








Неравномерная глубина гибки на листогибочном прессе — распространенная проблема, с которой я сталкиваюсь в цехах по обработке листового металла, особенно когда операторы замечают, что разные участки заготовки изгибаются на немного разную глубину. Во многих случаях проблема вызвана не одной неисправностью, а несколькими факторами, действующими совместно. Из моего опыта, неравномерная глубина гибки может быть результатом неправильного выравнивания инструмента, различий в толщине материала, неточного положения заднего упора или нестабильного гидравлического давления. В этой статье я объясню наиболее типичные причины этой проблемы и поделюсь практическими методами устранения неполадок, которые помогут восстановить стабильную точность гибки и надежные результаты производства.
Распространенные причины Листогибочный пресс Неравномерная глубина изгиба
Прежде чем регулировать станок, я всегда начинаю с выявления первопричины. Неравномерная глубина гибки обычно является результатом механических, гидравлических факторов или особенностей настройки.
Неравномерная толщина листового металла

Одна из самых простых, но часто упускаемых из виду причин — неравномерная толщина материала. Если толщина листового металла даже незначительно изменяется по всей его длине, глубина гибки будет меняться в процессе работы.
В подобных ситуациях я обычно измеряю толщину листа в нескольких точках с помощью микрометра. Если наблюдаются заметные отклонения, то листогибочный пресс, естественно, будет создавать неравномерные углы и глубину гибки.
Чтобы свести эту проблему к минимуму:
- Используйте листы из одной партии.
- Перед началом производства проверьте толщину материала.
- При наличии отклонений отрегулируйте параметры изгиба.
Для обеспечения равномерных результатов гибки крайне важно использовать стабильное сырье.
Неправильное выравнивание инструмента
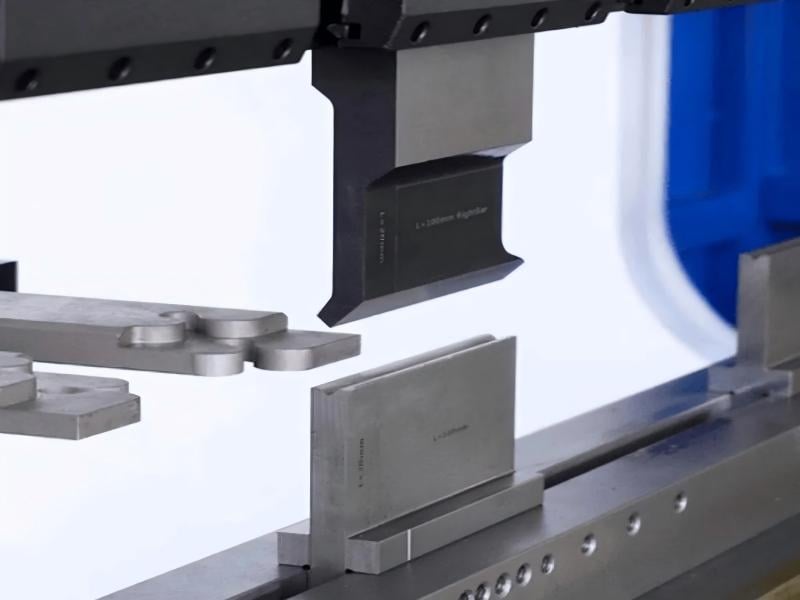
Еще одна частая причина Неравномерная глубина изгиба при работе на листогибочном прессе Плохое выравнивание между пуансоном и матрицей.
Если инструмент не идеально центрирован или параллелен, одна сторона листа будет испытывать большую нагрузку, чем другая. Это приводит к более глубокому изгибу с одной стороны и менее глубокому изгибу с другой.
При установке инструментов я всегда проверяю:
- Правильно ли установлены пуансон и матрица?
- Надежно ли зажимные системы удерживают инструмент
- Соответствует ли длина инструмента зоне изгиба.
Даже небольшое смещение может существенно повлиять на точность изгиба.
Факторы, влияющие на точность глубины гибки, связанные с работой оборудования.
В некоторых случаях проблема заключается в самом станке, а не в материале или инструменте.
Нестабильность гидравлического давления

Гидравлические листогибочные прессы используют стабильное давление для управления движением пуансона. Если гидравлическая система колеблется, пуансон может не достичь точно заданной глубины.
Типичные симптомы включают:
- Незначительные изменения угла изгиба.
- Медленное или непостоянное движение тарана
- Нестабильные показания давления
При устранении этой проблемы я обычно проверяю состояние гидравлического масла, фильтров и клапанов давления. Регулярное техническое обслуживание предотвращает влияние этих проблем на точность гибки.
Проблемы параллельной обработки данных в Ram
Если ползун не идеально параллелен рабочему столу, одна сторона станка будет немного глубже опускаться во время гибки.
Это может произойти по следующим причинам:
- Механический износ
- Неправильная калибровка
- Деформация кадра с течением времени
Для решения этой проблемы я проверяю параллельность работы станка с помощью прецизионных измерительных инструментов и соответствующим образом корректирую систему синхронизации.
Проблемы с задним упором и программированием
Еще один важный фактор Неравномерная глубина изгиба при работе на листогибочном прессе это система заднего упора.
Ошибки позиционирования заднего упора
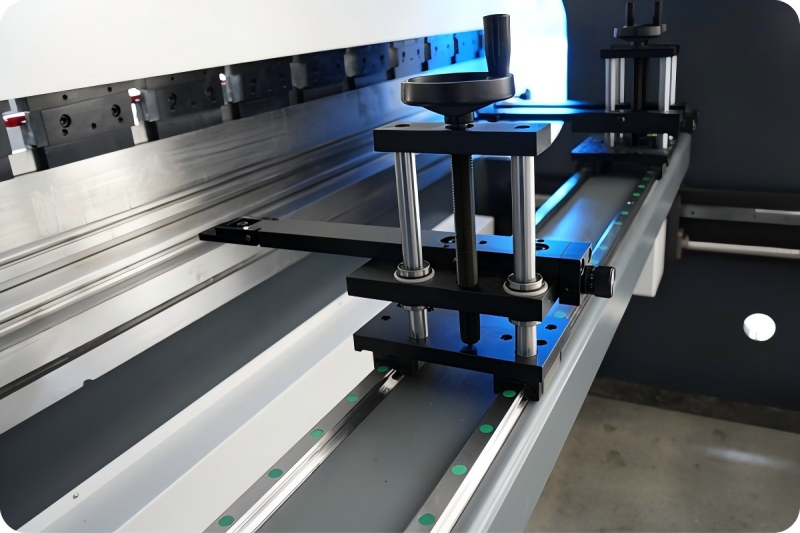
Задний упор определяет точное положение листа перед сгибом. Если положение неточное, линия сгиба немного сместится.
Это часто приводит к следующему:
- Неравномерный изгиб вдоль заготовки
- Различная глубина изгиба на повторяющихся деталях
Для решения этой проблемы я обычно перекалибровываю систему заднего упора и проверяю точность позиционирования.
Неправильные настройки параметров ЧПУ.

Современные листогибочные прессы с ЧПУ в значительной степени полагаются на параметры программирования, такие как:
- Глубина изгиба
- Толщина материала
- Размеры оснастки
Если эти значения неверны, станок не сможет должным образом компенсировать изгиб.
При обнаружении неравномерной глубины гибки я проверяю программу ЧПУ и убеждаюсь, что параметры соответствуют фактическому материалу и используемому инструменту.
Пошаговое устранение неполадок, связанных с неравномерной глубиной изгиба.
При диагностике неравномерной глубины изгиба я обычно следую структурированному процессу проверки.
Шаг 1: Проверка однородности материала
Сначала измерьте толщину листа в нескольких точках. Неравномерная толщина материала чаще всего является наиболее легко выявляемой проблемой.
Шаг 2: Проверка установки инструмента.

Далее убедитесь, что пуансон и матрица правильно выровнены и надежно зажаты. Несоосность часто приводит к неравномерной глубине гибки.
Шаг 3: Проверка точности заднего упора
Затем я проверяю правильность позиционирования заднего упора, выполняя несколько пробных изгибов и проверяя повторяемость результатов.
Шаг 4: Осмотр гидравлических и механических систем.
Наконец, я проверяю стабильность гидравлического давления, параллельность поршня и состояние смазки.
Следуя этому пошаговому процессу, гораздо проще определить истинную причину проблемы.
Вопросы и ответы
Почему мой листогибочный пресс сгибается глубже с одной стороны листа?
Это обычно происходит из-за неправильного выравнивания инструмента или параллельности ползуна. Проверка и корректировка настроек инструмента часто решают проблему.
Может ли толщина материала повлиять на неравномерность глубины гибки на листогибочном прессе?
Да. Различия в толщине листового металла напрямую влияют на глубину гибки и стабильность угла изгиба.
Как откалибровать листогибочный пресс, чтобы исправить неравномерную глубину гибки?
Для начала проверьте параллельность ползуна и выравнивание инструмента. Затем откалибруйте задний упор и подтвердите параметры гибки на станке с ЧПУ.
Помогает ли профилактическое техническое обслуживание избежать неравномерной глубины изгиба?
Безусловно. Регулярная смазка, проверка гидравлической системы и проверка соосности помогают поддерживать стабильные характеристики изгиба.
Заключение
Неравномерная глубина гибки — распространённая проблема при обработке листового металла, но в большинстве случаев её можно решить с помощью систематического контроля и правильной настройки станка. Исходя из моего опыта, Листогибочный пресс Неравномерная глубина изгиба Обычно это связано с несоответствием материала, неправильной юстировкой инструмента, гидравлической нестабильностью или ошибками калибровки заднего упора.
Пошаговая проверка этих факторов и регулярное техническое обслуживание листогибочного пресса позволят значительно повысить точность гибки и стабильность производства. Если вы по-прежнему сталкиваетесь с неравномерными результатами гибки или нуждаетесь в профессиональной консультации по калибровке станка, обратитесь за дополнительной помощью в нашу техническую службу или ознакомьтесь с документацией по листогибочным прессам на нашем веб-сайте.



