Projeto e fabricação de uma máquina de estampagem profunda: estudo experimental da força de estampagem versus curso de estampagem
Na minha jornada através do design e fabricação de máquinas de estampagem profundaObtive insights valiosos sobre a relação entre força de estampagem e curso de estampagem. Este estudo experimental revelou como esses dois fatores interagem e influenciam o desempenho geral do processo de estampagem profunda. Compreender essa relação é crucial para otimizar o projeto da máquina e melhorar a qualidade dos produtos conformados. Ao longo da minha experiência, conduzi diversos experimentos para analisar essa dinâmica. Neste artigo, compartilharei minhas descobertas sobre o projeto e a fabricação de uma máquina de estampagem profunda, com foco no estudo experimental da força de estampagem versus curso de estampagem e as implicações para a conformação eficaz do metal.
Resumo
Este artigo representa o trabalho implementado no projeto, fabricação e operação de um modelo de uma máquina de estampagem profunda hidráulica (DDM) de baixo custo, atualmente utilizada no laboratório de processos de fabricação do Departamento de Engenharia Industrial (IED) da Universidade Nacional de An-Najah. A máquina está sendo utilizada na condução de diferentes experimentos relacionados ao processo de estampagem profunda.
Como se sabe, a máquina de estampagem profunda é um processo de trabalho de chapa metálica no qual um punção puxa uma folha em branco para dentro de uma cavidade de matriz para formar peças em forma de copo ou caixa [1].
Este trabalho foi realizado em três etapas: a primeira foi a fase de projeto, na qual todos os cálculos dos elementos DDM foram concluídos com base nas especificações do produto (copo) a ser desenhado. A segunda foi a fase de construção, na qual os elementos DDM foram fabricados e montados nas oficinas de engenharia da universidade. A última foi a fase de operação e experimentação, na qual o DDM foi testado por meio da realização de diferentes experimentos.
Concluindo, a experiência adquirida no projeto e na construção de um equipamento de laboratório mecânico foi considerada bem-sucedida em termos de obtenção de resultados práticos que concordam com aqueles disponíveis na literatura, economizando dinheiro em relação ao custo de um equipamento similar adquirido, bem como aprimorando as habilidades dos alunos na compreensão do processo de estampagem profunda em particular e dos conceitos de projeto de elementos de máquinas em geral.
Palavras-chave: Estampagem profunda, Projeto de elementos de máquina, Projeto de Dei, Montagem e fabricação de máquinas, Investigação experimental de força de estiramento e curso de estiramento
Introdução
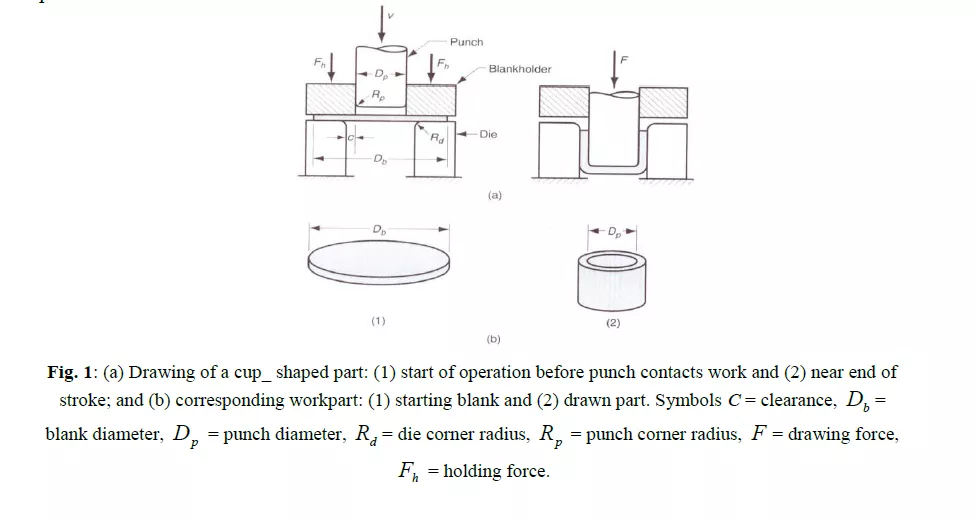
Estampagem profunda Máquina é um processo de usinagem de chapas metálicas usado para moldar peças em formato de copo ou caixa, utilizando um punção que injeta uma chapa bruta na cavidade da matriz. Esse processo é realizado colocando uma chapa bruta de determinado tamanho sobre a abertura da matriz e pressionando-a contra a cavidade da matriz com um punção, conforme mostrado na Figura 1, [1]. Produtos típicos fabricados por esse processo são latas de bebidas, banheiras, recipientes de diferentes tamanhos e formatos, pias e painéis de automóveis.

Neste artigo, estuda-se a operação básica de estampagem, que consiste na estampagem de uma peça em formato de copo com parâmetros como os mostrados na Figura 1. Nesta operação básica, uma chapa circular em bruto de diâmetro Db e espessura t é colocada sobre a abertura da matriz de uma matriz com raio de canto Rd. Em seguida, a chapa em bruto é fixada por um suporte de chapa (anel de fixação) com uma determinada força. Em seguida, um punção de diâmetro Dp e raio de canto Rp é utilizado para puncionar a chapa em bruto na cavidade da matriz, formando assim a peça em formato de copo.
Além disso, o punção se move a uma certa velocidade V e aplica uma certa força descendente F para conseguir a deformação do metal, enquanto o suporte da peça bruta aplica uma força de retenção Fh para evitar o enrugamento da peça bruta.
Na verdade, este artigo apresenta o projeto e a fabricação de uma máquina de estampagem profunda "DDM" barata que produz produtos pré-identificados em formato de copo. A DDM agora está montada e sendo usada para experimentação no Laboratório de Processos de Fabricação no departamento de IE da Universidade An-Najah. O artigo apresenta o projeto detalhado dos principais elementos da DDM, incluindo o punção e a matriz, e a fabricação e montagem da DDM. Também apresenta a operação e os testes da DDM por meio da realização de experimentos sobre força de estampagem versus curso de estampagem e compara os resultados com dados publicados.
Máquina de estampagem profunda: Contexto geral
Esta seção discute alguns conceitos gerais do processo de estampagem profunda, incluindo as medidas de estampagem, força de estampagem e força de retenção
Medidas de estampagem profunda:
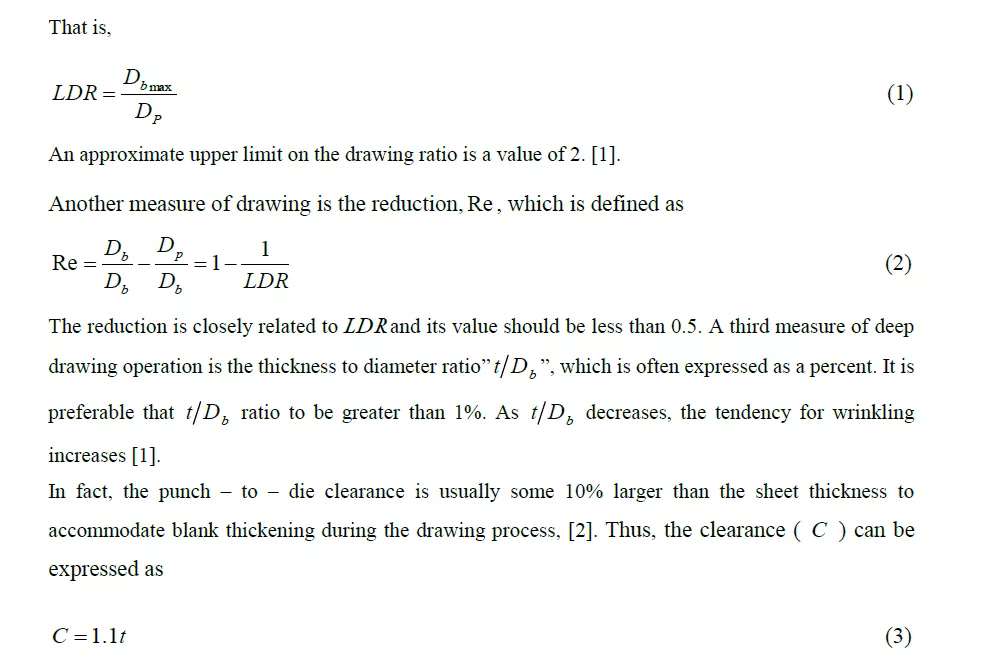
Uma das medidas mais importantes da operação de estampagem profunda é a razão limite de estampagem (LDR). A razão limite de estampagem é definida como a razão máxima entre o diâmetro da chapa em branco e o diâmetro do punção que pode ser estampada em condições ideais em um único golpe sem falha [2].
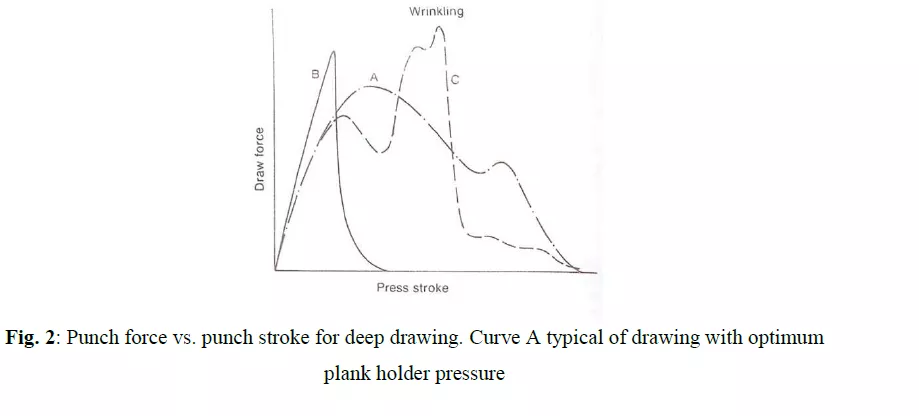
A Força de Desenho:
A força no punção necessária para produzir um copo é a soma da força de deformação ideal, das forças de atrito e da força necessária para produzir a engomagem. A Figura 2 mostra a relação entre a força de estiramento e o curso de estiramento [2].

Força de retenção em branco:
A força de retenção h F desempenha um papel importante na estampagem profunda. Como aproximação, a pressão de retenção pode ser definida como um valor igual a 0,015 do limite de escoamento da chapa metálica [1].
Assim, multiplicando a pressão de retenção pela porção da área inicial do blank que deve ser segurada pelo suporte do blank, podemos estimar a força de retenção ( h F ) como [1].

Ferramentas e equipamentos:
Uma prensa mecânica de dupla ação é geralmente usada para estampagem profunda, mas prensas hidráulicas também são utilizadas. A prensa de dupla ação controla o punção e o suporte da peça de forma independente, moldando a peça a uma velocidade constante.
Como a força do suporte da chapa controla o fluxo da chapa metálica dentro da matriz, as prensas foram projetadas com força variável no suporte da chapa. Nessas prensas, a força do suporte da chapa varia com o curso do punção.
O fator mais importante no projeto da matriz é o raio de canto ( d R ) da matriz. Este raio deve ter um valor ótimo, pois o material é puxado sobre ele. O valor do raio ótimo da matriz depende da necessidade de impressão e do tipo de material a ser estampado. Obviamente, quanto menor o raio da matriz, maior a força necessária para estampar o copo. O raio da matriz pode ser entre quatro a oito vezes a espessura da peça bruta [3]. Ou seja,
Na prática, recomenda-se começar com d R igual a 4t e aumentá-lo se necessário.
Da mesma forma, o raio da ponta do punção (p R) é importante, pois molda o raio da base do copo produzido. Se p R for muito pequeno, o raio da base do copo pode rasgar. Pode ser necessário aumentar o raio mais do que o necessário e reduzir seu tamanho em operações de trefilação subsequentes. Como ponto de partida, pode ser usada uma espessura de raio de 4t até a peça bruta. [3].
Especificações do copo e cálculos de força de tração e retenção
O DDM foi projetado para produzir peças em formato de copo em um único golpe. Como mencionado anteriormente, o objetivo do projeto do DDM é fornecer ao laboratório de processos de fabricação da Universidade An-Najah um aparelho que possa demonstrar o processo de estampagem profunda e também ser usado por alunos para realizar alguns experimentos básicos relacionados ao processo. Na verdade, para projetar um DDM adequado, é necessário primeiro determinar as especificações do produto (o copo), a força de estampagem e a força de retenção.
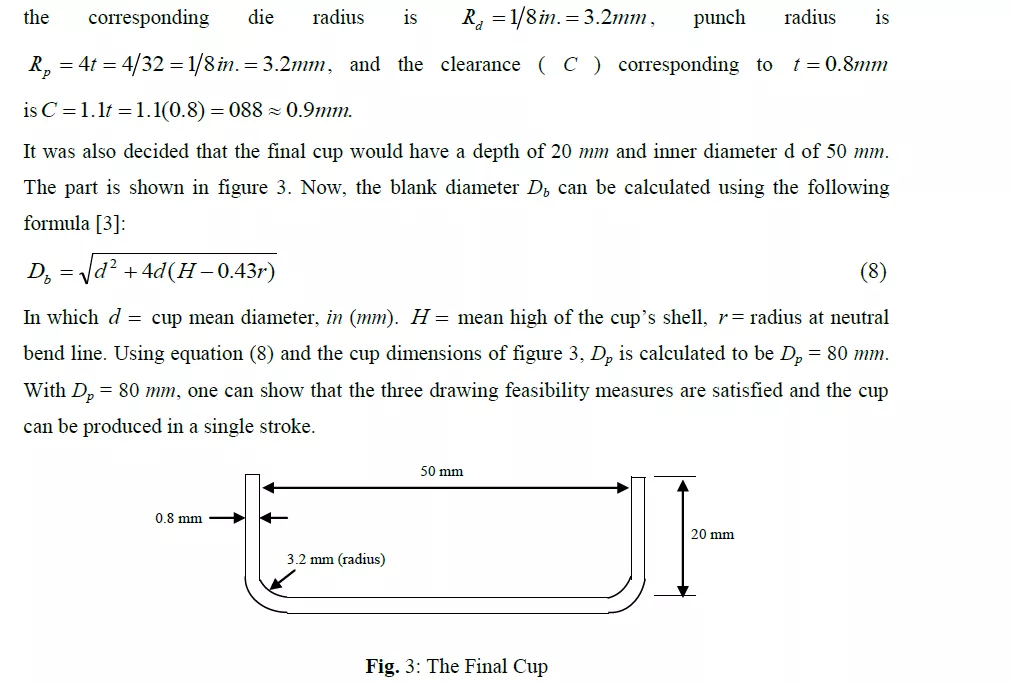
Especificações do copo
O produto do DDM necessário é escolhido para ser um copo simples com um certo diâmetro interno (d) e profundidade (h) e para ser produzido usando uma chapa de metal de espessura (t).
As dimensões do copo devem ser selecionadas de forma que a operação de estampagem profunda seja viável para produzir o copo em um único golpe; para medir a viabilidade da operação, o LDR, a relação espessura-diâmetro (t/D) e a porcentagem de redução (Re) devem satisfazer as condições de viabilidade mencionadas na seção 2 deste artigo. Para tanto, decidiu-se que a espessura da chapa metálica a ser utilizada na produção do copo é t = 1 32 pol. = 0,8 mm, portanto, com base nas recomendações apresentadas na seção 2.
Determinação da força de tração e da força de retenção em branco
O copo deve ser produzido em latão amarelo C 26800 (65% Cu, 35%Zn) com UTS 322MPa, S 98MPa. y = = Usando a equação (5) com Dp = 50 mm; pode-se calcular a força de estiramento para produzir o copo como F = 36,4 KN. Similarmente, a partir da equação (6) Fh = 14 KN. Portanto, a força de estiramento total (Fd) a ser aplicada pelo DDM é igual à soma de F e Fh, ou seja, Fd = 50,4 KN. Para fins de projeto de elementos DDM; o Fd deve ser multiplicado por um fator de carga igual a 1,6.
Projeto dos elementos da máquina de estampagem profunda
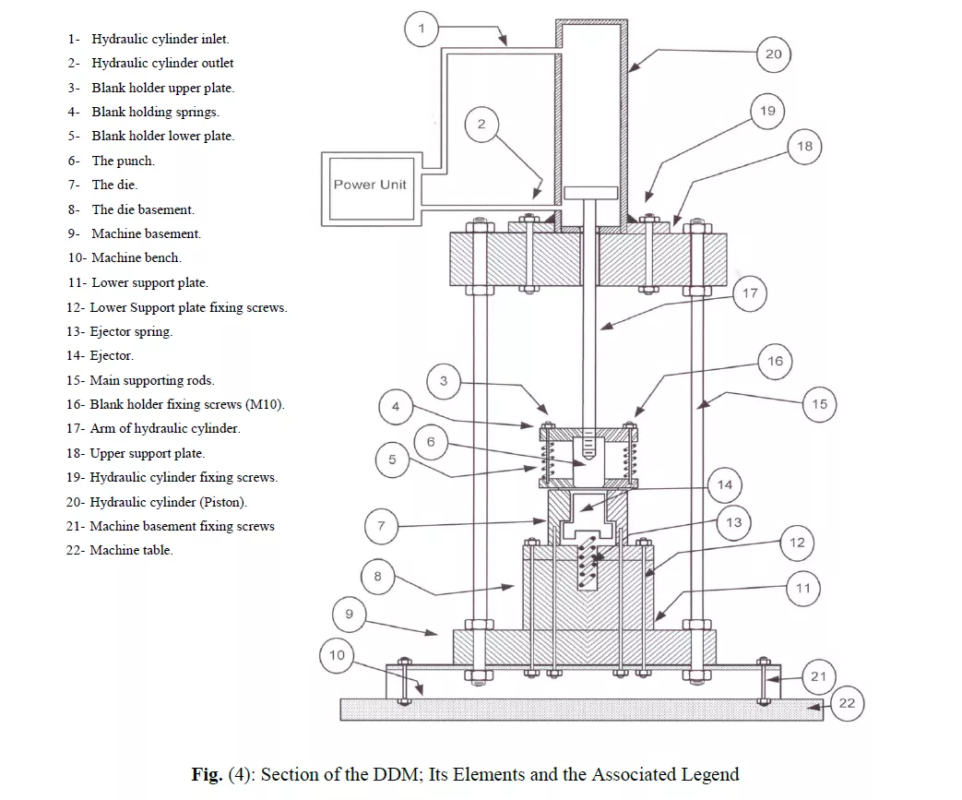
Esta seção apresenta o projeto de elementos principais selecionados da máquina de estampagem profunda (DDM). A Figura (4) mostra uma seção da DDM, seus elementos e a legenda associada. A Figura (5) é sua foto.
Design da matriz e do punção
Depois que as especificações do copo forem determinadas conforme explicado anteriormente, é possível determinar as especificações da matriz e do punção que serão usados para produzir o copo.
Ou seja, o punção deve ter um diâmetro externo igual ao diâmetro interno do copo, ou seja, 50 mm. Ele também deve ser alto o suficiente para produzir a profundidade necessária (20 mm) do copo. Portanto, o punção foi projetado para ter um diâmetro externo de 50 mm, raio de punção (p R) de 3,2 mm e altura de 80 mm.
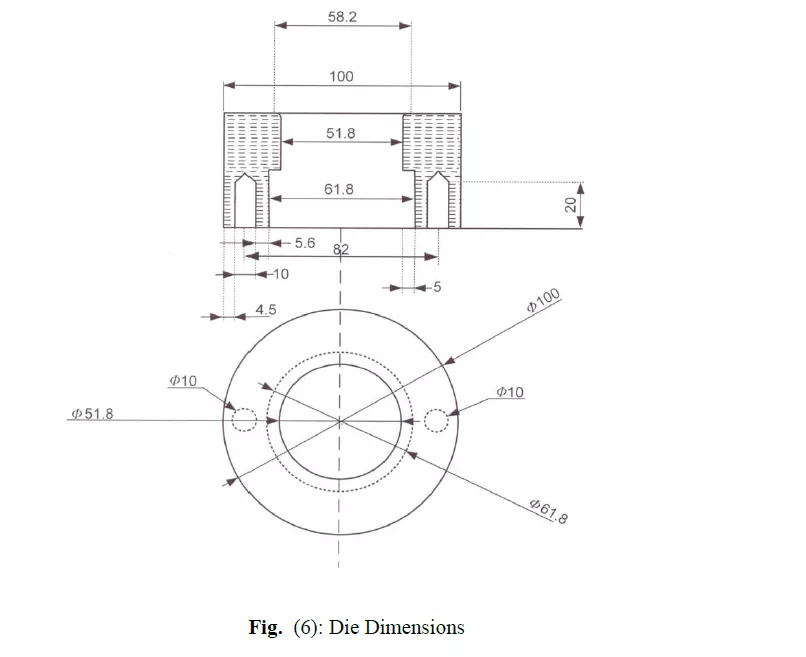
A matriz e o punção são as peças correspondentes neste processo; portanto, o diâmetro interno da matriz será igual ao diâmetro externo do punção, acrescido da compensação da folga entre eles. A Figura (6) ilustra as dimensões da matriz.
Projeto/Análise de Segurança da Placa de Suporte Superior
A placa de suporte superior, como o próprio nome indica, é usada para sustentar o DDM, segurando o cilindro hidráulico da máquina. Portanto, o projeto desta placa deve ser baseado na força máxima fornecida pela unidade hidráulica, que é igual a 1,6 Fd = 80 KN. A Figura (7) mostra as dimensões desta placa, enquanto a Figura (8) é o diagrama de corpo livre da placa. Como mostrado na Figura (8), a parte carregada desta placa pode ser aproximada como um suporte fixo em ambas as extremidades com uma carga central aplicada pela unidade hidráulica.
As reações em A e C são iguais e iguais a 40 KN, e os momentos em A, B e C são iguais a MA = 2090 Nm, MB = 2200 Nm e MC = 2090 Nm, respectivamente [4]. A seção B (o vão médio) é a seção crítica. Sob esta carga, a tensão normal máxima nesta seção é igual a 27,7 MPa. A placa é feita de aço laminado a quente com Sy = 170 MPa. Portanto, o fator de segurança contra escoamento da placa superior é igual a 6.