








The Calculation Method of Large Arc Bending In Sheet Metal Processing

In my experience with sheet metal processing, understanding the calculation method for large arc bending is essential for achieving accurate and high-quality results. Large arc bending presents unique challenges that require careful consideration of factors such as material properties, bend radius, and tooling specifications. Over the years, I have developed a systematic approach to calculating the necessary parameters for successful large arc bends. In this article, I will share my insights into the calculation method of large arc bending in sheet metal processing, providing practical tips and techniques that can help operators enhance their bending accuracy and efficiency.
In the realm of sheet metal processing, bending isn’t just a mechanical action; it’s an art form. Each curve, each arc, holds the potential to transform a flat piece of metal into a functional component or a striking work of art. Among these bends, large arc bending stands out as both a technical challenge and a creative endeavor. Today, we delve into the intricate calculation methods behind large arc bending, exploring how craftsmen wield geometry and precision to shape metal into graceful curves.
●Understanding Large Arc Bending
Here’s a breakdown of the key aspects involved in understanding large arc bending:
Materials: Large arc bending can be applied to a variety of materials, including metals like steel, aluminum, and copper, as well as plastics and composite materials. The choice of material depends on factors such as strength requirements, flexibility, and the intended application.
Bending Methods: Several methods are used for large arc bending, each suited to different materials and bending requirements. Some common techniques include:
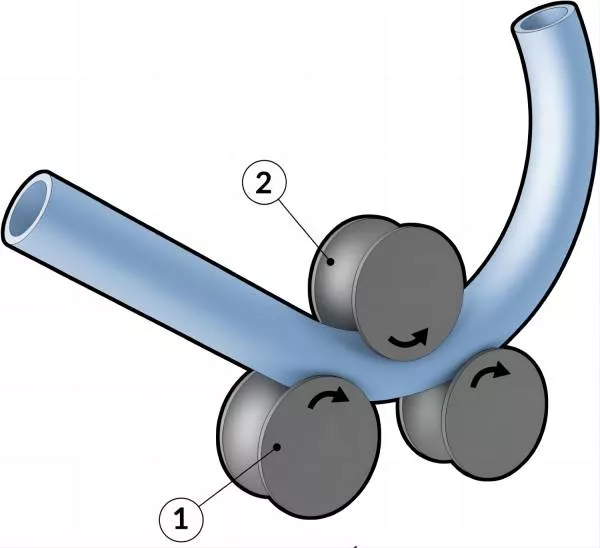
●Roll Bending: This method involves passing the material between rollers that gradually bend it into the desired curvature. Roll bending is suitable for long, continuous bends and is often used for metal sheets and plates.
●Press Bending: Press bending involves using hydraulic or mechanical presses to apply force to the material, causing it to bend around a die or form. Press bending is suitable for forming tighter radii and complex shapes.
●Induction Bending: In this method, heat is applied to a specific area of the material using induction coils, softening it and allowing it to be bent around a form. Induction bending is commonly used for bending pipes and tubes.
Equipment: Large arc bending typically requires specialized equipment, such as bending machines, rollers, presses, dies, and forms. The choice of equipment depends on factors such as the material being bent, the desired curvature, and the production volume.
Considerations: Several factors must be considered when performing large arc bending, including:
●Material Properties: Different materials exhibit varying degrees of elasticity, ductility, and work hardening behavior, which can affect the bending process.
●Bending Radius: The radius of the bend determines the curvature of the final product and influences the choice of bending method and equipment.
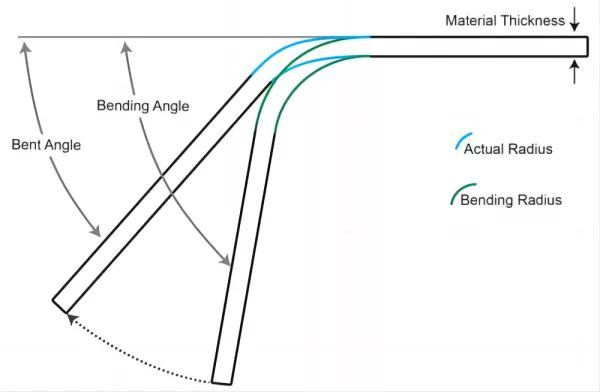
●Springback: After bending, some materials may exhibit springback, where they partially return to their original shape. This phenomenon must be accounted for when designing and fabricating bent components.
Applications: Large arc bending is used in a wide range of applications, including the manufacture of structural components, architectural elements, piping systems, and automotive parts. It allows for the production of curved and sculptural forms that would be difficult or impossible to achieve using other methods.
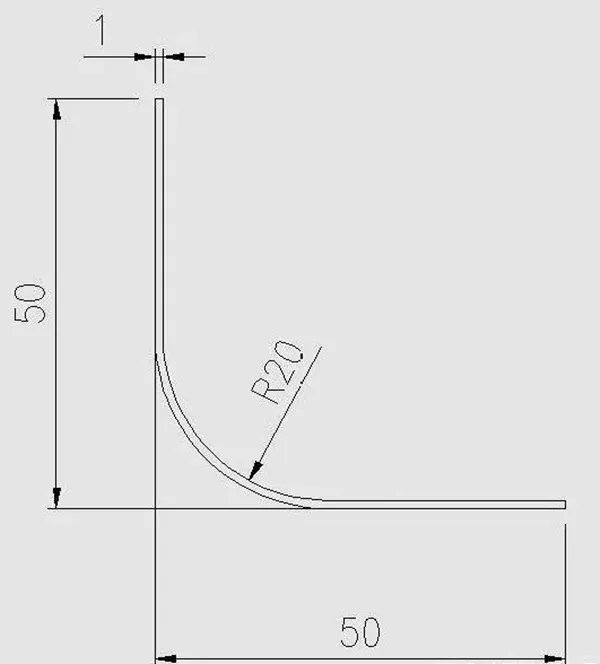
●Arc length
In the above figure, the length is calculated according to the data in the figure. The length of the arc is calculated according to the length of the neutral layer. It cannot be calculated according to the arc length of the outer or inner mouth, the size will be inaccurate. The neutral layer is the length of the layer that theoretically neither stretches nor compresses during the bending of the sheet metal. Used as the unfolded length. How to use the neutral layer? For sheet metal bending large arcs, when the fillet R divided by the sheet metal thickness is equal to 6.5 times, the neutral layer is at the center of the sheet metal thickness.
Therefore, the calculation of the length of the sheet metal arc in the figure below is equal to 3.14*(20+0.5)/2=32.2, where: 20 is the bending radius and 0.5 is 1/2 the thickness of the sheet metal. Why is it divided by 2? Because the radius is calculated, which is equal to the circumference of a half-circle, our bend is 90 degrees, which is equal to the circumference of a quarter circle. Other angle calculation formulas can be divided by 180 first, and then multiplied by the bending angle.
●Calculate the number of bending knives
Calculating the number of bending knives required for large arc bending involves considering several factors such as the arc radius, material thickness, and the desired precision of the bend
Let’s break down the calculation process:
1. Arc Length Calculation: First, calculate the length of the arc that needs to be bent. This can be determined using the formula for the circumference of a circle:

2. Bending Knife Length: The bending knives should cover a significant portion of the arc to ensure smooth bending. Typically, the length of each bending knife is slightly longer than the arc length.
3. Overlap Factor: To ensure a seamless bend, there needs to be an overlap between adjacent bending knives. This overlap compensates for any gaps or inconsistencies in the bending process.
4. Calculate the Number of Bending Knives: Divide the total arc length by the effective length of each bending knife, accounting for the overlap factor.
Knowing the length of the bending arc, you can calculate the number of knives. In general, we move by 2 mm for each bend. It can be calculated: 32.2/2=16. Decimal rounding.
●Calculate the bending angle
To calculate the bending angle in large arc bending, we need to consider the arc length and the radius of the arc. The bending angle can be determined using the formula.

Knowing that the bending angle to be completed is 90 degrees and the number of bending knives is 16, it can be calculated that each bending angle is equal to: 90/16=5.63 degrees. Then use 180 degrees minus 5.63 degrees, and the setting angle of the bending machine is: 180-5.63=174.37 degrees.
The number of bending knives above is calculated according to the empirical value. If you feel that the bending effect of 2 mm each time is not good, you can modify it appropriately.
Tools and Techniques
Large arc bending often requires specialized equipment and techniques. Hydraulic press brakes, rolling machines, and stretch forming equipment are commonly used to achieve precise bends over expansive surfaces. Craftsmen may also employ fixtures and jigs to support the metal during bending, ensuring accuracy and repeatability.
Furthermore, the choice of tooling and bending method depends on the specific requirements of the project. Whether it’s a gentle curve for architectural elements or a complex contour for aerospace components, craftsmen tailor their approach to meet the unique challenges posed by each application.