Progettazione e fabbricazione di una macchina per imbutitura profonda: studio sperimentale della forza di imbutitura rispetto alla corsa di imbutitura
Nel mio viaggio attraverso la progettazione e la fabbricazione di macchine per imbutitura profondaHo acquisito preziose informazioni sulla relazione tra forza di imbutitura e corsa di imbutitura. Questo studio sperimentale ha rivelato come questi due fattori interagiscono e influenzano le prestazioni complessive del processo di imbutitura profonda. Comprendere questa relazione è fondamentale per ottimizzare la progettazione della macchina e migliorare la qualità dei prodotti stampati. Nel corso della mia esperienza, ho condotto diversi esperimenti per analizzare queste dinamiche. In questo articolo, condividerò i miei risultati sulla progettazione e la fabbricazione di una macchina per imbutitura profonda, concentrandomi sullo studio sperimentale della forza di imbutitura rispetto alla corsa di imbutitura e sulle implicazioni per un'efficace formatura dei metalli.
Astratto
Questo articolo illustra il lavoro svolto nella progettazione, fabbricazione e gestione di un modello di macchina idraulica per imbutitura profonda (DDM) economica, attualmente utilizzata nel laboratorio di processi produttivi del Dipartimento di Ingegneria Industriale (IED) dell'Università Nazionale An-Najah. La macchina viene utilizzata per condurre diversi esperimenti relativi al processo di imbutitura profonda.
Come noto, la macchina per imbutitura profonda è un processo di lavorazione della lamiera in cui un punzone disegna un foglio grezzo in una cavità dello stampo per formare parti a forma di tazza o simili a scatole [1].
Questo lavoro è stato svolto in tre fasi: la prima è stata la fase di progettazione, in cui sono stati completati tutti i calcoli di progettazione degli elementi del DDM sulla base delle specifiche del prodotto (tazza) da disegnare. La seconda è stata la fase di costruzione, in cui gli elementi del DDM sono stati fabbricati e assemblati presso le officine di ingegneria dell'università. L'ultima è stata la fase di funzionamento e sperimentazione, in cui il DDM è stato testato conducendo diversi esperimenti.
In conclusione, l'esperienza acquisita nella progettazione e costruzione di un'attrezzatura di laboratorio meccanica si è rivelata vincente in termini di ottenimento di risultati pratici in linea con quelli disponibili in letteratura, di risparmio di denaro rispetto al costo di un'attrezzatura simile acquistata e di miglioramento delle capacità degli studenti nella comprensione del processo di imbutitura profonda in particolare e dei concetti di progettazione degli elementi della macchina in generale.
Parole chiave: Imbutitura profonda, Progettazione di elementi di macchine, Progettazione di componenti, Assemblaggio e fabbricazione di macchine, Indagine sperimentale sulla forza di imbutitura e sulla corsa di imbutitura
Introduzione
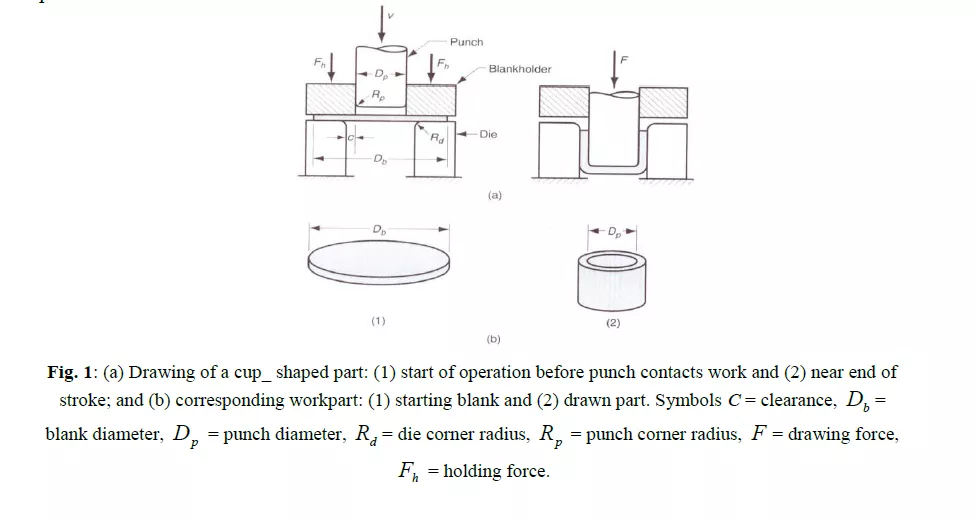
Stampaggio profondo La macchina è un processo di lavorazione della lamiera utilizzato per formare parti a forma di tazza o scatola utilizzando un punzone che trascina un foglio grezzo in una cavità dello stampo. Questo processo viene eseguito posizionando un foglio grezzo di una certa dimensione sopra l'apertura dello stampo e premendo questo foglio grezzo nella cavità dello stampo con un punzone, come mostrato in Figura 1, [1]. I prodotti tipici realizzati con questo processo sono lattine per bevande, vasche da bagno, contenitori di diverse dimensioni e forme, lavandini e pannelli per automobili.

In questo articolo viene studiata l'operazione di imbutitura di base, ovvero l'imbutitura di un pezzo a forma di tazza con parametri come mostrato in Figura 1. In questa operazione di base, un foglio grezzo circolare di diametro Db e spessore t viene posizionato sopra l'apertura di uno stampo con raggio d'angolo Rd. Quindi il foglio grezzo viene trattenuto da un premilamiera (anello di fissaggio) con una certa forza. Successivamente, un punzone di diametro Dp e raggio d'angolo Rp viene utilizzato per punzonare il foglio grezzo nella cavità dello stampo, formando così il pezzo a forma di tazza.
Inoltre, il punzone si muove a una certa velocità V e applica una certa forza verso il basso F per ottenere la deformazione del metallo, mentre il premilamiera applica una forza di tenuta Fh per evitare che il pezzo grezzo si raggrinzisca.
In realtà, questo documento presenta la progettazione e la fabbricazione di una macchina per stampaggio profondo "DDM" economica che produce un prodotto a forma di tazza pre-identificato. La DDM è ora montata e utilizzata per la sperimentazione nel laboratorio dei processi di produzione nel dipartimento di IE dell'Università di An-Najah. Il documento presenta la progettazione dettagliata degli elementi principali della DDM, tra cui il punzone e la matrice, e la fabbricazione e l'assemblaggio della DDM. Presenta inoltre il funzionamento e il collaudo della DDM attraverso la conduzione di esperimenti sulla forza di stampaggio rispetto alla corsa di stampaggio e confronta i risultati con i dati pubblicati.
Macchina per imbutitura profonda: contesto generale
Questa sezione discute alcuni concetti generali del processo di imbutitura profonda, tra cui le misure di imbutitura, la forza di imbutitura e la forza di tenuta
Misure di imbutitura profonda:
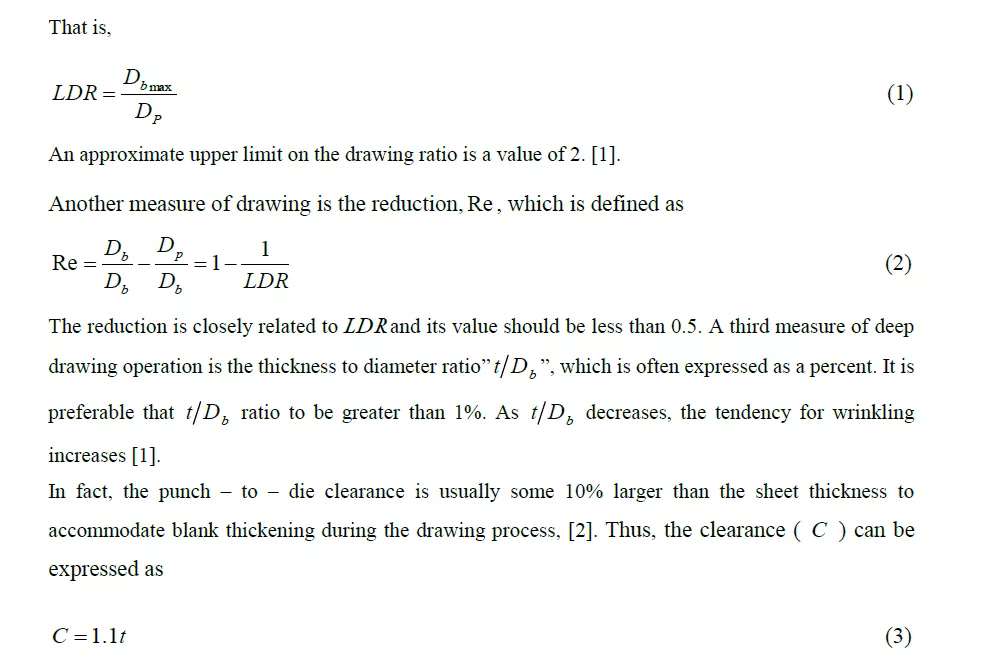
Una delle misure più importanti dell'operazione di imbutitura profonda è il rapporto limite di imbutitura LDR. Il rapporto limite di imbutitura è definito come il rapporto massimo tra il diametro della lamiera grezza e il diametro del punzone che può essere imbutito in condizioni ideali in una sola corsa senza guasti [2].
La forza di attrazione:
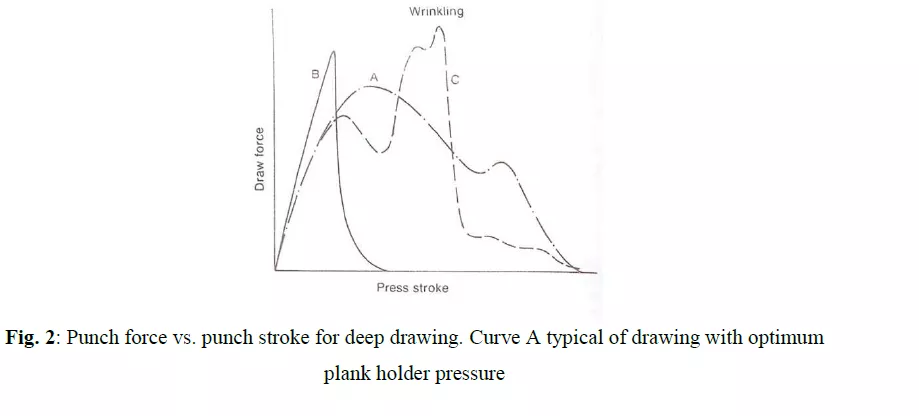
La forza nel punzone necessaria per produrre una tazza è la somma della forza di deformazione ideale, delle forze di attrito e della forza necessaria per produrre la stiratura. La Figura 2 mostra la relazione tra la forza di trazione e la corsa di trazione [2].

Forza di tenuta del pezzo grezzo:
La forza di tenuta h F gioca un ruolo importante nell'imbutitura profonda. Come approssimazione approssimativa, la pressione di tenuta può essere impostata su un valore pari a 0,015 del limite di snervamento della lamiera [1].
Quindi moltiplicando la pressione di tenuta per la porzione dell'area iniziale del pezzo grezzo che deve essere tenuta dal premilamiera, possiamo stimare la forza di tenuta (h F) come [1].

Utensili e attrezzature:
Per l'imbutitura profonda si utilizza generalmente una pressa meccanica a doppio effetto, ma vengono utilizzate anche presse idrauliche. La pressa a doppio effetto controlla il punzone e il premilamiera in modo indipendente e stampa il pezzo a velocità costante.
Poiché la forza del premilamiera controlla il flusso della lamiera all'interno dello stampo, oggi le presse sono progettate con una forza del premilamiera variabile. In queste presse, la forza del premilamiera varia in base alla corsa del punzone.
Il fattore più importante nella progettazione dello stampo è il raggio d'angolo (dR) dello stampo. Questo raggio deve avere un valore ottimale poiché il materiale viene tirato sopra di esso. Il valore del raggio ottimale dello stampo dipende dai requisiti di stampa e dal tipo di materiale da stampare. Ovviamente, minore è il raggio dello stampo, maggiore è la forza necessaria per stampare la tazza. Il raggio dello stampo può essere compreso tra quattro e otto volte lo spessore del pezzo grezzo [3]. Questo è
In pratica, si consiglia di iniziare con d R uguale a 4t e di aumentarlo se necessario.
Allo stesso modo, il raggio della punta del punzone (p R) è importante poiché modella il raggio del fondo della tazza prodotta. Se p R è troppo piccolo, il raggio del fondo della tazza potrebbe strapparsi. Potrebbe essere necessario aumentare il raggio del necessario e ridurne le dimensioni nelle successive operazioni di imbutitura. Per iniziare, si può utilizzare uno spessore del raggio pari a 4t rispetto al grezzo. [3].
Specifiche della tazza e calcoli della forza di trazione e tenuta
Il DDM è stato progettato per produrre parti a forma di tazza in un unico passaggio. Come affermato in precedenza, lo scopo della progettazione del DDM è quello di fornire al laboratorio di processi produttivi dell'Università An-Najah un apparato in grado di dimostrare il processo di imbutitura profonda e di essere utilizzato dagli studenti per eseguire alcuni esperimenti di base relativi al processo di imbutitura profonda. In realtà, per progettare un DDM adeguato, è necessario innanzitutto determinare le specifiche del prodotto (la tazza), la forza di imbutitura e la forza di tenuta.
Specifiche della tazza
Il prodotto del DDM richiesto viene scelto come una semplice tazza avente un certo diametro interno (d) e profondità (h) e da produrre utilizzando una lamiera di spessore (t).
Le dimensioni della coppa devono essere selezionate in modo tale che l'operazione di imbutitura profonda sia fattibile per produrre la coppa in un'unica passata; per misurare la fattibilità dell'operazione, l'LDR, il rapporto spessore/diametro (t/D) e la percentuale di riduzione (Re) devono soddisfare le condizioni di fattibilità menzionate nella sezione 2 di questo articolo. A tal fine, è stato deciso che lo spessore della lamiera da utilizzare per produrre la coppa è t = 1,32 pollici = 0,8 mm, quindi - in base alle raccomandazioni indicate nella sezione 2 -
Determinazione della forza di trazione e della forza di tenuta del pezzo grezzo
La coppa deve essere prodotta in ottone giallo C 26800 (65% Cu, 35%Zn) con UTS 322 MPa, S 98 MPa. y Utilizzando l'equazione (5) con Dp = 50 mm; si può calcolare la forza di trazione per produrre la coppa come F = 36,4 KN. Analogamente, dall'equazione (6) Fh = 14 KN. Pertanto la forza di trazione totale (Fd) da applicare dal DDM è uguale alla somma di F e Fh, ovvero Fd = 50,4 KN. Ai fini della progettazione degli elementi DDM; Fd deve essere moltiplicato per un fattore di carico pari a 1,6.
Progettazione degli elementi della macchina per imbutitura profonda
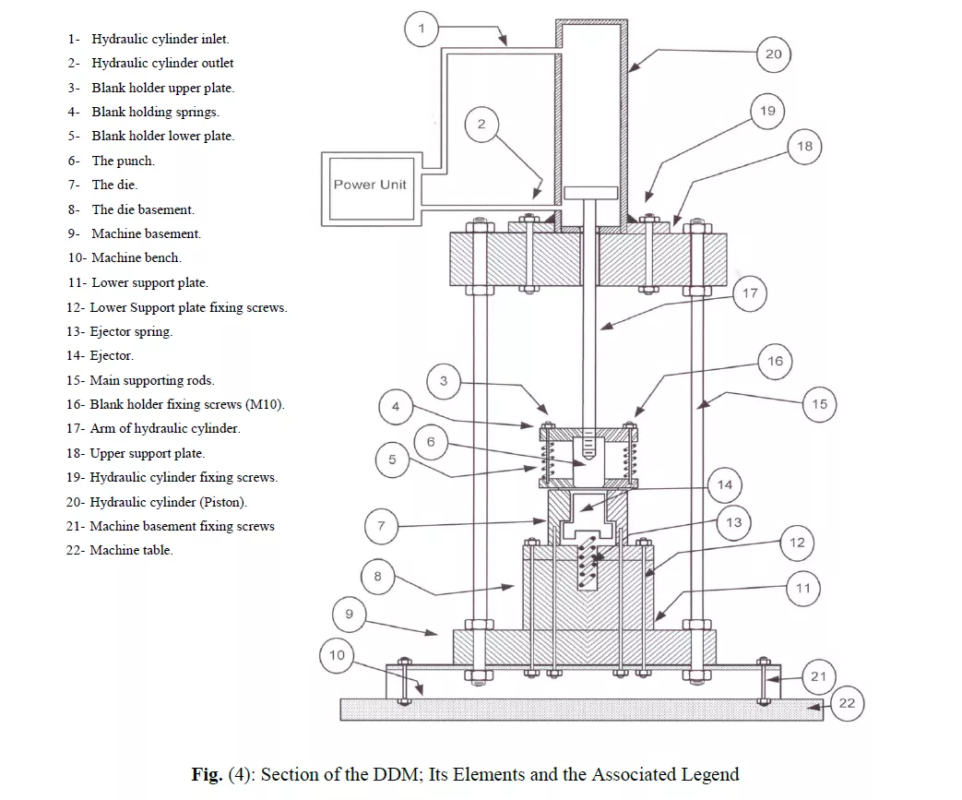
Questa sezione presenta la progettazione di alcuni elementi principali della macchina per imbutitura profonda (DDM). La Figura (4) mostra una sezione della DDM, i suoi elementi e la relativa legenda. La Figura (5) ne è una foto.
Progettazione della matrice e del punzone
Una volta determinate le specifiche della tazza come spiegato in precedenza, è possibile determinare le specifiche della matrice e del punzone utilizzati per produrre quella tazza.
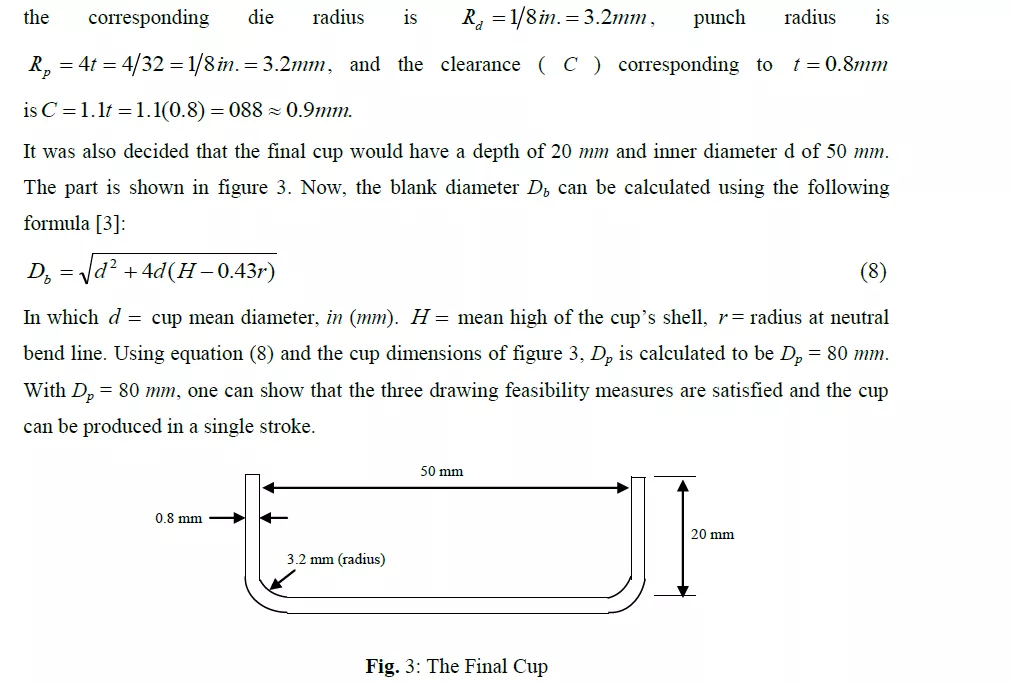
In particolare, il punzone deve avere un diametro esterno pari al diametro interno della tazza, ovvero 50 mm. Deve inoltre essere sufficientemente alto da produrre la profondità richiesta (20 mm) della tazza. Pertanto, il punzone è stato progettato per avere un diametro esterno di 50 mm, un raggio di punzone (p R) di 3,2 mm e un'altezza di 80 mm.
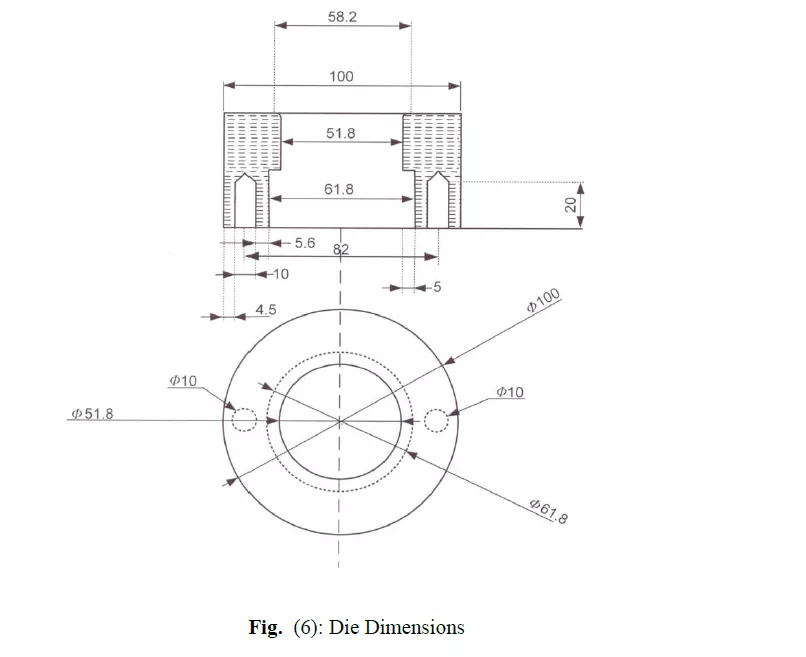
In questo processo, matrice e punzone sono le parti accoppiate; pertanto, il diametro interno della matrice sarà uguale al diametro esterno del punzone, più la compensazione del gioco tra di essi. La Figura (6) illustra le dimensioni della matrice.
Analisi di progettazione/sicurezza della piastra di supporto superiore
La piastra di supporto superiore, come suggerisce il nome, viene utilizzata per supportare il DDM sostenendo il cilindro idraulico della macchina. Pertanto, il progetto di questa piastra deve basarsi sulla forza massima fornita dall'unità idraulica, pari a 1,6 Fd = 80 kN. La Figura (7) mostra le dimensioni di questa piastra, mentre la Figura (8) ne mostra il diagramma di corpo libero. Come mostrato nella Figura (8), la parte caricata di questa piastra può essere approssimata come un supporto fisso da entrambe le estremità con un carico centrale applicato dall'unità idraulica.
Le reazioni in A e C sono le stesse e pari a 40 KN, e i momenti in A, B e C sono rispettivamente MA = 2090 Nm, MB = 2200 Nm e MC = 2090 Nm [4]. La sezione B (la campata centrale) è la sezione critica. Sotto questo carico, la massima sollecitazione normale in questa sezione è pari a 27,7 MPa. La piastra è realizzata in acciaio laminato a caldo con Sy = 170 MPa, quindi il fattore di sicurezza contro lo snervamento della piastra superiore è pari a 6.