








¿Tiene problemas con la alarma de la serie ET en su Máquina dobladora servo completamente eléctricaEstás en el lugar correcto. En este artículo, te guiaré para solucionar rápidamente los problemas de la alarma de la serie ET, garantizando que tus operaciones funcionen de forma fluida y eficiente. La alarma de la serie ET puede ser un problema común, pero con el enfoque adecuado, puedes resolverla rápidamente y recuperar un rendimiento óptimo. Tanto si eres nuevo en este sistema como si buscas agilizar tu proceso de resolución de problemas, esta guía te proporcionará los pasos esenciales para abordar eficazmente los problemas de la alarma.
Paso 1: Acceso a la serie ET Interfaz de alarma
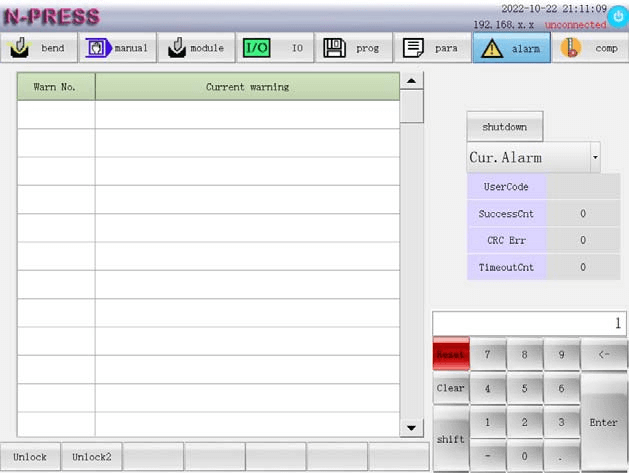
Haga clic en el '‘alarma‘Tecla de función para acceder a la interfaz y ver todos los detalles de las alarmas de la Serie ET. Esta interfaz ofrece una visualización completa de las alarmas actuales, los registros de alarmas y otras estadísticas cruciales, como tiempos de éxito, errores de verificación y tiempos de espera.
Analizar registros de alarmas
Revise los registros históricos para comprender la frecuencia y el tipo de alarmas que se producen. Preste especial atención a la cantidad de errores de verificación de alarmas de la Serie ET y a los problemas de tiempo de espera, ya que estos indican problemas de comunicación subyacentes con el módulo de E/S.
- Tiempos de éxito: Refleja la cantidad de comunicaciones exitosas entre el sistema y el módulo IO, lo que indica el estado general de la comunicación del sistema.
- Errores de verificación: Muestra el número de errores de verificación en la comunicación de datos entre el sistema y el módulo de E/S. Un número elevado de errores podría indicar problemas de integridad de los datos que requieren atención inmediata.
- Tiempos de espera: Muestra el número de errores de conexión de comunicación entre el sistema y el módulo IO, lo que indica posibles interrupciones en la transferencia de datos que podrían afectar las operaciones de la máquina.
Paso 2: Interpretación de la serie ET Alarma Estado
Para gestionar eficazmente la alarma de la serie ET, primero revise la información de la alarma para ver si contiene códigos de error (ERRxxx) y de advertencia (ALMxxx). Las alarmas más recientes se muestran como '‘Alarma actual‘'. Siga las instrucciones para resolver los problemas y presione la tecla de reinicio para borrar la alarma y restaurar la normalidad del sistema.
Si se produce una falla del sistema CNC, las alertas mostrarán hasta cinco alarmas activas. Registre el código de advertencia y tome la medida recomendada, o contacte con personal de mantenimiento profesional si es necesario.
Siguiendo estos pasos, puede solucionar problemas de la alarma de la serie ET rápidamente, reduciendo el tiempo de inactividad y aumentando la productividad.
Paso 3: Resolución de la serie ET Problemas de alarma
Alarma de la serie ET-Código de error
ERR001: Alarma de cortina de luz de seguridad
Causa: Cuando el eje y corre hacia abajo, el cuerpo humano u otros objetos ingresan al área de la cortina de luz.
Tratamiento: Verifique si hay alguien en el área de la cortina de luz o si la rejilla de seguridad no funciona correctamente.
ERR002: Desviación de la posición de los ejes Y1 e Y2
(Se activará una alarma cuando se genere en modo manual y se activará una alarma cuando se genere en modo de flexión).
Causa: La desviación del valor de las coordenadas absolutas del eje Y1 y del eje Y2 excede el valor de ajuste de desviación máxima del eje Y.
Tratamiento: Primero, verifique si el error de posición de los ejes Y1 e Y2 está fuera de tolerancia. A continuación, verifique si el codificador lineal funciona correctamente o no. Finalmente, examine si hay una falla en la transmisión mecánica y si el valor admisible de la desviación de posición para los parámetros del sistema Y1 e Y2 es demasiado bajo.
ERR003: Alarma cuando la presión excede el valor máximo permitido de la máquina herramienta
Causa: Molde o material incorrecto seleccionado.
Tratamiento:
- Verificar la selección del molde y del material:
- Asegúrese de que el molde y el material estén seleccionados correctamente.
- Comprobar la presión de flexión:
- Examine si la presión de flexión en el programa, la síntesis y la interfaz de programación es demasiado alta.
- Evaluación de la presión:
- Si la presión mostrada excede el límite permitido de la máquina herramienta:
- Reemplazar el molde o material.
- Si la presión mostrada está dentro del rango permitido:
- Verifique el ajuste correcto de las alturas de la matriz superior e inferior.
- Si la presión mostrada excede el límite permitido de la máquina herramienta:
ERR004: Alarma cuando la presión excede el valor permitido del molde
Causa:Molde o material incorrecto seleccionado.
Tratamiento:
- Compruebe si el molde y el material están seleccionados correctamente.
- Verifique si la presión de flexión en el programa, la síntesis y la interfaz de programación es demasiado grande.
- Si la presión mostrada excede la presión permitida del molde, reemplace el molde o el material.
- Si la presión mostrada está dentro del rango permitido del molde, asegúrese de que las alturas superior e inferior del molde estén configuradas correctamente.
ERR005: Límite de presión para flexión excedido
Causa:Molde o material incorrecto seleccionado.
Tratamiento:
- Compruebe si el molde y el material están seleccionados correctamente.
- Verifique si la presión de flexión en el programa, la síntesis y la interfaz de programación es demasiado grande.
- Si la presión mostrada excede la presión permitida del molde, reemplace el molde o el material.
- Si la presión mostrada está dentro del rango permitido del molde, asegúrese de que las alturas superior e inferior del molde estén configuradas correctamente.
ERR006: Tiempo de espera de comunicación de detección de presión
Causa: Tiempo de espera de comunicación entre el sistema y la placa IO.
Tratamiento: Asegúrese de que la configuración del tipo de placa IO sea correcta y de que las conexiones de la línea de comunicación 485 sean adecuadas.
ERR007: Fallo del canal de detección de presión
Causa: El valor analógico es demasiado bajo.
Tratamiento: Confirme que las conexiones de la línea de señal analógica sean correctas.
ERR008-ERR12: Límite duro súper positivo del eje X-Z2
(Se activará una alarma al doblar; se activará una alarma cuando se genere el modo manual)
Causa: El interruptor de límite positivo de cada eje se activa durante la flexión.
Tratamiento:
- Compruebe si cada eje ha entrado en el área del interruptor de límite positivo.
- Verifique si el interruptor de límite positivo de cada eje no funciona correctamente.
- Utilice la interfaz de control manual para mover cada eje fuera del área del interruptor de límite.
ERR013-ERR017: El eje X-Z1 excede el límite duro negativo
(La alarma se activará al doblar y buscar el punto cero; la alarma se activará cuando se genere el modo manual)
Causa:El interruptor de límite negativo de cada eje se activa durante la flexión.
Tratamiento:
- Mueva cada eje en la interfaz de control manual para salir del área del interruptor de límite.
- Verifique si cada eje ingresa al área del interruptor de límite negativo.
- Verifique si el interruptor de límite negativo de cada eje falla.
ERR018-ERR022: Límite suave súper positivo del eje X-Z2
Causa: La coordenada de la máquina de cada eje excede la posición límite suave positiva establecida por el parámetro del sistema.
Tratamiento: Compruebe si la posición de límite suave positiva de cada eje establecida por el parámetro del sistema es adecuada.
ERR023-ERR027: Eje X-Z1 sobre límite suave negativo
Causa: La coordenada de la máquina de cada eje excede la posición límite suave negativa establecida por el parámetro del sistema.
Tratamiento: Compruebe si la posición del límite suave negativo de cada eje establecida por el parámetro del sistema es adecuada.
ERR028: Alarma de retraso en la máquina herramienta
Causa: La máquina herramienta está atrasada.
Tratamiento: Por favor, póngase en contacto con el proveedor.
ERR029-ERR034: Alarma del servocontrolador de cada eje
Causa: El servocontrolador del eje correspondiente emite una alarma o falla la conexión del servocontrolador.
Tratamiento: Verifique la causa de la alarma del servocontrolador o verifique el cable de conexión entre el sistema y el servocontrolador.
ERR035-ERR040: Alarma del codificador de cada eje
Causa: La señal del codificador del eje correspondiente es errónea.
Tratamiento: Verifique el cableado de la señal relacionada con el codificador del cable de conexión entre el sistema y el servocontrolador.
ERR041-ERR046: Alarma anormal del servo en modo sin movimiento de cada eje
Causa: Cuando el eje correspondiente no recibe el comando de movimiento, detecta que las coordenadas retroalimentadas son anormales.
Tratamiento: Compruebe el cable de conexión del codificador.
ERR047-ERR052: Alarma anormal del servo en cada modo de movimiento del eje
Causa: Alarma de seguimiento de posición de cada eje.
Tratamiento: Compruebe si el valor permitido del error de seguimiento de posición está configurado demasiado pequeño.
ERR053: Alarma de fallo de alimentación
Causa: Se detectó que el voltaje de alimentación del sistema es demasiado bajo.
Tratamiento: Compruebe si el suministro de energía es normal.
ERR054: Alarma del sistema
Causa: Excepción interna del sistema.
Tratamiento: Por favor, póngase en contacto con el proveedor.
ERR055: Alarma de parada de emergencia
Causa: Se detecta que está presionada la tecla de parada de emergencia.
Tratamiento: Compruebe si la tecla de parada de emergencia está presionada.
ERR056: En límite de par
Causa: Se supera el par máximo del motor.
Tratamiento: Compruebe si la velocidad o la aceleración del eje y están configuradas demasiado grandes.
ERR057: El espacio entre Z1 y Z2 es demasiado pequeño
Causa: El eje z del movimiento de control manual en el modo de control manual excede la distancia de seguridad del parámetro del sistema 603: z1z2.
Tratamiento: Compruebe si los parámetros establecidos por los parámetros del sistema son apropiados.
ERR059: Advertencia de vencimiento
Causa: El tiempo de uso del sistema es inferior a 2 días.
Tratamiento: Póngase en contacto con el proveedor.
ERR060: El engranaje trasero 2 excede el límite suave negativo
Causa: Al utilizar el engranaje trasero 2, la coordenada de la máquina del eje x excede la posición del límite suave negativo del eje x establecida por el parámetro del sistema.
Tratamiento: Compruebe si la marcha trasera está seleccionada de forma razonable.
ERR061: Alarma de puerta de seguridad
Causa: La puerta de seguridad se abrió durante el uso.
Tratamiento: Compruebe si la puerta de seguridad está cerrada.
ERR062: Alarma de aire acondicionado
Causa: Falla del aire acondicionado.
Tratamiento: Revise el aire acondicionado.
ERR063: Tiempo de espera de compensación de deflexión
Causa: La compensación de la deflexión no puede completarse durante mucho tiempo.
Tratamiento: Compruebe si la precisión de la compensación de la deflexión está configurada demasiado baja.
ERR064: Error de dirección de compensación de deflexión
Causa: Error en la dirección de rotación del motor de compensación de deflexión.
Tratamiento: Compruebe si el cableado del motor de compensación de deflexión es correcto.
ERR065: Alarma de parada de emergencia 1
Causa: La señal de entrada de la alarma de parada de emergencia 1 es válida.
Tratamiento: Verifique la señal de entrada de la alarma de parada de emergencia 1.
Alarma de la serie ET-Código de alarma
ALM001-ALM006 Error en la búsqueda del origen del eje X-Z2
CausaEl sistema no detecta la señal de origen del eje correspondiente durante la búsqueda, o la coordenada de origen del eje correspondiente está configurada incorrectamente.
TratamientoCompruebe si la distancia de búsqueda de la tercera sección del eje correspondiente en los parámetros del sistema es menor que un paso. Asimismo, verifique las coordenadas de origen del eje correspondiente.
ALM007-ALM011 Límite máximo positivo del eje X-Z2
CausaEl interruptor de límite positivo del eje correspondiente se activa en modo manual.
TratamientoCompruebe si el eje correspondiente entra en la zona del interruptor de límite positivo o si este falla. Mueva el eje correspondiente en la interfaz de control manual para que salga de la zona del interruptor de límite.
Límite duro supernegativo del eje X-Z1 ALM012-ALM016
CausaEl interruptor de límite negativo del eje correspondiente se activa en modo manual.
TratamientoCompruebe si el eje correspondiente entra en la zona del interruptor de límite negativo o si este falla. Mueva el eje correspondiente en la interfaz de control manual para salir de la zona del interruptor de límite.
ALM017-ALM021 Límite suave superpositivo del eje X-Z2
Causa: El límite blando de avance del eje correspondiente se activa en modo manual.
TratamientoMueva el eje correspondiente en la interfaz de control manual para salir del límite suave y verifique si la configuración del límite suave en los parámetros del sistema es la adecuada.
ALM022-ALM026 Eje X-Z1 por encima del límite blando negativo
Causa: El límite suave negativo del eje correspondiente se activa en modo manual.
TratamientoMueva el eje correspondiente en la interfaz de control manual para salir del límite suave y verifique si la configuración del límite suave en los parámetros del sistema es la adecuada.
ALM027 La desviación de posición de los ejes Y1 e Y2 excede el límite
CausaLa desviación del valor absoluto de las coordenadas de los ejes Y1 e Y2 supera el valor máximo de desviación establecido para el eje Y en modo manual.
TratamientoCompruebe si el error de posición de los ejes Y1 e Y2 está fuera de tolerancia; verifique si el codificador lineal es inválido; revise la transmisión mecánica para detectar posibles fallos. Mueva Y1 e Y2 en una dirección que reduzca la desviación de posición axial.
ALM028-ALM033 La desviación de la posición cero del eje X-Z2 excede el límite
CausaEn el modo de punto de referencia, el valor de la coordenada de la máquina del eje correspondiente después de la búsqueda del origen es significativamente diferente del valor registrado en los parámetros del sistema 260-263608-609.
Tratamiento: Compruebe si los parámetros del sistema 260-263608-609 están configurados correctamente.
Advertencia sobre la bomba de lubricación ALM034
CausaLa presión de salida de la bomba de lubricación es insuficiente.
TratamientoCompruebe si la grasa lubricante se ha agotado. De ser así, añada grasa lubricante de litio de extrema presión nº 00. De lo contrario, compruebe si la bomba de lubricación funciona correctamente, si hay fugas en la tubería de lubricación y si la línea de señal de la bomba está conectada correctamente.
Herramienta ALM035 no sujeta
CausaNo se detecta señal de sujeción del portaherramientas hidráulico.
TratamientoCompruebe si el cableado de la señal de sujeción del portaherramientas hidráulico es correcto.
ALM036 ZLZ2 Espaciado demasiado pequeño
Causa: El eje z en modo de control manual excede la distancia de seguridad del parámetro del sistema 603: z1z2.
TratamientoCompruebe si los parámetros establecidos por los parámetros del sistema son adecuados.
ALM037 Advertencia de cortina de luz de seguridad
CausaSe detecta que la señal de la cortina de luz es válida.
TratamientoCompruebe si la cortina de luz está bloqueada.
ALM038 Aviso de vencimiento
CausaEl tiempo de uso del sistema es inferior a 2 días.
TratamientoContacte con el proveedor.
Límite positivo de compensación de deflexión ALM039
CausaEl mecanismo de compensación de la deflexión supera el límite positivo.
TratamientoCompruebe la dirección de movimiento del mecanismo de compensación de la deflexión y si la conexión de la señal límite es correcta.
Límite negativo de compensación de deflexión ALM040
CausaEl mecanismo de compensación de la deflexión supera el límite negativo.
TratamientoCompruebe la dirección de movimiento del mecanismo de compensación de la deflexión y si la conexión de la señal límite es correcta.
Compensación de deflexión ALM041
Causa: Compensación de desviación rápida.
TratamientoCompruebe si el ajuste de precisión de la compensación de la deflexión es demasiado pequeño.
Inclinación del eje Y ALM042
CausaLa señal de entrada de inclinación del eje Y es válida.
Tratamiento: Comprobar si Y1Y2 son paralelos y si la configuración del origen es correcta.
Preguntas frecuentes (FAQ)
¿Qué pasos debo seguir si encuentro una alarma de moho de la serie ET en mi máquina dobladora?
Primero, verifique que no haya obstrucciones físicas en el área del molde. Asegúrese de que todos los componentes estén correctamente alineados y sujetos. Si el problema persiste, consulte el manual de la máquina para obtener los códigos de alarma específicos relacionados con problemas del molde o comuníquese con el soporte técnico para obtener más ayuda.
¿Pueden las actualizaciones de software ayudar a minimizar la aparición de alarmas de moho de la serie ET?
Sí, mantener actualizado el software de su máquina plegadora puede ayudar a resolver problemas conocidos y mejorar la estabilidad del sistema, reduciendo la probabilidad de que se produzcan alarmas en el molde.
Conclusión
En conclusión, la rápida resolución de problemas de la alarma de moldeo de la serie ET implica comprender los pasos clave para identificar y solucionar eficazmente los problemas comunes. Siguiendo los procedimientos descritos, como la comprobación de las conexiones, la calibración del sistema y el mantenimiento adecuado, podrá minimizar las interrupciones y mantener la productividad.
Para más ayuda Para obtener información más detallada, no dude en contactar con nuestro equipo. Estamos aquí para ayudarle con asesoramiento experto y recursos adicionales que le permitirán disfrutar al máximo de nuestros productos. Además, consulte nuestra documentación para obtener más información sobre el mantenimiento y la optimización de su plegadora.



