








يُعدّ تشقق الثني في مكابس الثني مشكلة شائعة في تصنيع الصفائح المعدنية، وعندما أواجهها أثناء عملية الثني، أبدأ عادةً بتحليل خصائص المادة ومعايير الثني. يمكن أن تؤثر هذه المشكلة بشكل كبير على جودة المنتج، وقوته الهيكلية، وكفاءة الإنتاج الإجمالية. يعتقد العديد من المشغلين أن التشقق ناتج بشكل أساسي عن رداءة جودة المادة، ولكن في الواقع، غالبًا ما ينتج عن عدة عوامل، بما في ذلك اختيار الأدوات غير المناسبة، ونصف قطر الثني غير الصحيح، وقوة الثني المفرطة، أو اتجاه ألياف المادة غير المواتي. في هذه المقالة، سأشرح الأسباب الرئيسية لتشقق الثني في مكابس الثني، وأشارك طرقًا عملية لمنعه من خلال تحسين المواد والأدوات وإعدادات الماكينة.
فهم مكابح الضغط تشقق الانحناء في الصفائح المعدنية
قبل حل المشكلة، أبدأ دائمًا بفهم ما الذي يسبب التشققات أثناء الانحناء.
ماذا يحدث للمعدن أثناء عملية ثنيه باستخدام مكبس الثني؟
أثناء عملية الثني، تتعرض الصفيحة المعدنية لقوتين متعاكستين. تنضغط الطبقة الداخلية للمادة، بينما تتمدد الطبقة الخارجية. وعندما يتجاوز إجهاد الشد على السطح الخارجي حد استطالة المادة، تبدأ الشقوق بالتشكل.
هذا هو السبب الميكانيكي الأساسي وراء عملية ثني وتشكيل الصفائح المعدنية باستخدام مكابس الثني. المواد ذات الليونة المنخفضة أو ظروف الانحناء غير المناسبة تكون أكثر عرضة للتشقق.
لماذا تظهر التشققات على الجانب الخارجي من الانحناء؟

تظهر الشقوق عادةً على نصف قطر الانحناء الخارجي لأن هذه المنطقة تتعرض لأكبر قوة شد. إذا كان نصف قطر الانحناء صغيرًا جدًا مقارنةً بسُمك المادة، فلن تتمكن المادة من التمدد بالقدر الكافي، وستبدأ الشقوق بالتشكل.
ولهذا السبب يعد اختيار نصف قطر الثقب الصحيح وفتحة القالب أمرًا بالغ الأهمية لمنع التشقق.
العوامل المادية التي تسبب تشققات الثني في مكابس الثني
بحسب خبرتي، فإن خصائص المواد هي أحد أكثر الأسباب شيوعاً للتشقق أثناء الانحناء.
مواد ذات مطيلية منخفضة

تتمتع بعض المعادن، وخاصة الفولاذ عالي القوة، والفولاذ المقوى، أو الفولاذ المقاوم للصدأ رديء المعالجة، بقدرة محدودة على الاستطالة. لا تستطيع هذه المواد التمدد بشكل كافٍ أثناء الانحناء.
عند ثني المواد ذات الليونة المنخفضة، يزداد خطر عملية ثني وتشكيل الصفائح المعدنية باستخدام مكابس الثني يزداد بشكل ملحوظ.
لتقليل هذا الخطر، أوصي عادةً بما يلي:
- استخدام نصف قطر انحناء أكبر
- تقليل سرعة الانحناء
- تطبيق انحناء تدريجي إن أمكن
اتجاه حبيبات المادة واتجاه الانحناء
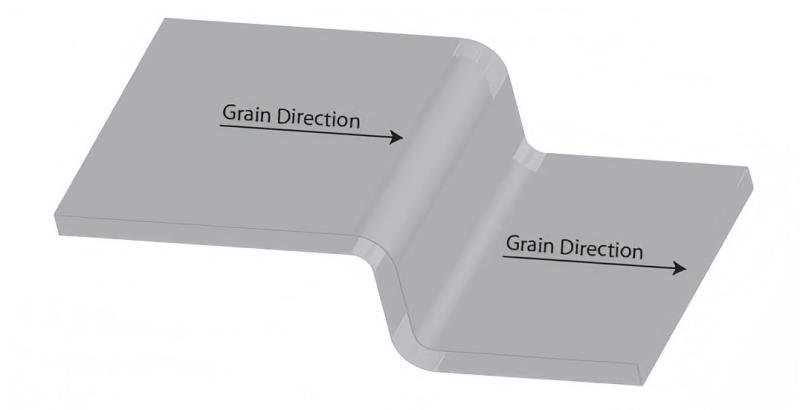
هناك عامل آخر يتجاهله العديد من المشغلين وهو اتجاه الحبيبات. أثناء عملية الدرفلة، تتطور في الصفائح المعدنية بنية حبيبية تؤثر على سلوك الانحناء.
إذا كان خط الانحناء موازياً لاتجاه الحبيبات، فمن المرجح أن تتشقق المادة لأنها تتمدد على طول بنية الحبيبات الأضعف.
ولتجنب التشقق، أقوم عادةً بالثني بشكل عمودي على اتجاه الألياف كلما أمكن ذلك.
اختيار الأدوات وتأثيره على شقوق الانحناء
تُعد الأدوات غير المناسبة عاملاً رئيسياً آخر في حدوث عيوب الانحناء.
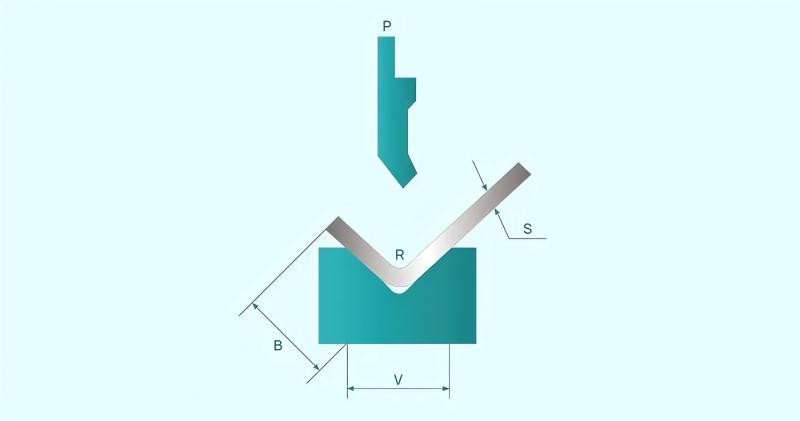
عرض فتحة القالب غير صحيح

تحدد فتحة القالب على شكل حرف V كيفية تدفق المادة أثناء عملية الثني. إذا كانت فتحة القالب ضيقة جدًا بالنسبة لسمك الصفيحة، فإن إجهاد الثني يصبح مفرطًا.
كقاعدة عامة أتبع ما يلي:
- الفولاذ الطري: فتحة قالب على شكل حرف V ≈ 8 × سمك المادة
- الفولاذ المقاوم للصدأ: فتحة على شكل حرف V ≈ 10-12 ضعف السماكة
- الألومنيوم: فتحة القالب على شكل حرف V ≈ 6-8 أضعاف السماكة
يساعد اختيار حجم القالب المناسب على توزيع الضغط بشكل أكثر توازناً ويقلل من احتمالية حدوث ذلك. عملية ثني وتشكيل الصفائح المعدنية باستخدام مكابس الثني.
نصف قطر الثقب حاد جدًا
يؤدي استخدام مثقب ذي نصف قطر صغير للغاية إلى إجبار المادة على الانحناء بشكل حاد، مما يزيد من إجهاد الشد على السطح الخارجي.
إن استخدام مثقب بنصف قطر أكبر يسمح للمادة بالتشوه بشكل تدريجي أكثر، مما يقلل بشكل كبير من التشققات.
معايير الماكينة التي تؤثر على تشقق الانحناء
إلى جانب المواد والأدوات، تلعب إعدادات الآلة أيضاً دوراً رئيسياً.
قوة انحناء مفرطة
قد يؤدي تطبيق قوة ضغط زائدة أثناء عملية الثني إلى إجهاد المادة بشكل مفرط. ويحدث هذا غالبًا عندما يختار المشغلون قيم ضغط غير صحيحة أو يستخدمون فتحة قالب صغيرة جدًا.
يمكن أن تساعد مراقبة إعدادات الحمولة واستخدام حاسبة قوة الانحناء المناسبة في تجنب كسر المواد.
سرعة الانحناء غير المناسبة
قد تؤدي سرعة الانحناء العالية إلى زيادة تركيز الإجهاد، خاصة عند ثني الصفائح السميكة أو المواد الصلبة.
في بعض الحالات، يساعد تقليل سرعة الانحناء على تشوه المادة بشكل تدريجي، مما يقلل من خطر عملية ثني وتشكيل الصفائح المعدنية باستخدام مكابس الثني.
طرق عملية لمنع تشقق عملية ثني المكابس
من واقع خبرتي في ورش تصنيع المعادن، فإن منع التشققات يتطلب عادةً مزيجًا من التعديلات.
اختر نصف قطر الانحناء الصحيح
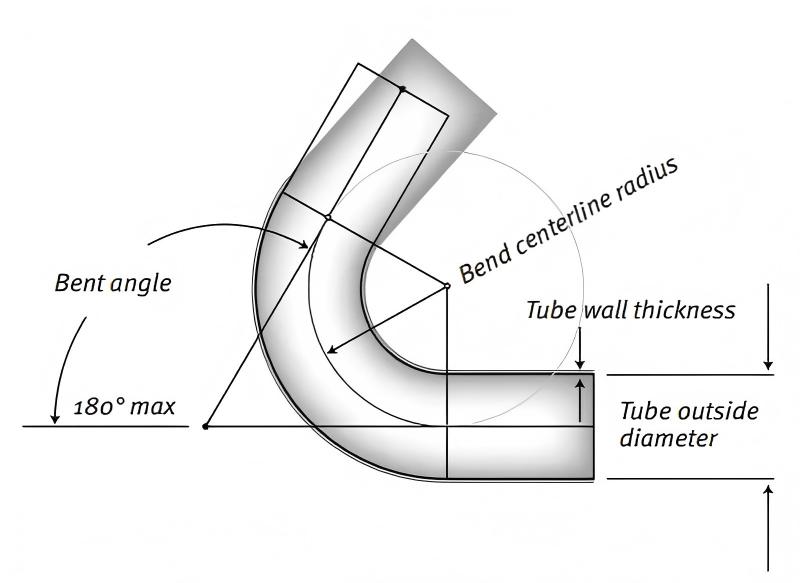
يؤدي زيادة نصف قطر الانحناء الداخلي إلى تقليل إجهاد الشد على السطح الخارجي. ويمكن لهذا التعديل البسيط في كثير من الأحيان أن يمنع التشقق تمامًا.
تحسين اختيار الأدوات والقوالب
يضمن اختيار نصف قطر الثقب المناسب وفتحة قالب V توزيع إجهاد الانحناء بالتساوي.
التحقق من جودة المواد
تحقق دائمًا من شهادات المواد وخصائصها الميكانيكية. إذا كانت دفعة من المواد ذات خصائص استطالة ضعيفة، فقد يحدث تشقق حتى في ظل ظروف الانحناء العادية.
اضبط اتجاه الانحناء
كلما أمكن ذلك، قم بالثني بشكل عمودي على اتجاه حبيبات التدحرج للصفيحة.
الأسئلة الشائعة
ما هو السبب الأكثر شيوعاً لتشقق عملية ثني المكابس؟
السبب الأكثر شيوعًا هو نصف قطر الانحناء الداخلي الصغير جدًا بالنسبة لسمك المادة، مما يؤدي إلى تمدد السطح الخارجي للصفيحة بشكل مفرط.
هل يمكن أن يؤثر اختيار الأدوات على تشقق عملية ثني المكابس؟
نعم. إن استخدام نصف قطر ثقب غير صحيح أو فتحة قالب ضيقة للغاية يزيد من إجهاد الانحناء ويمكن أن يتسبب في حدوث تشققات.
هل يؤثر اتجاه حبيبات المادة على تشققات الانحناء؟
بالتأكيد. الانحناء الموازي لألياف المادة يزيد من احتمالية التشقق، بينما الانحناء العمودي على الألياف يقلل من تركيز الإجهاد.
كيف يمكنني منع التشقق عند ثني الفولاذ المقاوم للصدأ؟
استخدم فتحة قالب أكبر، وزِد نصف قطر الانحناء، وخفّض سرعة الانحناء. يتميز الفولاذ المقاوم للصدأ بانخفاض ليونته مقارنةً بالفولاذ الطري، لذا يتطلب تحكمًا أدق في المعايير.
خاتمة
عملية ثني وتشكيل الصفائح المعدنية باستخدام مكابس الثني يُعدّ التشقّق مشكلة شائعة، ولكن يمكن الوقاية منها، في تصنيع الصفائح المعدنية. في معظم الحالات، يحدث التشقّق نتيجةً لمزيج من خصائص المادة، أو اختيار أدوات غير مناسبة، أو نصف قطر انحناء غير صحيح، أو قوة زائدة على الماكينة. من خلال فهم كيفية تصرف المعدن أثناء الانحناء، وضبط معايير مثل فتحة القالب، ونصف قطر المثقب، واتجاه الألياف، وسرعة الانحناء، يُمكنك تقليل خطر التشقّق بشكل كبير.
لتحسين جودة عملية الثني وتجنب عيوب الإنتاج المكلفة، احرص دائمًا على تقييم خصائص المواد وإعدادات الأدوات قبل بدء الإنتاج. لمزيد من الإرشادات الاحترافية حول تشغيل مكابس الثني، واختيار الأدوات، أو تحسين عملية الثني، تواصل مع فريقنا أو اطلع على المزيد من الوثائق الفنية على موقعنا الإلكتروني.



