








Facing uneven cuts? Learning how to adjust blade gap on shearing machine can resolve precision problems and boost efficiency. Follow our step-by-step guide to optimize performance!
To adjust the blade gap on a shearing machine, first consult the machine’s manual for recommended clearances based on material thickness. Loosen the adjustment screws, set the gap uniformly, and tighten securely. Test with sample cuts to ensure accuracy. Regular adjustments enhance cut quality and prevent damage to your machine.
Ready to fine-tune your machine? Let’s explore the detailed process and pro tips for optimal results.
Adjust Blade Gap on Shearing Machine
Adjusting the cutting blade gap on a shearing machine is an important process to ensure precise cutting. Here’s a general guide on how to adjust it: Consult the Manual: Always refer to the manufacturer’s manual for specific instructions on adjusting the blade gap. Different shearing machines may have slightly different procedures. Safety First: Before starting any adjustments, make sure the machine is turned off and unplugged to avoid accidents. Wear appropriate personal protective equipment, such as gloves and safety glasses.
Adjustment Bolt: Most shearing machines have bolts or screws that control the blade gap. rotate counterclockwise to loosen the bolts but do not remove them completely.
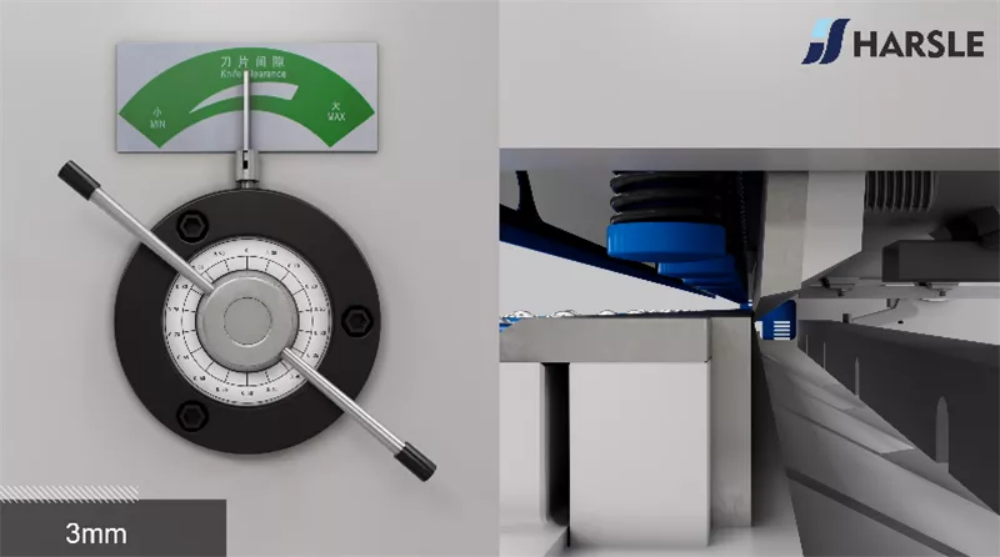
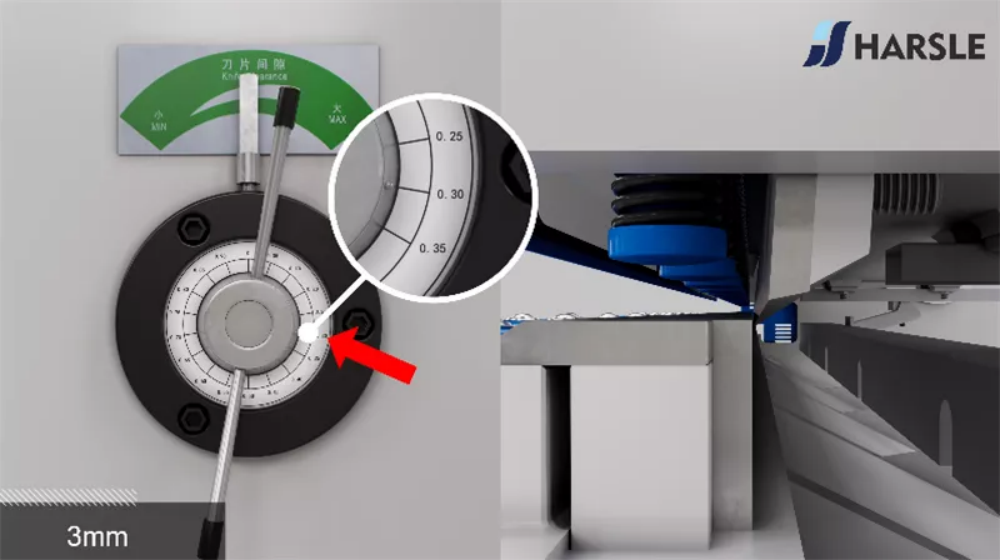
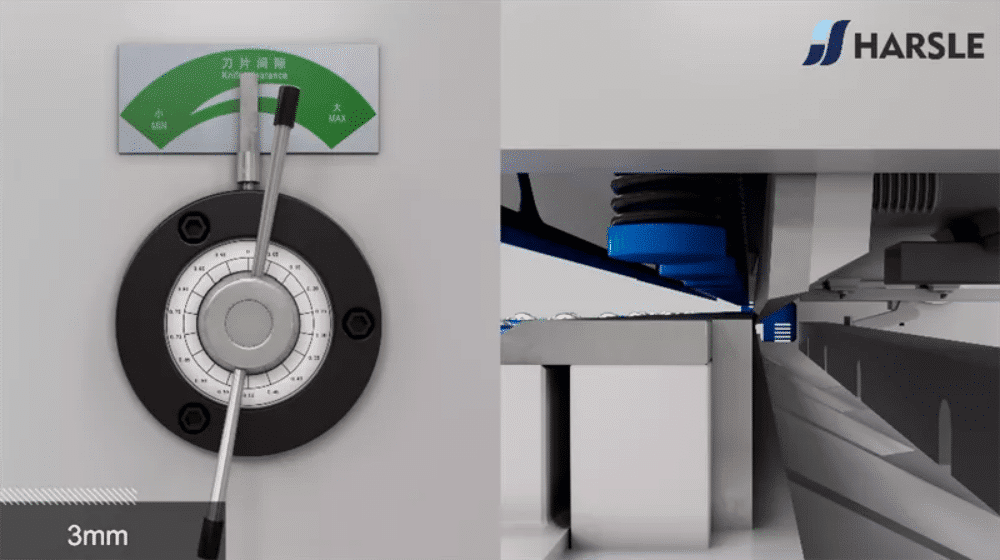
Adjust the Gap: Adjust the proper blade gap according to the parameter table. Make sure the pointers are aligned. Refer to the below table for the correct settings for your specific material and thickness.
Locking the Blade Gap with the Adjustment Bolt
The adjustment bolt plays a crucial role in setting the blade gap on a shearing machine. To lock the blade gap, turn the bolt clockwise, which brings the blades closer together, ensuring a precise and clean cut. This adjustment helps maintain cutting accuracy, reduces burrs, and extends the blade lifespan. Over-tightening may cause excessive blade wear or even damage, so always follow the manufacturer’s recommendations. Regularly inspecting and adjusting the bolt ensures consistent cutting performance and enhances the machine’s efficiency. For best results, check the gap after each material change to match the required cutting thickness.
Check Alignment: Ensure the blades are properly aligned after adjusting the gap. Misaligned blades can lead to poor cutting quality and premature blade wear. Tighten Bolts: Once you have achieved the desired blade gap, tighten the adjustment bolts securely to hold the blades in place.
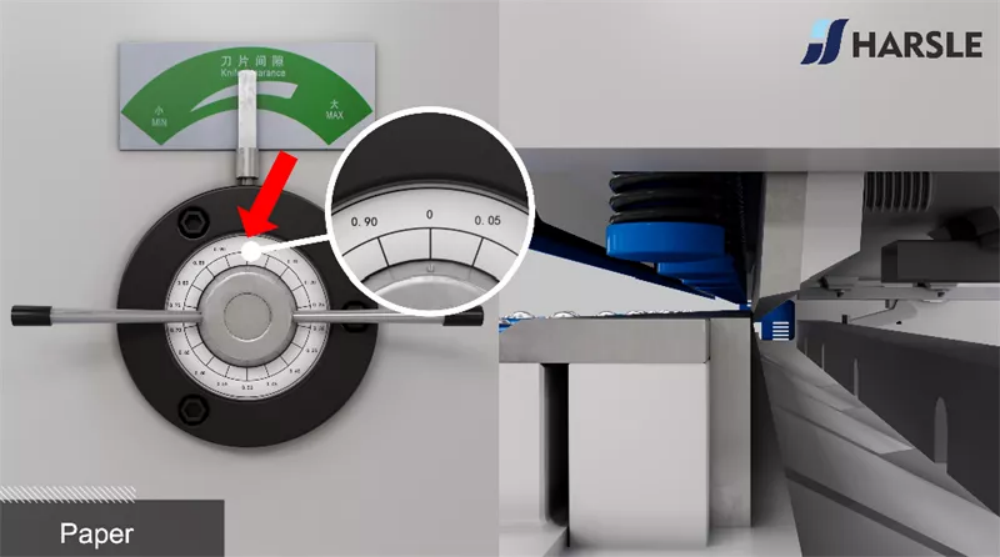
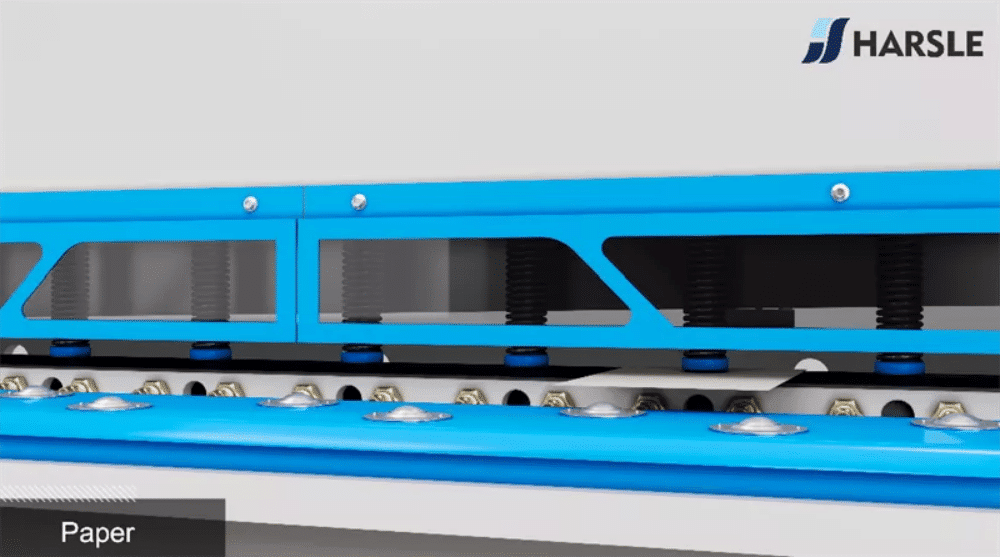
Paper Cut Test: Adjust the blade gap to 0 as described above and cut the paper for testing. If the cutting effect is not good or even can not be cut, it is necessary to adjust the front nut so as to adjust the position of the blade. Loosen the large nut in the center for fixing, adjust the small screws in front in turn, and finally fix the large nut and cut the paper again for testing. If the test cut is not satisfactory, make further adjustments as needed until the desired cutting quality is achieved.
Adjust the blade gap to 0.

Performs paper test cuts
Performing a paper test cut is a simple yet effective way to check and adjust the blade gap on a shearing machine. To do this, place a sheet of standard paper along the cutting edge and operate the machine manually. The blade should cut the paper cleanly and evenly across the entire length. If the cut is inconsistent, with some areas tearing or not cutting at all, the blade gap needs adjustment. A properly set gap ensures precise and burr-free cuts, reducing material waste and enhancing efficiency. Regular paper test cuts help maintain optimal machine performance.
Paper can’t be cut and with poor cutting quality
If your shearing machine is unable to cut paper or produces poor cutting quality, the issue likely lies in the blade gap adjustment. An incorrect blade clearance can cause tearing, rough edges, or incomplete cuts. Additionally, dull blades or improper alignment can impact cutting precision. Ensuring the blade gap matches the material thickness is crucial for achieving clean cuts. Regular maintenance, blade sharpening, and proper lubrication can also enhance performance. If the issue persists, checking the hydraulic pressure or mechanical components may help diagnose the problem. Proper adjustments and maintenance ensure smooth, precise cutting.
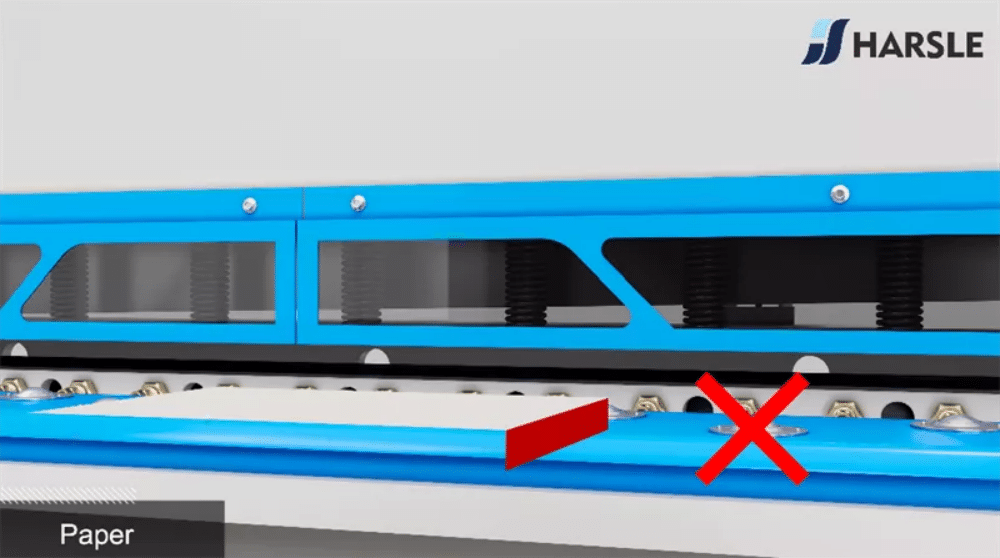
If the cut is not good, adjust it according to the following process:
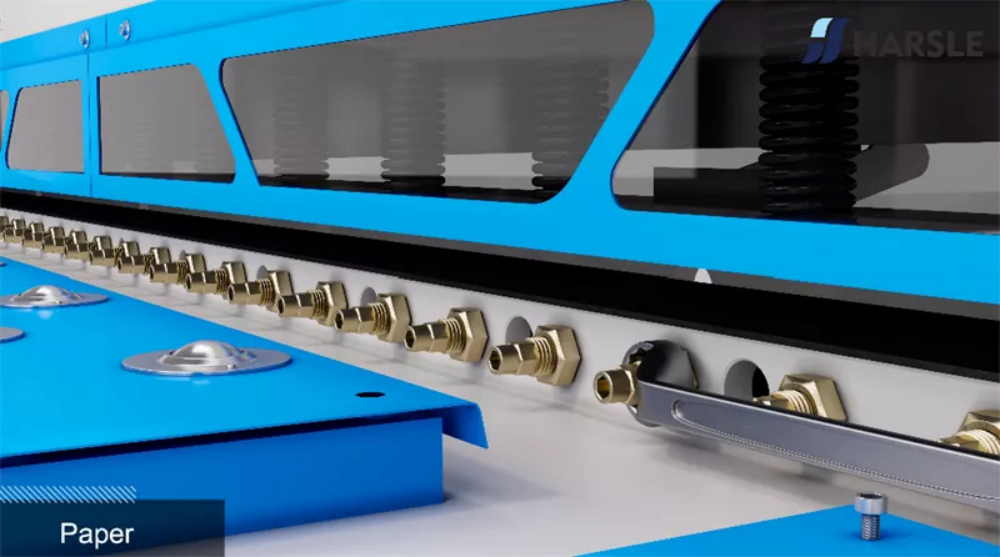
Loosening the Large Nuts for Blade Gap Adjustment
To adjust the blade gap on a shearing machine, you first need to loosen the large nuts that secure the blade in place. These nuts are designed to hold the blade firmly, preventing movement during operation. Use an appropriate wrench or spanner to gradually loosen them, ensuring you apply even force to avoid damaging the fasteners. If the nuts are too tight due to prolonged use, applying penetrating oil can help ease the process. Once loosened, you can proceed with adjusting the blade clearance to achieve the desired cutting precision before securely tightening the nuts again.

Turn the Two Front Adjusting Nuts for Precision
To accurately adjust the blade gap on a shearing machine, start by turning the two front adjusting nuts sequentially. These nuts control the clearance between the upper and lower blades, directly impacting cutting precision. Begin by loosening the locking mechanism, then gradually rotate each nut while monitoring the gap. Adjust symmetrically to ensure even pressure distribution along the blade length. Small incremental turns help achieve the desired clearance, preventing excessive force or misalignment. Once the gap is set correctly, securely tighten the locking bolts to maintain stability. Proper adjustment enhances cutting accuracy, reduces material burrs, and extends blade lifespan.

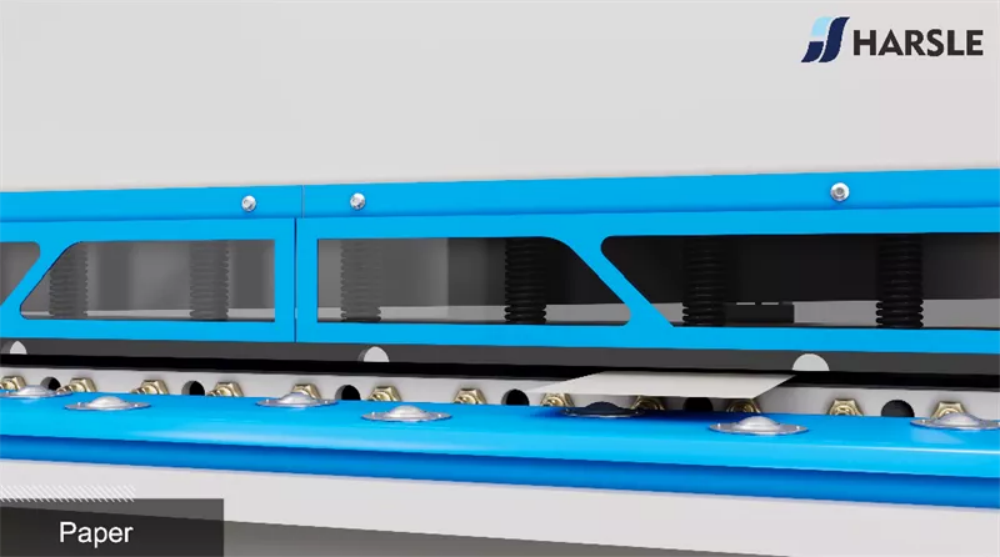
Secure the Final Fixing Nut Properly
After making the necessary blade gap adjustments, it is crucial to re-tighten the final fixing nut to ensure stability and precision in the shearing machine. This step prevents any unwanted movement or misalignment of the blades during operation, which could affect cutting accuracy and machine performance. Use the appropriate wrench or tightening tool to secure the nut firmly, ensuring it is neither too loose nor excessively tight, as over-tightening may cause mechanical strain. Double-check the fastening to guarantee a secure hold. Properly securing the fixing nut enhances the longevity, safety, and efficiency of the shearing machine.
Perform a Test Cut Again for Accuracy
After adjusting the blade gap on your shearing machine, it is essential to rerun the test cut to ensure the settings are correct. Use a sample sheet of the same material and thickness you plan to cut in production. Observe the cutting edge quality, burr formation, and overall smoothness of the cut. If the cut is not clean or requires excessive force, fine-tune the blade gap slightly. Repeat the test until you achieve a precise, burr-free cut. Regular test cuts help maintain optimal cutting performance and prolong the lifespan of your shearing machine blades.
Completion of debugging
The completion of debugging marks a crucial step in ensuring the optimal performance and accuracy of the machine. After thorough inspections and adjustments, all mechanical, electrical, and software components have been tested to confirm smooth operation. Any inconsistencies or malfunctions have been identified and resolved to guarantee precise cutting, stable performance, and operator safety. This final stage ensures that the machine is ready for full-scale production, minimizing the risk of errors and downtime. With debugging completed, users can expect high efficiency, accuracy, and reliability, making the equipment fully prepared for long-term operation.

Maintenance Records: Keep records of when the blade gap was adjusted and any settings used. Regularly scheduled maintenance and adjustments can help prolong the life of your shearing machine and ensure consistent cutting performance.
Safety Checks: Always ensure that all safety guards are in place and that the machine is in good working condition before resuming normal operation. If you’re unsure about any step or if your shearing machine has specific requirements, it’s best to consult with a qualified technician or the manufacturer for guidance. Safety should always be the top priority when working with industrial machinery.
The gap setting when cutting the pattern board is tricky, and it must be adjusted from the thickest thickness calculated from the most convex point of the pattern board instead of using the board thickness directly. Also, cutting the convex side of the pattern face down can extend the life of the tool.
In addition, the material of the plate must be considered, especially when cutting stainless steel. The cutting tool must be sharp, wear-resistant and tough. Therefore, the blade of the shearing machine should be discussed. In addition to the angle of the blade edge and other appearance design and manufacturing precision, the selected material is a key factor affecting the quality of the tool.



