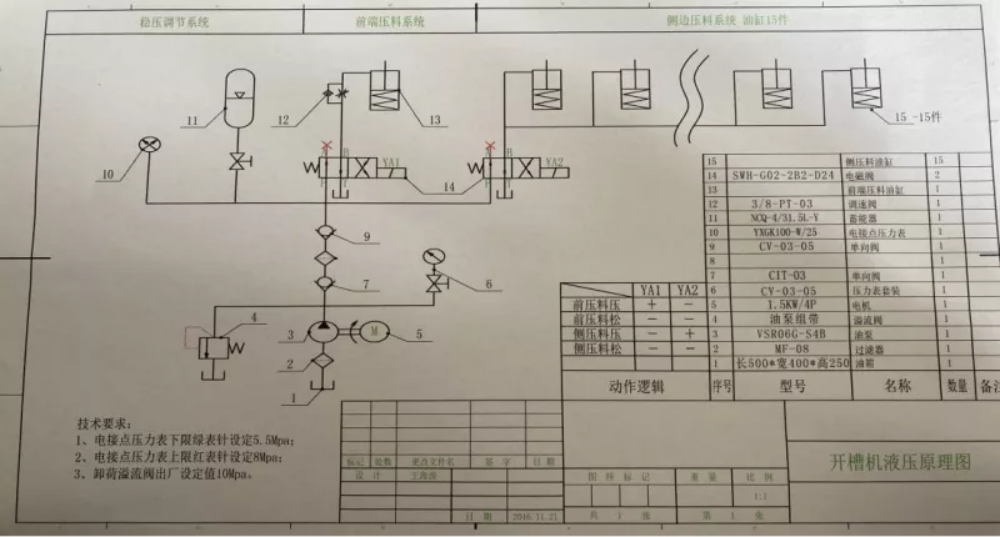
Schéma hydraulique
12.3.La partie pneumatique de la machine à rainurer verticale se compose d'un compresseur d'air, d'un élément de traitement de source d'air, de plusieurs électrovannes, de plusieurs cylindres et de conduites d'air.
a. Le réservoir d'air du compresseur étant alimenté par le moteur, une certaine quantité d'air y est stockée. Lorsque le bouton de serrage est enfoncé, l'air du réservoir passe par l'électrovanne. Lorsque la pièce pénètre dans le cylindre, le piston pousse la plaque de pression pour maintenir la tôle. Lorsque les deux boutons sont à nouveau enfoncés, le sens d'action de l'électrovanne change et l'air pénètre dans l'autre cavité du cylindre, ouvrant ainsi la plaque de pression.
12.4.Le principe pneumatique de la rainureuse à portique est le même que celui de la rainureuse verticale, c'est-à-dire que la course de retour du cylindre de la plaque de pression utilise une course de retour à ressort.
13.Tableau de configuration de Machine à rainurer les tôles en V
| Non. | Nom | Taper | Quantité |
| 1 | Système CNC | Technologie de contrôle Edraw de Taiwan | 1 ensemble |
| 2 | Moteur de broche | 5,5 kW | 1 |
| 3 | servomoteur | 2 kW | 1 |
| 4 | servomoteur | 1 kW | 2 |
| 5 | Guides linéaires | 35 mm, 25 mm | 2 groupes chacun |
| 6 | Tige de vis à billes | θ32 mm | 2 groupes chacun |
| 7 | Câble de chaîne porte-câble | 2,0 carré, 1,5 carré, 1,0 carré | Câble flexible haute performance allemand IGUS |
| 8 | Composants électriques | FranceSchneidevSchneider | |
| 9 | cylindre | Cylindre standard θ80 | Airtac (Taïwan) Co., Ltd. |
| 10 | cylindre | Cylindre standard θ80 | Airtac (Taïwan) Co., Ltd. |
| 11 | Cylindre à huile | Cylindre standard θ30 | Shandong Jining Taifeng hydraulique |
| 12 | Roulements à billes à contact oblique | 7025AWP5 908 | Japon NSK |
| 13 | Roulements à billes à contact oblique | 7025AWP5 802 | Japon NSK |
| 14 | palier plan | 51305 907 | Japon NSK |
| 15 | station hydraulique | 6,3 L | Shandong Jining Taifeng hydraulique |
| 16 | Couplage | Θ22 | |
| 17 | Lame en alliage | KORLOY, TaegUTec | Fabriqué en Corée (facultatif) |
| 18 | Porte-outil | PSDNN2020K12 | Lion tyran de la sécheresse |
| 19 | Lame en acier blanc | ASSAB 17 | FABRIQUÉ EN SUÈDE |
14. Paramètres techniques de la machine à rainurer
| Taper | HSV-4000×1250 | |
| Gamme de traitement | 4000 mm x 1250 mm x 0,5-6 mm | Parallélisme des feuilles < 2 mm |
| Configuration du système | méthode de contrôle | Contrôle CNC 4 axes (X, Y, Z, W) |
| moniteur | Écran tactile Edraw 15 pouces (en option) | |
| capacité de stockage | 99 groupes, 999 voies (peut être parcouru 99 fois) | |
| méthode de transfert | Moteur principal, vis à billes, guidage linéaire, crémaillère | |
| dispositif de serrage | Pneumatique, hydraulique | Facultatif |
| Précision | Précision du positionnement de l'axe X du poste d'outil principal | ± 0,05 mm |
| Précision du positionnement de l'axe Y de la butée arrière | ± 0,03 mm | |
| Précision de positionnement de l'axe Z du porte-outil | ± 0,02 mm | |
| Précision de positionnement de l'axe W du porte-outil | ± 0,02 mm | |
| Vitesse de traitement | Axe X du poste d'outil principal | 0-90 m/min |
| Butée arrière axe Y | 0-90 m/min | |
| Porte-outil axe Z, axe W | 0-20 m/min | |
| Précision structurelle du banc de tour | Parallélisme de l'établi | ± 0,06 mm |
| Parallélisme du rail de guidage de la traverse du porte-outil | ± 0,03 mm | |
| Parallélisme du rail de guidage de la voie arrière | ± 0,03 mm | |
| Diamètre du cylindre de presse | cylindre | Θ80mmx30mm |
| Cylindre à huile | Θ30mmx32mm | |
| Marge minimale pour le créneau | 10 mm | |
| Dimensions | 6000 m 5500 mm x 2150 mm x 1900 mm 5880 m * 2150 mm * 1500 mm | |
| Poids de la machine | Environ 10,5 tonnes (rainureuse verticale) Environ 7,8 tonnes (rainureuse à portique) | |
15. Spécifications et modèles de machines à rainurer
15.1.Spécifications et modèles de machines à rainurer verticales
Modèle : HSV Spécifications : HSV-2500X12500-3200, HSV-3200X1250-3200 HSV-4000X1250-3200, HSV-5000X1250-3200, HSV-6000X1250-3200.
Remarque : Différents types de machines à rainurer pour portes de sécurité et diverses machines à rainurer non standard peuvent être personnalisés selon les exigences du client.
15.2.Spécifications et modèles de la machine à rainurer à portique
Modèle : HSL Spécifications : HSL-2500X1250-1500, HSL-3200X1250-1500, HSL-4000X1250-1500, HSL-5000X1250-1500, HSL-6000X1250-1500
16. Normes et paramètres d'inspection en usine des machines à rainurer
16.1. Normes et paramètres d'inspection en usine des machines à rainurer verticales
a.Vérifiez s'il y a une différence de couleur évidente dans la peinture de l'équipement, si la surface de la peinture est lisse et s'il y a un écaillage de la peinture.
b. Vérifiez que le joint de soudure ne présente pas de fuites, de pores, de scories de soudage ni de projections.
c. Vérifiez que les vis de chaque composant sont bien desserrées. Vérifiez que les indicateurs, les sélecteurs et les boutons sont bien disposés, esthétiques et flexibles.
d.Vérifiez chaque partie noircie pour voir s’il y a de la rouille sur les parties non noircies.
e. Utilisez un comparateur pour fixer le porte-outil à sa position d'installation et déplacez-le manuellement pour vérifier. La tolérance de distance entre le porte-outil et le panneau de l'établi est de ± 0,03 mm.
f. Démarrez l'équipement et inspectez visuellement et ressentez le phénomène de vibration lorsque le porte-outil fonctionne pour déterminer l'exactitude de l'installation des engrenages, des crémaillères et des guides linéaires.
g. Démarrez l'équipement et vérifiez chaque cylindre d'huile, cylindre, joint de tuyau d'huile et joint de tuyau d'air pour détecter toute fuite d'huile, fuite d'air, etc.
h. Vérifier que la pression d'huile et d'air du cylindre atteint la valeur requise lorsque l'équipement est en fonctionnement. La pression d'huile est de 11 MPa et la pression d'air de 0,6 MPa.
i. Vérifiez la flexibilité de l’axe X, de l’axe Y, de l’axe Z et de l’axe W (généralement en fonction de la poussée et de la rotation de la main).
j. Vérifiez si toutes les pièces mobiles sont lubrifiées.
k. Utilisez une plaque de fer de 4000 x 1250 x 1,0 pour commencer l'usinage des dimensions d'entrée. L'espacement des rainures est de 10 mm, 50 mm, 100 mm, 300 mm, 500 mm et 1100 mm, et la profondeur d'usinage est de 0,5 mm. Une fois l'usinage terminé, vérifiez la distance entre chaque rainure. La tolérance admissible est de ± 0,1 mm pour 500 mm et de ± 0,15 mm pour 1100 mm.
l. Une fois la planche entièrement usinée, vérifiez la profondeur de chaque rainure et la présence de lignes de vibration et de bavures visibles. Vérifiez ensuite la présence d'empreintes visibles au verso.
f. Retournez ensuite la plaque pour usiner les rainures arrière. Les dimensions sont de 20 mm, 200 mm, 600 mm et 1 000 mm. La profondeur d'usinage est également de 0,5 mm. Une fois l'usinage terminé, vérifiez que l'écart entre les rainures avant et arrière est de ± 0,2 mm.
g. Une fois l'inspection finale terminée, vérifiez si l'axe X, l'axe Y, l'axe Z et l'axe W peuvent revenir avec précision à la position d'origine.
h. Appuyez sur la plaque de pression et utilisez une jauge d'épaisseur pour vérifier si les pinces correspondent aux ouvertures inférieures des plaques de pression et à leurs ouvertures inférieures. Si non, vous devez ajuster les vis de réglage fin supérieures pour les faire correspondre.
16.2. Normes et paramètres d'inspection de la machine à rainurer à portique.
Les inspections de la rainureuse à portique sont identiques à celles de la rainureuse verticale, à l'exception d'une inspection supplémentaire. La tolérance entre l'infobulle et n'importe quel point de l'établi ne peut être supérieure à 0,03 mm.
17. Défauts courants et méthodes de dépannage des machines à rainurer
17.1. Défauts mécaniques courants et méthodes de dépannage des machines à rainurer verticales et des machines à rainurer à portique
a. Lorsque ces deux machines à rainurer fonctionnent en continu, la plaque de pression et les brides sont constamment serrées. À l'ouverture, les vis des joints du cylindre à huile se desserrent facilement (utilisez une clé adaptée pour les resserrer).
b. Si l'opérateur ne fait pas le plein fréquemment et que l'environnement de travail de l'équipement est relativement médiocre, les guides linéaires, les vis à billes, les roulements, les arbres de transmission, les engrenages et les crémaillères manqueront d'huile de lubrification ou seront affectés par la poussière et seront endommagés et soumis à des contraintes.
c. De nombreuses vis de réglage sont situées sous la table de la rainureuse verticale. La compression continue du plateau de pression au début du travail crée un jeu. Un mois après la première utilisation, il est nécessaire de tester l'équipement à l'aide d'un comparateur. Si des variations locales sont constatées, ajustez les vis de réglage situées sous la table pour affiner le réglage. En général, après un ou deux réglages, aucun changement ne sera observé.
17.2. Défauts de circuit courants et méthodes de dépannage pour les machines à rainurer verticales et les machines à rainurer à portique
a.PLC007 alarme de dispositif de contrôle externe !
b.(X, Y, Z, W) alarme de limite logicielle de l'axe
c.alarme d'arrêt d'urgence
17.3.Alarme d'arrêt d'urgence
Appuyez sur l'interrupteur d'arrêt d'urgence à l'arrêt. Après vérification, relâchez le bouton d'arrêt d'urgence et appuyez sur RESET pour réinitialiser.
17.4.Si la position correspondante de l'axe Z est trop grande lorsque.
17.5. L'erreur de suivi des axes (X, Y, Z, W) est trop importante. Veuillez vérifier la rigidité ou les paramètres du servo.
a.Vérifiez le paramètre suivant la plage de valeurs d'erreur et augmentez la plage de valeurs suivante.
b. Vérifiez si le porte-outil ou le moteur est bloqué.
c. Vérifiez si le câblage est déconnecté.
d. Modifiez les paramètres ou désactivez la détection des valeurs d’erreur.
18. Porte-outils simples ou doubles pour le rainurage
18.1. Au début du développement de la machine à rainurer CNC en V, l'arbre principal (axe X) était initialement entraîné par une vis à billes à grand pas. Malgré l'ajout d'un porte-outil protecteur sur la vis, sa longueur et son poids limitaient la vitesse de déplacement du porte-outil pendant la coupe et le retour. Une augmentation de la vitesse provoquerait des vibrations et une possible déformation, réduisant ainsi l'efficacité globale de l'usinage. Pour remédier à ce problème, nous avons repensé le système afin que le porte-outil puisse également effectuer la coupe pendant la course de retour. Ceci a conduit à l'introduction d'un double porte-outil, améliorant ainsi considérablement les performances et la productivité.
18.2. Suite à des améliorations de conception et de production, l'entraînement de l'arbre principal (axe X) de la machine à rainurer a été remplacé par un entraînement à crémaillère, remplaçant ainsi l'entraînement à vis à billes d'origine. L'entraînement à crémaillère corrigeant les défauts causés par la transmission par vis à billes, la vitesse de rotation du porte-outil est considérablement augmentée, que ce soit en usinage, en coupe ou en retour. De ce fait, la machine à rainurer à double porte-outil perd ses avantages d'origine.
18.3. Grâce à la vitesse accrue de la machine à rainurer à porte-outil unique, la vitesse de retour de 4 000 mm ne prend que 2 secondes, et elle ne possède qu'un seul porte-outil. L'installation et le réglage du mandrin sur le porte-outil sont beaucoup plus simples qu'avec un porte-outil double, notamment à 4 outils. La concentricité du couteau est facile à régler.
18.4. Étant donné que la machine à rainurer à double porte-outil est conçue avec deux porte-outils et que la largeur d'un ensemble de porte-outils est de 300 mm, lorsque le porte-outil double est en cours de traitement, qu'il s'agisse d'un traitement ou d'un retour, une course supplémentaire de 300 mm doit être entrée, de sorte que le porte-outil double Le porte-outil parcourt 600 mm de plus qu'un porte-outil simple pour un aller-retour, ce qui fait perdre beaucoup de temps de travail.
18.5. Étant donné la présence de 8 couteaux dans les deux ensembles de porte-outils doubles (4 par groupe), l'équipement impose des exigences très strictes quant à la concentricité des 8 couteaux lors du débogage, car les lames doivent être constamment usées. De plus, l'arrêt de l'équipement pour le changement des lames entraîne une perte de temps.
18.6. La fabrication, l'assemblage et la mise au point d'une rainureuse verticale à double porte-outil étant plus complexes que ceux d'une rainureuse verticale à porte-outil unique, le coût de production augmente. Le prix de vente est donc généralement plus élevé. Le prix de vente d'une rainureuse verticale est compris entre 30 000 et 40 000 yuans.
18.7.Sur la base des facteurs ci-dessus, nous recommandons généralement aux clients d'acheter une machine à rainurer à porte-outil unique, car nous avons observé que certains clients achètent une machine à rainurer à double porte-outil, mais utilisent en réalité un seul porte-outil pour le traitement.
19. Comparaison des performances entre la rainureuse verticale et la rainureuse à portique
19.1.Couverture
Les dimensions de ces deux rainureuses sont globalement identiques, mais la hauteur de la rainureuse verticale est supérieure à celle de la rainureuse à portique, ce qui nuit légèrement à l'esthétique. L'espace de stockage étant généralement limité, les clients privilégient la rainureuse à portique.
19.2.Commodité de chargement et de déchargement des panneaux
a. L'avant de la rainureuse verticale étant ouvert, une fois la pièce usinée, la butée arrière achemine la tôle vers l'avant de l'équipement, facilitant ainsi la montée et la descente de la tôle. L'établi de la rainureuse verticale est relativement étroit et le support avant est équipé de nombreuses billes universelles, ce qui assure une grande flexibilité de déplacement de la tôle sur la plateforme, ce qui est également très pratique pour l'usinage de tôles plus épaisses.
b. La plateforme de travail de la rainureuse à portique est relativement grande. Si vous usinez une plaque entière ou une tôle relativement grande, le chargement et le déchargement seront plus difficiles. De plus, la face avant de la plaque d'acier inoxydable est généralement recouverte d'un film protecteur, ce qui crée une barrière de frottement entre le film protecteur et la surface de la table de travail lors du déplacement de la tôle. Si la tôle est usinée, son déplacement sera plus long et fastidieux.
19.3.Comparaison de la gamme de traitement
La rainureuse verticale peut traiter des tôles d'une épaisseur de 0,5 à 6 mm. La rainureuse à portique peut traiter des tôles d'une épaisseur de 0,5 à 4 mm. La rainureuse verticale peut traiter des tôles jusqu'à 4 000 mm de long x 4 000 mm de large, et la rainureuse à portique peut traiter des tôles jusqu'à 4 000 mm de long x 1 250 mm de large.
19.4.Comparaison de la vitesse de traitement
Étant donné que le porte-outil de la machine à rainurer verticale est relativement léger, sa vitesse de fonctionnement sera d'autant plus rapide, et il dispose également d'une conception à double porte-outil, ce qui permettra d'économiser une certaine quantité d'heures de travail lors du traitement des rainures de densité de la planche entière, tandis que la machine à rainurer à portique traite La poutre doit être déplacée, de sorte que la vitesse de traitement sera inférieure à celle de la machine à rainurer verticale.
19.5.Comparaison des économies d'énergie
Étant donné que le porte-outil de la machine à rainurer verticale ne pèse qu'environ 300 kg, tandis que la poutre de la machine à rainurer à portique pèse environ 900 kg, pendant le traitement, la consommation électrique du moteur principal sera inférieure pour la machine à rainurer verticale que pour la machine à rainurer à portique.
19.6.Comparaison des coûts de fabrication et des prix de vente
Étant donné que la machine à rainurer verticale comporte plus de pièces, de poids, de technologie de traitement, de technologie d'assemblage, etc. que la machine à rainurer à portique et est plus compliquée, le prix de vente de la machine à rainurer verticale sera plus élevé que celui de la machine à rainurer à portique.
19.7. Comparaison entre l'usinage des pièces et le rainurage avant et arrière
a. Les rainureuses verticales et les rainureuses à portique se distinguent principalement par leur fonctionnement. Sur les rainureuses verticales, le porte-outil reste fixe pendant le déplacement de la tôle. À l'inverse, les rainureuses à portique ont un porte-outil mobile, et la tôle reste fixe. La plaque de pression de la machine verticale reste directement sur la ligne de rainurage, assurant ainsi la stabilité, tandis que les presses latérales et frontales du modèle à portique ne maintiennent qu'un seul bord de la tôle. Par conséquent, des tâches telles que les tôles prédécoupées par des machines laser, les matériaux de formes irrégulières, les rainures inclinées ou les rainures à profil spécial ne peuvent être traitées efficacement que par des rainureuses verticales.
b. Étant donné que le porte-outil de la machine à rainurer verticale est plus léger que celui de la machine à rainurer à portique, leur inertie de travail est également différente, de sorte que certains rainurages à point fixe ne peuvent être réalisés que par la machine à rainurer verticale.
c. La rainureuse verticale utilise une butée arrière qui tire ou pousse la tôle usinée pour la déplacer, tandis que la tôle de la rainureuse à portique ne bouge pas. Ainsi, lors du rainurage des rainures avant et arrière de la tôle, le portique est ouvert. La rainureuse présente certains avantages.
e.Sur la base des facteurs ci-dessus, nous recommandons toujours des produits adaptés aux clients en fonction de leurs besoins.
20. Recommandations pour le choix des machines à rainurer par le client
Nous recommandons généralement aux clients d'acheter une rainureuse verticale ou une rainureuse à portique en fonction des points suivants.
20.1. Il est important de distinguer le type de client. En magasin, l'espace étant relativement restreint, le nombre de rainures de densité traitées étant important et certaines tôles fines traitées, ces clients achèteront des rainureuses à portique. L'usine étant relativement ouverte et certains produits étant produits en interne, ces clients choisiront une rainureuse verticale après avoir pris en compte de nombreux facteurs.
20.2. Cela dépend de l'équipement existant du client. Si le client possède déjà une rainureuse à portique, nous donnerons un exemple pour illustrer les avantages de la rainureuse verticale. Si le client possède déjà une rainureuse verticale, nous expliquerons la supériorité de la rainureuse à portique.
20.3. Pour nos recommandations, qu'il s'agisse d'une machine verticale ou à portique, nous recommandons les machines standard HSV-4000-1250 et HSL-4000-1250. Grâce à leur standardité, ces deux modèles offrent un cycle de production rapide et des coûts réduits. Ils sont aujourd'hui les modèles les plus répandus sur le marché.
21. Levage et transport de la machine à rainurer
21.1. Des trous de levage sont prévus derrière la poutre avant de la rainureuse verticale et aux deux extrémités, derrière la poutre porte-outil. Le poids de la rainureuse que nous avons conçue est réparti entre le bas et le milieu de l'équipement, ce qui simplifie et sécurise le transport. Contrairement aux rainureuses verticales actuelles fabriquées dans le Guangdong, le centre de gravité est entièrement situé en haut, ce qui complique le levage et le transport.
21.2. Des anneaux de levage sont soudés aux deux extrémités de la rainureuse à portique, et son bâti est de type plateforme. Son centre de gravité se situe en bas de l'équipement, ce qui facilite et sécurise le levage et le transport.
22. Entretien et maintenance de la machine à rainurer
22.1. Avant d'utiliser la rainureuse, l'établi et les autres pièces doivent être nettoyés de tout débris. Les principales pièces mobiles doivent être lubrifiées. Vérifiez que les vis du plateau de pression et du porte-outil sont bien serrées.
22.2.En mode manuel, vérifiez si l'axe X, l'axe Y, l'axe Y2, l'axe Z et l'axe W fonctionnent normalement.
22.3. Appuyez sur le bouton de réinitialisation et observez si les axes reviennent normalement à leur point d'origine. Après confirmation, commencez à saisir les valeurs dimensionnelles et insérez la feuille pour le traitement.
22.4.Une fois le traitement terminé, appuyez sur le bouton de réinitialisation à une touche pour ramener chaque axe à la position d'origine.
22.5.Si l'équipement ne doit pas être utilisé pendant une longue période, utilisez du papier huilé de protection pour coller aux positions de chaque rail de guidage et de chaque vis à billes, ou si possible, utilisez un film protecteur pour couvrir l'équipement.
23. Configuration de la machine à rainurer : environnement, huile et pompe à air
23.1. La rainureuse étant un procédé de coupe avec porte-outil en mouvement, notamment la rainureuse à portique, le mouvement de la poutre étant vibratoire, le sol doit être plat et reposer sur une fondation en béton. Cependant, lors de la conception de la rainureuse, nous avons pleinement pris en compte ces facteurs. Nous avons donc conçu un centre de gravité plus bas afin d'assurer une certaine stabilité de l'équipement, évitant ainsi l'installation de vis de blocage.
23.2. À l'exception du côté où l'opérateur effectue le chargement et le déchargement (l'espace doit être suffisant), la distance entre les trois autres côtés et les murs ou autres équipements est d'un mètre. L'environnement de travail ne doit pas être trop poussiéreux et le sol ne doit pas être exposé à l'eau pendant une longue période.
23.3. L'huile hydraulique est de la même qualité que celle des cisailles et des cintreuses. Il s'agit de l'huile hydraulique anti-usure n° 46.
23.4.La puissance du modèle de la pompe à air est la suivante :

| W-0,9/8 W0,9/12,5 | ||||||||||
| Pouvoir | Vitesse | Capacité | Pression maximale | Réservoir d'air | poids | Taille du paquet | ||||
| KW | HP | tr/min | L/min | CFM | Bar | L | Gai | kg | cm | |
| 7.5 | 10 | 850 | 900 | 31.8 | 8 | 115 | 160 | 60.8 | 150 | 150*52*100 |
| 7.5 | 10 | 950 | 900 | 31.8 | 12.5 | 178 | 160 | 41.6 | 150 | 150*52*100 |
| V-06/8 | ||||||||||
| Pouvoir | Vitesse | Capacité | Pression maximale | Réservoir d'air | poids | Taille du paquet | ||||
| KW | HP | tr/min | L/min | CFM | Bar | L | Gai | kg | cm | |
| 4 | 5.5 | 850 | 600 | 21.2 | 8 | 115 | 90 | 23.4 | 110 | 120*46*87 |
24. Types de rainures vs résultats de pliage
25. Concentrez-vous sur les différences et les principes de Machines à rainurer hydrauliques et machines à rainurer pneumatiques
Nous choisissons d'acheter une machine hydraulique ou pneumatique, tout comme nous achetons une voiture, qu'il s'agisse d'une voiture à essence ou d'une voiture à énergie nouvelle. Les deux machines à rainurer permettent d'obtenir l'effet de rainurage souhaité. Comment choisir le meilleur ? Pour choisir la machine à rainurer la plus adaptée, nous allons l'analyser et la comparer en détail à partir des points suivants. Lors de la conception et de la production initiales de la machine à rainurer, nous l'avons conçue pour un système hydraulique, car les composants pneumatiques n'étaient pas encore très répandus à l'époque. Cependant, après de nombreuses années d'utilisation, certains défauts de la machine à rainurer hydraulique sont apparus.
25.1.Comparaison des phénomènes de fuite d'huile et de fuite d'air
a. Les machines à rainurer hydrauliques sont composées de composants tels que des stations hydrauliques, des vérins, des conduites haute pression et des joints. Ces pièces sont sujettes à des problèmes tels que les fuites d'huile et les pannes de vérins. Par exemple, une machine standard de 4 mètres présente jusqu'à 64 points de fuite potentiels, dont 12 vérins de plaque de pression, 7 vérins de serrage et des systèmes auxiliaires. Sur les machines verticales, toute fuite provenant des vérins de plaque de pression montés sur la poutre peut contaminer directement la tôle située en dessous, ce qui est inacceptable pour les utilisateurs finaux. De plus, les fuites d'huile provoquent des chutes de pression, forçant la pompe à huile à fonctionner excessivement. L'usure des soupapes, des accumulateurs, des moteurs ou des pompes augmente également les risques de maintenance et l'instabilité opérationnelle.
b. Si vous choisissez une rainureuse pneumatique, vous n'avez pas à vous soucier de ces phénomènes. Même une fuite d'air dans le cylindre, le tuyau d'air ou le raccord du tuyau d'air n'aura aucun effet indésirable. La pompe à air stockant une grande quantité d'air, elle a peu d'impact sur le compresseur.
25.2.Comparaison des principes de fonctionnement
a. Le diamètre du cylindre de la rainureuse hydraulique est de 25 mm, tandis que celui de la rainureuse pneumatique est de 80 mm. La force de levier du plateau de pression de la rainureuse hydraulique est de 1:1, ce qui signifie que la force exercée par le plateau de pression sur le vérin hydraulique est égale. La force de levier du plateau de pression est de 3:1, ce qui signifie que la poussée du vérin génèrera trois fois la pression exercée sur le plateau de pression selon ce principe. Compte tenu de l'analyse ci-dessus, l'argument selon lequel la compression pneumatique n'est pas étanche est infondé.
b. Coût de fabrication : en cas de conception hydraulique, de nombreux composants seront ajoutés, tels qu'une station hydraulique, un accumulateur, un moteur, une pompe à huile, un vérin et une conduite d'huile, ce qui augmentera le coût des matériaux et de la main-d'œuvre. Un compresseur d'air est également nécessaire. Si vous utilisez une rainureuse pneumatique, les composants ci-dessus ne seront pas nécessaires ; seuls un compresseur, plusieurs vérins et des conduites d'air sont nécessaires.
c. Coût d'utilisation. S'il s'agit d'une rainureuse hydraulique, il est nécessaire d'ajouter de l'huile hydraulique n° 46, de nettoyer le réservoir et de remplacer l'huile hydraulique régulièrement. Les rainureuses pneumatiques ne nécessitent pas ce coût.
d. Les coûts de maintenance des rainureuses hydrauliques sont souvent élevés, car les composants clés comme la station hydraulique, le réservoir d'huile, les vérins et les raccords de tuyauterie sont fabriqués sur mesure par le fabricant. En cas de problème, les pièces de rechange ne peuvent être obtenues sur le marché libre et doivent être achetées directement auprès du fournisseur d'origine, souvent à des prix considérablement gonflés. En revanche, les rainureuses pneumatiques utilisent des composants standard tels que les vérins, les électrovannes et les conduites d'air, largement disponibles et abordables. De plus, si un fabricant abandonne la production d'un modèle hydraulique spécifique, les pièces de rechange peuvent devenir indisponibles, ce qui entraîne des réparations longues et coûteuses pouvant entraîner l'arrêt complet de la production.
Sur la base de cette analyse, nous pensons que les rainureuses pneumatiques représentent également une orientation de développement future. Notre entreprise produit deux modèles de rainureuses hydrauliques et pneumatiques, et nous avons conçu des machines hydrauliques et pneumatiques, qu'elles soient verticales ou non. Qu'il s'agisse d'une rainureuse ou d'une rainureuse à portique, elles utilisent toutes deux le même bâti.



