








Если вы когда-либо сталкивались с проблемой непостоянных углов изгиба, вы уже знаете, насколько это неприятно. Листогибочный пресс Пружинный отскок Вполне возможно. Я видел, как многие операторы многократно корректируют углы, не до конца понимая, почему материал постоянно “возвращается в исходное положение” после гибки. На самом деле, пружинение — это естественное физическое поведение металла, но чрезмерное пружинение мы можем контролировать. В этом руководстве я расскажу вам о практических, проверенных в мастерской методах уменьшения пружинения листогибочного пресса, повышения точности гибки и достижения более стабильных и повторяемых результатов в ежедневном производстве.
Что вызывает чрезмерную Листогибочный пресс Отскок назад?
Прежде чем решать проблему, я всегда рекомендую разобраться в первопричинах чрезмерного пружинения при гибке листового металла.
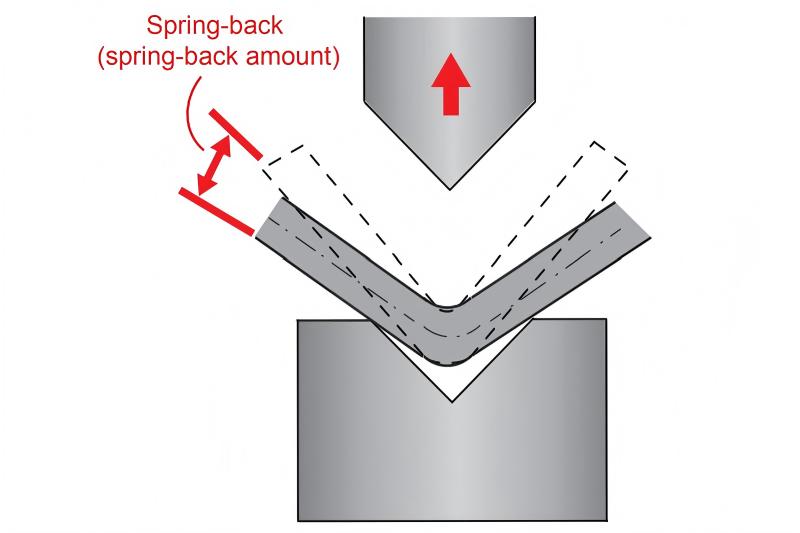
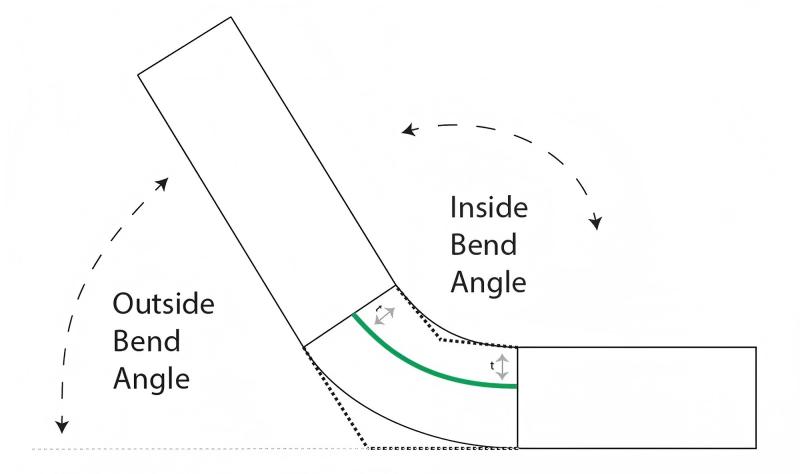
Пружинное восстановление происходит потому, что металл упруго восстанавливает свою форму после снятия изгибающего усилия. Чем выше прочность материала и больше радиус изгиба, тем сильнее эффект пружинения.
Ключевые факторы включают в себя:
- Материалы с высокой прочностью на растяжение (например, нержавеющая сталь или высокопрочная сталь)
- Большие V-образные отверстия матрицы
- Недостаточная сила изгиба
- Неправильный выбор радиуса пуансона
- Неправильное программирование угла в системах листогибочных прессов с ЧПУ.
Как только я определю, какой фактор доминирует в конкретной работе, я смогу применять целенаправленные решения вместо случайных корректировок углов.
Регулировка угла изгиба в листогибочном прессе с ЧПУ
Одним из наиболее прямых способов уменьшения пружинения листогибочного пресса является контролируемый перегиб.
Шаг 1: Рассчитайте ожидаемое значение упругого восстановления.
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Сначала я выполняю пробный изгиб, используя реальный материал и толщину. После измерения фактического угла с помощью цифрового угломера я сравниваю его с запрограммированным углом. Разница дает мне значение упругого восстановления.
Например, если я запрограммирую угол 90° и получу 92°, я знаю, что мне потребуется компенсация перегиба примерно на 2°.
Шаг 2: Примените компенсацию угла в контроллере.
Современные системы ЧПУ, такие как Delem, позволяют корректировать угол непосредственно в интерфейсе управления. Вместо того чтобы каждый раз вносить ручные корректировки, я ввожу значение компенсации в программу, чтобы обеспечить стабильное производство.
Этот метод особенно эффективен для серийного производства, где важна воспроизводимость результатов.
Оптимизация выбора инструмента для уменьшения пружинения
Инструмент играет решающую роль в минимизации пружинения листогибочного пресса.
Выбор правильного отверстия V-образной матрицы
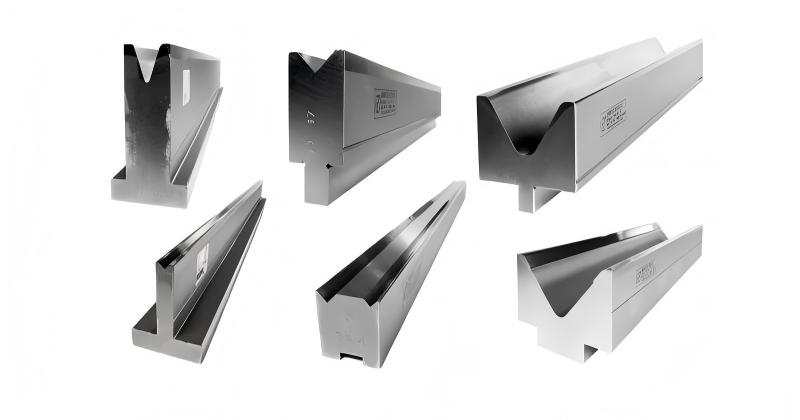
Распространённая ошибка, которую я часто вижу, — это использование слишком широкого V-образного отверстия матрицы. Большее V-образное отверстие увеличивает радиус изгиба, что, в свою очередь, увеличивает упругое восстановление.
Как правило, следует придерживаться следующего правила:
- Для низкоуглеродистой стали я обычно использую V-образное отверстие, равное 6-8 толщинам материала.
- Для нержавеющей стали я немного уменьшаю V-образное отверстие, чтобы контролировать упругое восстановление.
Выбор меньшего радиуса пуансона

Меньший радиус наконечника пуансона увеличивает пластическую деформацию и уменьшает упругую фазу восстановления при изгибе. Однако необходимо учитывать и риск образования трещин, особенно при изгибании высокопрочных материалов.
Увеличение силы изгиба и методы фиксации в нижнем положении
Еще один эффективный способ уменьшить чрезмерное пружинение листогибочного пресса — увеличить глубину проникновения.
Воздушная гибка против нижней фиксации
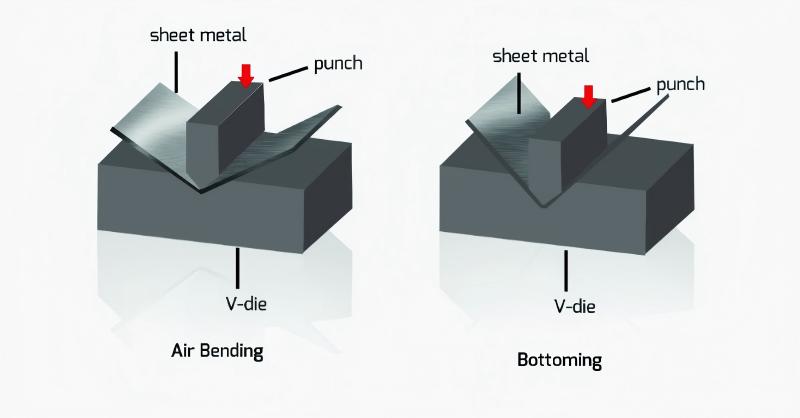
При гибке в воздухе, естественно, наблюдается большее упругое восстановление, поскольку материал не полностью вдавливается в матрицу.
Если приложение это позволяет, я иногда переключаюсь на:
- Дно
- Чеканка
В частности, чеканка значительно снижает упругое деформирование, поскольку материал подвергается пластической деформации за пределами предела упругости. Однако для этого требуется большая грузоподъемность и соответствующая мощность оборудования.
Перед применением этого метода я всегда проверяю расчет тоннажа с помощью диаграммы изгибающих усилий, чтобы избежать перегрузки станка.
Материальные аспекты уменьшения упругого восстановления листового металла.
Различные материалы ведут себя по-разному при изгибе.
- Нержавеющая сталь 304: от 2 до 3 градусов
- Мягкий алюминий: от 1,5 до 2 градусов
- Холоднокатаная сталь: от 0,75 до 1,0 градуса
- Горячекатаная сталь: от 0,5 до 1,0 градуса
- Медь и латунь: от 0,00 до 0,5 градуса
Высокопрочная сталь и нержавеющая сталь

Эти материалы обладают более высоким пределом текучести, что напрямую увеличивает упругое восстановление листогибочного пресса.
При гибке высокопрочной стали я:
- Уменьшить V-образное отверстие матрицы
- Увеличить компенсацию за чрезмерный наклон
- Обеспечьте точное позиционирование заднего упора.
- Перед началом серийного производства проведите несколько тестовых изгибов.
Направление зерна и направление прокатки
Я также проверяю направление зерна материала. Изгиб перпендикулярно направлению прокатки может уменьшить растрескивание и улучшить однородность.
Контроль качества материала часто упускается из виду, но он существенно влияет на точность окончательной гибки.
Калибровка станка и точность заднего упора

Даже идеально подобранный инструмент и компенсация не помогут, если сам станок не откалиброван должным образом.
Проверка параллелизма оперативной памяти
Если ползун не параллелен столу, одна сторона детали может проявлять большее упругое деформирование, чем другая. Я регулярно проверяю параллельность с помощью прецизионного измерительного прибора.
Калибровка системы заднего упора
При неточном позиционировании заднего упора изменяется длина фланца, что косвенно влияет на стабильность угла изгиба. Знание того, как калибровать систему заднего упора листогибочного пресса, имеет важное значение для уменьшения погрешностей.
Надлежащее техническое обслуживание и калибровка сводят к минимуму суммарные ошибки изгиба.
Вопросы и ответы
Почему пружинение листогибочного пресса сильнее проявляется при работе с нержавеющей сталью?
Нержавеющая сталь обладает большей прочностью на растяжение и эластичностью по сравнению с низкоуглеродистой сталью, что приводит к большему упругому восстановлению после изгиба.
Как лучше всего уменьшить пружинение листогибочного пресса без смены инструмента?
Наиболее практичный метод заключается в применении контролируемой компенсации перегиба в контроллере ЧПУ после измерения результатов испытаний.
Всегда ли увеличение тоннажа снижает упругость при восстановлении формы?
Не обязательно. Увеличение глубины проникновения помогает, но чрезмерный тоннаж может повредить инструмент. Контролируемое забивание или чеканка более эффективны.
Как точно рассчитать упругий эффект?
Выполните пробный изгиб, измерьте окончательный угол с помощью цифрового измерителя и сравните его с запрограммированным углом. Разница — это значение компенсации.
Заключение
Пружинистость листогибочного пресса неизбежна, но чрезмерную пружинистость можно контролировать. Понимая свойства материала, выбирая подходящую оснастку, применяя точную компенсацию перегибов и обеспечивая калибровку станка, я могу значительно повысить точность гибки и стабильность производства.
Если вы сталкиваетесь с нестабильными углами гибки или жалобами на качество, начните с анализа факторов упругого восстановления, вместо того чтобы вслепую многократно корректировать программы. Для получения профессиональной консультации по выбору инструмента, расчету тоннажа или настройкам компенсации ЧПУ, пожалуйста, свяжитесь с нашей технической командой. Мы всегда готовы помочь вам добиться стабильных и высокоточных результатов гибки.



