








У вас возникли проблемы с сигнализацией серии ET на вашем автомобиле? Полностью электрический гибочный станок с сервоприводомВы обратились по адресу. В этой статье я расскажу вам, как быстро устранить неполадки в работе сигнализации серии ET, обеспечив бесперебойную и эффективную работу. Проблемы с сигнализацией серии ET могут возникнуть часто, но при правильном подходе вы сможете быстро решить их и вернуться к оптимальной работе. Независимо от того, являетесь ли вы новичком в этой системе или хотите оптимизировать процесс устранения неполадок, это руководство предоставит вам основные шаги для эффективного решения проблем с сигнализацией.
Шаг 1: Доступ к серии ET Интерфейс сигнализации
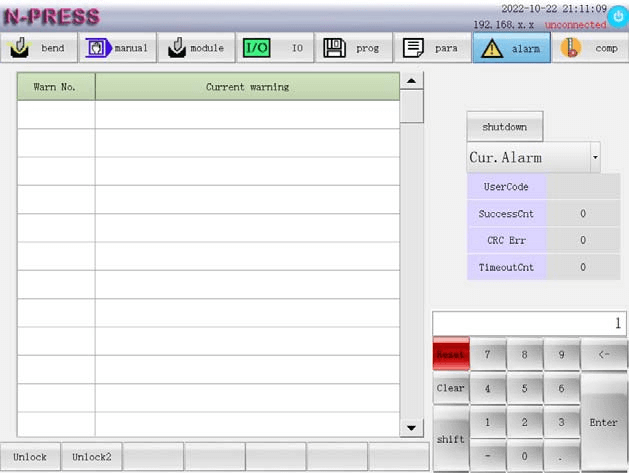
Нажмите на ‘тревога‘Функциональная клавиша для доступа к интерфейсу и просмотра всех сведений о тревогах серии ET. Этот интерфейс обеспечивает комплексное отображение текущих тревог, записей тревог и других важных статистических данных, таких как время успешного прохождения, количество ошибок проверки и время ожидания.
Анализ записей тревог
Изучите частоту и тип возникающих тревог, просматривая предыдущие записи. Обратите особое внимание на количество ошибок проверки тревог серии ET и проблем с тайм-аутом, поскольку они указывают на скрытые проблемы связи с модулем ввода-вывода.
- Время успеха: Отражает количество успешных сеансов связи между системой и модулем ввода-вывода, указывая на общее состояние связи системы.
- Ошибки проверки: Отображает количество ошибок проверки при передаче данных между системой и модулем ввода-вывода. Большое количество ошибок может указывать на проблемы с целостностью данных, требующие немедленного внимания.
- Время ожидания: Показывает количество ошибок коммуникационного соединения между системой и модулем ввода-вывода, сигнализируя о потенциальных сбоях в передаче данных, которые могут повлиять на работу машины.
Шаг 2: Интерпретация серии ET Тревога Статус
Для эффективной работы с сигнализацией серии ET сначала проверьте информацию о ней на наличие кодов ошибок (ERRxxx) и предупреждений (ALMxxx). Последние сигналы тревоги отображаются в виде:‘Текущий будильник‘Следуйте инструкциям по устранению неполадок и нажмите клавишу сброса, чтобы сбросить сигнал тревоги и восстановить нормальную работу системы.
В случае сбоя системы ЧПУ будут отображаться до пяти текущих сигналов тревоги. Запишите код предупреждения и выполните рекомендуемые действия или, при необходимости, обратитесь к специалистам по техническому обслуживанию.
Выполнив эти шаги, вы сможете быстро устранить неполадки в работе сигнализации серии ET, сократив время простоя и повысив производительность.
Шаг 3: Разрешение серии ET Проблемы с сигнализацией
Сигнализация серии ET-Код ошибки
ERR001: Сигнализация световой завесы безопасности
Причина: При направлении оси Y вниз тело человека или другие предметы попадают в зону световой завесы.
Уход: Проверьте, нет ли кого-нибудь в зоне световой завесы или исправна ли защитная решетка.
ERR002: Отклонение положения осей Y1 и Y2
(Сигнал тревоги будет выдан при его возникновении в ручном режиме, а сигнал тревоги будет выдан при его возникновении при изгибе.)
Причина: Отклонение абсолютного значения координат осей Y1 и Y2 превышает максимальное заданное значение отклонения оси Y.
Уход: Сначала проверьте, не выходит ли погрешность положения осей Y1 и Y2 за пределы допуска. Затем проверьте исправность линейного энкодера. Наконец, проверьте, нет ли неисправностей в механической передаче и не слишком ли мало допустимое значение отклонения положения для системных параметров Y1 и Y2.
ERR003: Сигнализация превышения максимально допустимого давления станка
Причина: Выбрана неправильная форма или материал.
Уход:
- Проверьте выбор формы и материала:
- Убедитесь, что форма и материал выбраны правильно.
- Проверьте давление изгиба:
- Проверьте, не слишком ли велико изгибающее давление в программе, синтезе и программном интерфейсе.
- Оценка давления:
- Если отображаемое давление превышает допустимый предел станка:
- Замените форму или материал.
- Если отображаемое давление находится в допустимом диапазоне:
- Проверьте правильность установки высоты верхнего и нижнего штампа.
- Если отображаемое давление превышает допустимый предел станка:
ERR004: Сигнализация превышения допустимого давления пресс-формы
Причина: Неправильно выбрана форма или материал.
Уход:
- Проверьте правильность выбора формы и материала.
- Проверьте, не слишком ли велико изгибающее давление в программе, синтезе и программном интерфейсе.
- Если отображаемое давление превышает допустимое давление формы, замените форму или материал.
- Если отображаемое давление находится в допустимом диапазоне формы, убедитесь, что верхняя и нижняя высоты формы установлены правильно.
ERR005: Превышен предел давления для изгиба
Причина: Неправильно выбрана форма или материал.
Уход:
- Проверьте правильность выбора формы и материала.
- Проверьте, не слишком ли велико изгибающее давление в программе, синтезе и программном интерфейсе.
- Если отображаемое давление превышает допустимое давление формы, замените форму или материал.
- Если отображаемое давление находится в допустимом диапазоне формы, убедитесь, что верхняя и нижняя высоты формы установлены правильно.
ERR006: Истекло время ожидания связи при обнаружении давления
Причина: Истекло время ожидания связи между системой и платой ввода-вывода.
Уход: Проверьте правильность настроек типа платы ввода-вывода и правильность подключения линии связи 485.
ERR007: Ошибка канала обнаружения давления
Причина: Аналоговое значение слишком низкое.
Уход: Подтвердите правильность подключения аналоговой сигнальной линии.
ERR008–ERR12: Сверхположительный предел по оси X–Z2
(При изгибе сработает сигнализация; при переходе в ручной режим сработает сигнализация)
Причина: Во время гибки срабатывает положительный концевой выключатель каждой оси.
Уход:
- Проверьте, вошла ли каждая ось в зону положительного концевого выключателя.
- Проверьте исправность положительного концевого выключателя каждой оси.
- Используйте интерфейс ручного управления для вывода каждой оси из зоны действия концевого выключателя.
ERR013–ERR017: ось X–Z1 превышает отрицательный предел
(Сигнал тревоги будет подаваться при изгибе и поиске нулевой точки; сигнал тревоги будет подаваться при активации ручного режима)
Причина: во время гибки срабатывает отрицательный концевой выключатель каждого вала.
Уход:
- Переместите каждую ось в интерфейсе ручного управления, чтобы выйти из области концевого выключателя.
- Проверьте, входит ли каждый вал в зону отрицательного концевого выключателя.
- Проверьте исправность отрицательного концевого выключателя каждого вала.
ERR018–ERR022: Суперположительный мягкий предел по оси X–Z2
Причина: Координата машины каждой оси превышает положительное положение мягкого предела, заданное системным параметром.
Уход: Проверьте, соответствует ли положительное положение мягкого предела каждой оси, заданное системным параметром.
ERR023–ERR027: Ось X–Z1 превышает отрицательный мягкий предел
Причина: Координата машины каждой оси превышает отрицательное положение мягкого предела, заданное системным параметром.
Уход: Проверьте, является ли правильным отрицательное положение мягкого предела каждой оси, заданное системным параметром.
ERR028: Сигнализация о просроченном сроке службы станка
Причина: Станок просрочен.
Уход: Пожалуйста, свяжитесь с поставщиком.
ERR029–ERR034: Сигнализация сервопривода каждой оси
Причина: Сервопривод соответствующей оси выдает сигнал тревоги или происходит сбой в соединении сервопривода.
Уход: Проверьте причину тревоги сервопривода или проверьте соединительный кабель между системой и сервоприводом.
ERR035–ERR040: Сигнализация энкодера каждого вала
Причина: Неверный сигнал энкодера соответствующего вала.
Уход: Проверьте сигнальную проводку, связанную с энкодером, соединительного кабеля между системой и сервоприводом.
ERR041–ERR046: Сигнализация неисправности сервопривода в режиме отсутствия движения по каждой оси
Причина: Если соответствующая ось не получает команду на движение, она обнаруживает, что возвращенные координаты ненормальны.
Уход: Проверьте соединительный кабель энкодера.
ERR047–ERR052: Сигнализация неисправности сервопривода в режиме движения каждой оси
Причина: Сигнализация отслеживания положения каждой оси.
Уход: Проверьте, не слишком ли мало допустимое значение погрешности отслеживания положения.
ERR053: Сигнализация сбоя питания
Причина: Обнаружено, что напряжение питания системы слишком низкое.
Уход: Проверьте, нормально ли подается электропитание.
ERR054: Системная тревога
Причина: Внутреннее исключение системы.
Уход: Пожалуйста, свяжитесь с поставщиком.
ERR055: Сигнал аварийной остановки
Причина: Обнаружено, что нажата клавиша аварийной остановки.
Уход: Проверьте, нажата ли клавиша аварийной остановки.
ERR056: Превышение предела крутящего момента
Причина: Превышен максимальный крутящий момент двигателя.
Уход: Проверьте, не слишком ли велики значения скорости или ускорения по оси Y.
ERR057: Расстояние между Z1 и Z2 слишком мало
Причина: Ось z ручного управления движением в режиме ручного управления превышает безопасное расстояние системного параметра 603: z1z2.
Уход: Проверьте правильность установленных системных параметров.
ERR059: Просроченное предупреждение
Причина: Время использования системы составляет менее 2 дней.
Уход: Обратитесь к поставщику.
ERR060: Задняя передача 2 превышает отрицательный мягкий предел
Причина: При использовании задней передачи 2 координата станка по оси x превышает отрицательное мягкое предельное положение оси x, заданное системным параметром.
Уход: Проверьте, правильно ли выбрана задняя передача.
ERR061: Сигнализация защитной двери
Причина: Во время использования была открыта защитная дверца.
Уход: Проверьте, закрыта ли защитная дверца.
ERR062: Сигнализация кондиционера
Причина: Выход из строя кондиционера.
Уход: Проверьте кондиционер.
ERR063: Истекло время ожидания компенсации отклонения
Причина: Компенсация прогиба не может быть выполнена в течение длительного времени.
Уход: Проверьте, не слишком ли мала точность компенсации прогиба.
ERR064: Ошибка направления компенсации отклонения
Причина: Ошибка направления вращения двигателя компенсации прогиба.
Уход: Проверьте правильность подключения двигателя компенсации прогиба.
ERR065: Сигнал аварийной остановки 1
Причина: Входной сигнал аварийной остановки 1 действителен.
Уход: Проверьте входной сигнал аварийной остановки 1.
Сигнализация серии ET-Код тревоги
ALM001-ALM006 Не удалось найти начало координат по оси X-Z2
Причина: Система не обнаруживает исходный сигнал соответствующей оси во время поиска, или исходная координата соответствующей оси установлена неверно.
Уход: Проверьте, меньше ли одного шага расстояние поиска третьего участка соответствующей оси в параметрах системы. Также проверьте начальные координаты соответствующей оси.
ALM007-ALM011 Ось X-Z2 Супер положительный жесткий предел
Причина: Положительный концевой выключатель соответствующего вала срабатывает в ручном режиме.
Уход: Проверьте, входит ли соответствующий вал в зону действия положительного концевого выключателя или вышел ли из строя положительный концевой выключатель вала. Переместите соответствующую ось в интерфейсе ручного управления, чтобы выйти из зоны действия концевого выключателя.
ALM012-ALM016 Ось X-Z1 Суперотрицательный жесткий предел
Причина: Отрицательный концевой выключатель соответствующего вала срабатывает в ручном режиме.
Уход: Проверьте, входит ли соответствующий вал в зону действия отрицательного концевого выключателя или же отрицательный концевой выключатель вала вышел из строя. Переместите соответствующую ось в интерфейсе ручного управления, чтобы выйти из зоны действия концевого выключателя.
ALM017-ALM021 Суперположительный мягкий предел осей X-Z2
Причина: Мягкое ограничение перемещения соответствующего вала вперед активируется в ручном режиме.
Уход: Переместите соответствующую ось в интерфейсе ручного управления, чтобы выйти из режима мягкого ограничения, и проверьте правильность настройки мягкого ограничения в параметрах системы.
ALM022-ALM026 Ось X-Z1 выше отрицательного мягкого предела
Причина: Соответствующий отрицательный мягкий предел оси срабатывает в ручном режиме.
Уход: Переместите соответствующую ось в интерфейсе ручного управления, чтобы выйти из режима мягкого ограничения, и проверьте правильность настройки мягкого ограничения в параметрах системы.
ALM027 Отклонение положения осей Y1 и Y2 превышает предел
Причина: Отклонение абсолютного значения координат осей Y1 и Y2 превышает максимальное заданное значение отклонения оси Y в ручном режиме.
Уход: Проверьте, не выходит ли погрешность положения осей Y1 и Y2 за пределы допуска; проверьте исправность линейного энкодера; проверьте механическую передачу на наличие неисправностей. Переместите Y1 и Y2 в направлении, уменьшающем отклонение положения осей.
ALM028-ALM033 Отклонение нулевого положения оси X-Z2 превышает предел
Причина: В режиме опорной точки значение координаты машины соответствующей оси после поиска начала координат существенно отличается от значения, записанного в системных параметрах 260-263608-609.
Уход: Проверьте правильность настройки системных параметров 260-263608-609.
ALM034 Предупреждение о смазочном насосе
Причина: Выходное давление смазочного насоса недостаточно.
Уход: Проверьте, не закончилась ли смазка. Если да, добавьте противозадирную литиевую смазку № 00. Если нет, проверьте исправность смазочного насоса, наличие утечек в смазочной трубке и правильность подключения сигнальной линии смазочного насоса.
Инструмент ALM035 не зажат
Причина: Сигнал зажима гидравлического держателя инструмента не обнаружен.
Уход: Проверьте правильность проводки сигнала зажима держателя гидравлического инструмента.
ALM036 ZLZ2 Слишком маленькое расстояние
Причина: Ось z в режиме ручного управления превышает безопасное расстояние системного параметра 603: z1z2.
Уход: Проверьте правильность установленных системных параметров.
ALM037 Предупреждение о световой завесе безопасности
Причина: Сигнал световой завесы распознан как действительный.
Уход: Проверьте, не заблокирована ли световая завеса.
ALM038 Предупреждение о просроченном сроке
Причина: Время использования системы составляет менее 2 дней.
Уход: Обратитесь к поставщику.
Положительный предел компенсации прогиба ALM039
Причина: Механизм компенсации прогиба превышает положительный предел.
Уход: Проверьте направление движения механизма компенсации прогиба и правильность подключения предельного сигнала.
ALM040 Отрицательный предел компенсации прогиба
Причина: Механизм компенсации прогиба превышает отрицательный предел.
Уход: Проверьте направление движения механизма компенсации прогиба и правильность подключения предельного сигнала.
ALM041 Компенсация отклонения
Причина: Оперативное устранение прогиба.
Уход: Проверьте, не слишком ли мала точность компенсации прогиба.
ALM042 Наклон оси Y
Причина: Входной сигнал наклона оси Y действителен.
Уход: Проверьте параллельность Y1Y2 и правильность настройки исходной точки.
Часто задаваемые вопросы (FAQ)
Какие действия мне следует предпринять, если на моем гибочном станке сработала сигнализация серии ET Mold Alarm?
Сначала проверьте наличие физических препятствий в зоне пресс-формы. Убедитесь, что все компоненты правильно выровнены и закреплены. Если проблема не устранена, ознакомьтесь с кодами тревог, связанными с проблемами пресс-формы, в руководстве к машине или обратитесь в службу технической поддержки за дополнительной помощью.
Могут ли обновления программного обеспечения помочь свести к минимуму возникновение тревог по поводу плесени серии ET?
Да, регулярное обновление программного обеспечения гибочного станка может помочь устранить известные проблемы и повысить стабильность системы, снижая вероятность возникновения сигналов тревоги, связанных с пресс-формой.
Заключение
В заключение, для быстрого устранения неисправностей системы сигнализации для пресс-форм серии ET необходимо понимать ключевые этапы для эффективного выявления и устранения распространённых проблем. Следуя описанным процедурам, таким как проверка соединений, калибровка системы и надлежащее обслуживание, вы сможете минимизировать сбои и поддерживать производительность.
Для дальнейшая помощь Для получения более подробной информации свяжитесь с нашей командой. Мы готовы предоставить вам экспертные консультации и дополнительные ресурсы для повышения эффективности работы с нашими продуктами. Кроме того, ознакомьтесь с нашей другой документацией, чтобы узнать больше о техническом обслуживании и оптимизации вашего гибочного станка.



