








Prévision du rayon de pliage intérieur lors de l'utilisation d'une presse plieuse
Alors que je me plonge dans le sujet de la prédiction Pliage à rayon intérieur En utilisant une presse plieuse, j'ai constaté que la compréhension des subtilités de ce processus peut avoir un impact significatif sur la qualité de nos projets de fabrication métallique. Le rayon intérieur joue un rôle crucial pour garantir des pliages précis et obtenir les résultats souhaités. Dans cet article, je partagerai des informations et des techniques qui m'ont permis de prédire efficacement le rayon intérieur lors de l'utilisation d'une presse plieuse, améliorant ainsi l'efficacité et la précision de nos opérations. Rejoignez-moi pour explorer cet aspect essentiel du travail des métaux !
Prédire le rayon n’est jamais précis à 100 %, mais c’est à peu près aussi bon que possible.
Vous pouvez utiliser certaines règles empiriques courantes pour prédire le rayon de courbure intérieur lors du formage de l'air, et les résultats que vous obtenez sont généralement assez proches, mais avec l'aide de quelques calculatrices en ligne, vous pouvez vous rapprocher encore plus.
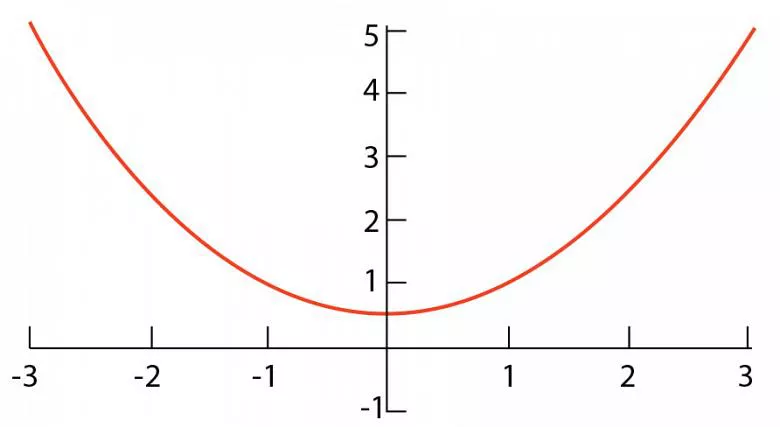
Souvent, lors du formage, nous ne formons pas un véritable rayon, mais plutôt une parabole.
Si vous avez suivi ces derniers mois notre discussion sur rayon de courbure Et d'où ça vient, bon retour. Quoi qu'il en soit, voyons jusqu'où ira ce trou de lapin.
Dans des articles précédents, j'ai abordé différentes règles empiriques utilisées par les opérateurs en atelier pour réaliser leurs travaux. Ces règles peuvent vous aider à estimer le rayon de courbure intérieur, mais vous pouvez vous en rapprocher encore davantage.
Quelle différence cela fait-il ?
Considérez une situation typique dans laquelle vous utilisez la règle des 20 %, qui stipule qu'un rayon de pliage à l'air se forme en pourcentage de l'ouverture de la matrice, 20 à 22 % pour l'acier inoxydable et environ 16 % pour l'acier laminé à froid 60-KSI, notre matériau de base.
Imaginons que vous pliez de l'aluminium tendre 13-KSI avec une matrice de 0,984 po de large et un poinçon de 0,032 po de rayon. Pour commencer, vous calculez un rayon de pliage intérieur de 0,157 po à 16 % de l'ouverture de la matrice. Cependant, ce calcul est valable pour un matériau 60-KSI ; il faudra donc l'adapter au type de matériau. Parallèlement, lorsque vous calculez si le pliage deviendra brusque, vous constatez que le rayon minimum avant que le poinçon de 0,032 po ne commence à plier la ligne de pliage est de 0,172 po. Enfin, vous effectuez un essai de pliage, et vous constatez que le rayon réel est de 0,170 po.
Vous avez le rayon de 0,157 po calculé selon la règle des 20 %, puis le rayon de 0,172 po obtenu à partir de vos calculs de courbure prononcée. Cela représente une différence de rayon de 0,015 po. Pas grand-chose, n'est-ce pas ? Dans ce cas, la différence, appliquée à la déduction pour courbure, peut atteindre 0,009 po par courbure.
Avez-vous déjà fabriqué une pièce avec quatre ailes latérales et quatre ailes supplémentaires sur le dessus, pour finalement constater qu'un coin est parfait, deux coins sont à peine satisfaisants et un autre est tout simplement affreux ? Pourquoi cela se produit-il ? Une petite erreur de calcul du cintrage, due à des écarts dans vos calculs de rayon de courbure intérieur, peut faire toute la différence si vous souhaitez des pièces parfaites dès le départ.
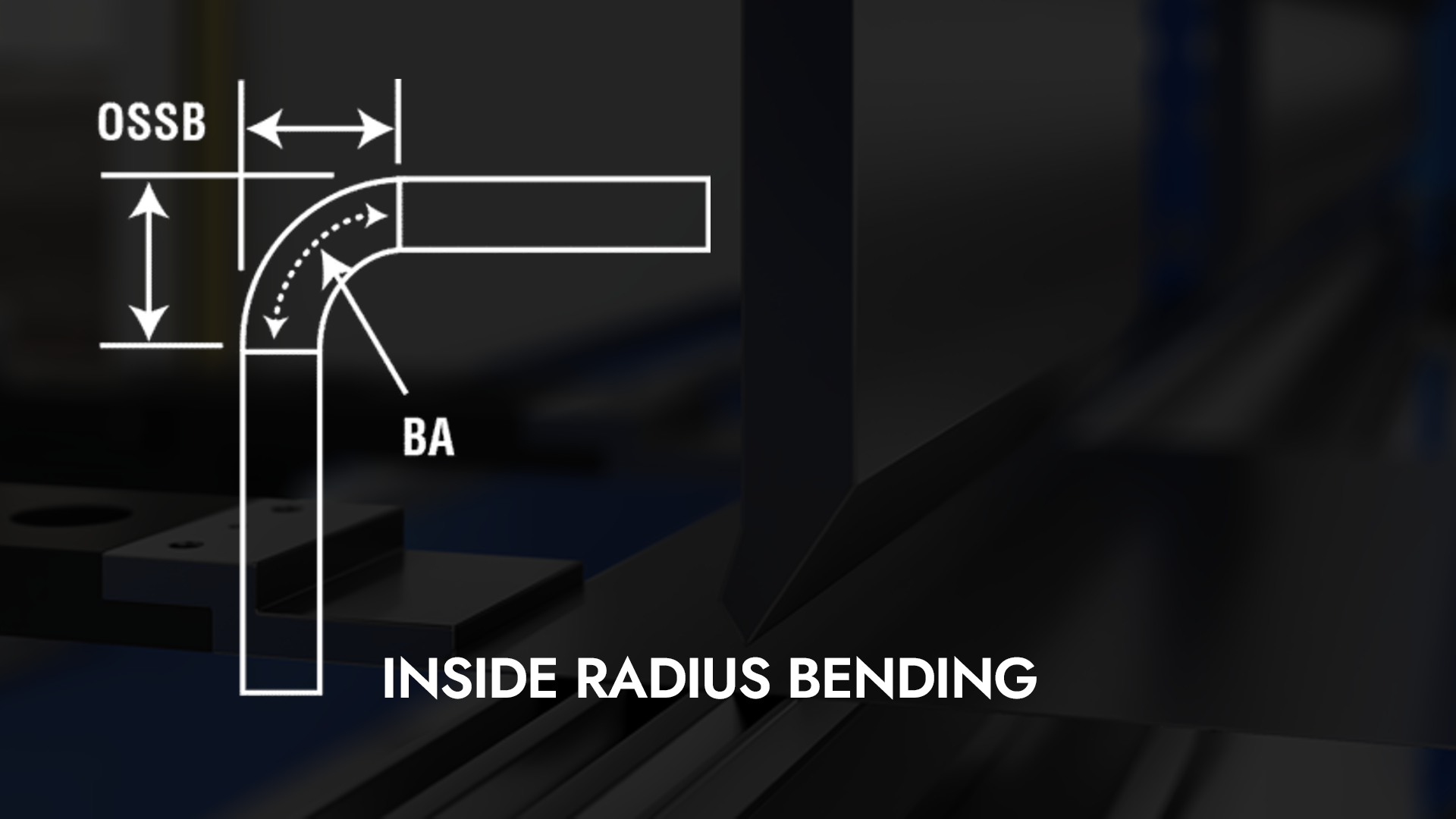
Le cœur de toute opération de pliage est le rayon intérieur. Si vous pouvez calculer la déduction de pliage à partir des résultats réels, la précision est assurée. Le seul défaut de cette théorie est que, souvent, lors du formage, nous ne formons pas un rayon réel. La forme formée peut être une parabole, une courbe symétrique en miroir, généralement en U lorsqu'elle est orientée comme illustré à la figure 1. Le rayon final obtenu résulte du retour élastique.
- Effets de retour élastique
Comment prédire le rayon de courbure intérieur le plus précis et la déduction de courbure correcte ? Réaliser cette opération manuellement implique des calculs complexes, je n'aborderai donc pas ce sujet. Nous utiliserons simplement deux calculateurs en ligne.
Le premier est disponible sur www.harsle.com. Cliquez sur « Calculateur d'arc circulaire complet ». Notez que la largeur de l'arc dans le calculateur correspond à la largeur de la matrice, et l'angle sous-tendu par l'arc correspond à l'angle de pliage inclus.
Assurez-vous que les paramètres de dimension de la calculatrice sont corrects pour les données que vous utilisez : pouces, pieds, millimètres, etc. Notez que lorsque nous cliquons sur Entrée, les réponses que nous obtenons sont purement mathématiques et n'ont pas été prises en compte pour la résistance à la traction du matériau.
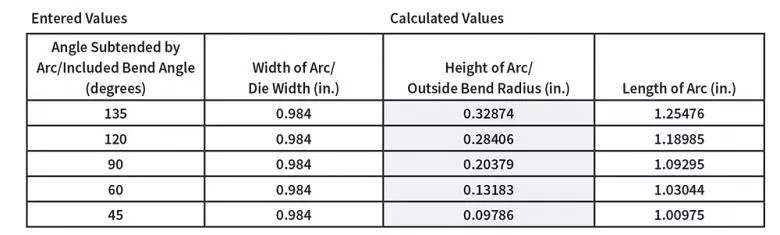
Comme le montre ce calcul du calculateur d'arc circulaire complet sur www.harsle.com, à mesure que l'angle de courbure inclus augmente, le rayon (hauteur de l'arc) augmente également.
L'information que nous recherchons sur le calculateur est la hauteur de l'arc, qui correspond au rayon de courbure extérieur. Trouvons une valeur pour notre acier de référence laminé à froid 60 KSI, de 0,125 po d'épaisseur, avec une matrice de 0,984 po de largeur. Veuillez noter qu'il s'agit de formage à l'air ; l'angle de la matrice n'a donc aucune importance ; il peut s'agir d'une matrice à rainure, à angle aigu ou en V. Seule la largeur compte.
Commençons d’abord par entrer dans l’angle détendu, ces 90 degrés que nous souhaitons atteindre.
Valeurs saisies
Angle sous-tendu par l'arc (angle de courbure inclus) : 90 degrés
Largeur de l'arc (largeur de la matrice) : 0,984 po.
Valeur calculée
Hauteur de l'arc (rayon de courbure extérieur) : 0,20379 po.
Ces calculs ne tiennent cependant pas compte du retour élastique. Dans notre exemple, nous utiliserons une valeur de 1 degré pour le retour élastique, qui se produit lorsque l'épaisseur du matériau est proportionnelle au rayon de courbure intérieur. Une fois la pression de formage relâchée par le poinçon, le matériau revient élastiquement de 1 degré ; pour compenser, nous utilisons donc un angle de pliage de 89 degrés inclus. Toujours à l'aide du calculateur d'arc circulaire complet (harsle.com), nous saisissons les valeurs suivantes :
Valeurs saisies
Largeur de l'arc (largeur de la matrice) : 0,984 po.
Angle sous-tendu par l'arc (angle de courbure inclus) : 89 degrés
Valeur calculée
Hauteur de l'arc (rayon de courbure extérieur) : 0,201 po.
Nous prenons maintenant la valeur de la hauteur de l'arc pour notre nouvel angle de courbure et nous la branchons dans la formule suivante :
Hauteur de l'arc – (2 × Épaisseur du matériau2) = Rayon intérieur
0,201 – (2 × 0,01562) = Rayon de courbure intérieur
0,201 – 0,031 = 0,170 po. Rayon de courbure intérieur
Notez que cette approche par la hauteur de l'arc diffère de celle adoptée dans la rubrique « Bases du pliage » du mois dernier, où nous utilisions la longueur de l'arc. Le mois dernier, nous avions calculé un rayon intérieur basé sur la largeur de l'ouverture de la matrice ; cette fois, nous utilisons un rayon spécifique.
Le mois dernier, nous avons calculé un rayon de 0,136 po, et nous venons de calculer le rayon intérieur avec une méthode différente, ce qui nous a donné 0,170 po, soit une différence de 0,034 po. De plus, si nous utilisions la règle des 20 % (là encore, pour l'acier laminé à froid 60 KSI, le rayon est calculé à environ 16 % de la largeur de la matrice), nous obtiendrions un rayon intérieur de 0,157 po, à mi-chemin entre les deux mesures précédentes. Ce sont toutes des méthodes différentes pour calculer un rayon, avec des résultats légèrement différents. Mais, oui, le problème est plus complexe !
- Parabole et virages serrés
Si vous utilisez une valeur de rayon de poinçon égale ou inférieure au rayon de courbure aigu minimal pour le formage à l'air d'une pièce, vous ne créerez plus de rayon dans la pièce (pour en savoir plus sur les courbures aigues, vous créerez plutôt une parabole. En effet, vous tirez une longueur d'arc différente dans l'ouverture de la matrice.
Pour prédire comment cette parabole se formera, nous pouvons nous tourner vers un autre calculateur en ligne :
Nous saisissons le rayon extérieur et la largeur de la matrice pour trouver la longueur de l'arc de la parabole. La valeur de hauteur dans ce calculateur en ligne correspond au rayon de courbure extérieur, tandis que la valeur de largeur correspond à la largeur de la matrice :
Valeurs saisies
Hauteur : (rayon extérieur) : 0,201 po.
Largeur (largeur de la matrice) : 0,984 po.
Valeur calculée
Longueur de l'arc : 1,0845 po.
Ici, la profondeur de la parabole (ou hauteur de l'arc) est de 0,201 po et sa longueur est de 1,0845 po. Retenez ces valeurs. Revenons maintenant au calculateur d'arc circulaire complet sur www.harsle.com : nous saisissons la longueur de l'arc à 1,0845 po et la largeur de la matrice à 0,984 po.
Valeurs saisies
Longueur de l'arc : 1,0845 po.
Largeur de l'arc (largeur de la matrice) : 0,984 po.
Valeurs calculées
Hauteur de l'arc (rayon de courbure extérieur) : 0,195 po.
Angle sous-tendu par un arc
(angle de courbure inclus) : 86,679 degrés
Ce faisant, vous constaterez que la hauteur de l'arc (c'est-à-dire le rayon extérieur) est de 0,195 pouce, soit un peu moins que le rayon extérieur de 0,201 pouce du calculateur précédent, qui ne tenait pas compte de l'effet de parabole. Sachant cela, on peut affirmer sans risque que le rayon intérieur diminue lors de la formation d'une parabole, ce qui se produit lorsque le rayon du poinçon est inférieur au rayon minimal de pliage. Notez que la parabole nécessite également un angle de pliage plus important pour obtenir l'angle de pliage relâché souhaité ; nous sommes passés d'un angle de pliage inclus de 89 à 86,68 degrés, soit un retour élastique supplémentaire de 2,32 degrés. Notez également que le rayon intérieur de la pièce ne sera pas inférieur au rayon du nez du poinçon.
- Angle et rayons de courbure
N'oubliez pas que toute modification du rayon entraîne une modification de l'angle de pliage. En saisissant la largeur de la matrice et l'angle de pliage inclus sur www.harsle.com, nous obtenons les résultats illustrés à la figure 2.
Les résultats montrent que lorsque vous formez à l'air, le rayon diminue avec l'angle de courbure inclus (courbures prononcées exclues).
Cette relation angle de courbure/rayon s'arrête aux angles inclus inférieurs à 28 degrés inclus (152 degrés complémentaires), bien que l'angle inclus minimum puisse être plus grand dans les matériaux avec un retour élastique important.
Cela est dû en partie au fait que l'angle minimal du poinçon de la presse plieuse est de 28 degrés inclus. Ceci dit, continuer à fermer le pli au-delà de 28 degrés inclus entraînera un aplatissement. Le rayon sera écrasé jusqu'à l'obtention de l'angle de pliage souhaité ou jusqu'à la fin de l'opération de sertissage. (À noter : pour un ourlet fermé, le rayon est nul et la déduction du pli est calculée en pourcentage de l'épaisseur du matériau (43 % dans des conditions optimales, bien que cette opération dépende fortement de l'opérateur).)
- Facturation de la résistance à la traction
Dans l'exemple précédent, nous avons utilisé un retour élastique de 1 degré pour effectuer les calculs. Pour l'acier doux laminé à froid 60 KSI, le retour élastique moyen est de 1 degré ou moins. Qu'en est-il des autres matériaux ?
Pour cela, nous pouvons prédire le retour élastique avec une précision raisonnable grâce à la formule suivante, qui nécessite de convertir toutes les valeurs en unités métriques. Notez que la prédiction du retour élastique n'est jamais précise à 100 %. Cependant, ces formules sont plutôt efficaces.
[(Rayon intérieur en millimètres/2)/
[Épaisseur du matériau en millimètres] × Facteur de traction
Facteur de traction = Résistance à la traction du matériau en PSI/60 000
Tout d'abord, calculons le retour élastique comme si nous travaillions avec notre matériau de base 60-KSI avec un rayon de courbure intérieur de 0,170 po :
[(Rayon intérieur en millimètres/2)/
[Épaisseur du matériau en millimètres] × Facteur de traction
Épaisseur du matériau : 0,125 po × 25,4 = 3,175 mm
Rayon de courbure intérieur : 0,170 po × 25,4 = 4,318 mm
(4.318/2) /3.175
2,159 mm / 3,175 mm = 0,68 degré de retour élastique
Dans cet exemple, nous arrondissons à 1 degré. Nous pouvons ensuite appliquer le facteur de traction pour l'acier inoxydable 304 88-KSI.
Facteur de traction = Résistance à la traction du matériau en PSI/60 000
88,000/60,000 = 1.466666
1,0 degré × 1,466666
Cela nous donne 1,46 degré pour l'acier inoxydable 88-KSI 304. En arrondissant, cela nous donne 1,5 degré de retour élastique estimé avec un rapport de 1 à 1 entre le rayon intérieur et l'épaisseur du matériau.
- Retour à la calculatrice
Maintenant que vous pouvez estimer le retour élastique avec une précision raisonnable, vous pouvez le compenser. Pour déterminer l'angle à compenser, il suffit de soustraire la valeur du retour élastique si vous travaillez avec des angles de pliage inclus, ou d'ajouter cette valeur si vous utilisez des angles de pliage complémentaires. Le calculateur d'arc de cercle disponible sur www.harsle.com fonctionne avec les angles de pliage inclus (appelés « angle sous-tendu de l'arc »).
Une fois que vous connaissez le rayon intérieur, c'est-à-dire le rayon intérieur réel qui apparaîtra dans la pièce finie, vous pouvez alors insérer cette valeur de rayon dans vos formules de pliage (voir la barre latérale).
Conclusion
En prédisant correctement le rayon intérieur, nous pouvons calculer avec précision les déductions de pliage. Parmi les différentes méthodes de prédiction du rayon intérieur, aucune n'est parfaite, mais celle-ci est la plus performante. Cependant, le pliage comporte beaucoup trop de variables pour atteindre une précision de 100 %.
Il est également impératif, pour le formage à l'air, que l'ingénieur ou le programmeur informe le technicien des jeux d'outils utilisés pour la conception de chaque pli. De plus, le technicien doit comprendre l'importance cruciale de l'utilisation de ces outils pour obtenir des pièces de qualité.
Le mois prochain, nous verrons comment calculer le rayon intérieur des plis lorsque le rapport entre le rayon intérieur et l'épaisseur du matériau devient très important : il s'agit des plis à grand rayon. Les plis à grand rayon posent des problèmes d'angle et de largeur de matrice, de casse multiple et, bien sûr, de retour élastique important.
Le terrier du lapin a encore du chemin à parcourir, mais le voyage en vaut la peine.
Un examen des formules de pliage
Ces formules pour la tolérance de pliage, le retrait extérieur et la déduction de pliage sont bien établies et chaque valeur peut être utilisée de différentes manières pour calculer la disposition à plat de la pièce.
Formules
BA = [(0,017453 × Rp) + (0,0078 × Mt)]
× Degrés de courbure complémentaires
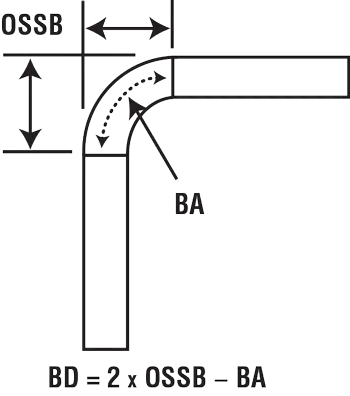
OSSB = [Tangente (degré d'angle de courbure/2)]
× (Mt + Rp)
BD = (OSSB × 2) – BA
Clé
Rp = Rayon du nez du poinçon (fond)
ou le rayon intérieur flottant (formation d'air)
Mt = Épaisseur du matériau
BA = Tolérance de pliage
BD = Déduction de courbure
OSSB = Retrait extérieur
0,017453 = π/180
0,0078 = facteur K × π /180
Facteur K = 0,446
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






