








Что нужно знать об индукционных изгибах
Цель индукционных изгибов
Основная цель индукции изгиб заключается в том, что конечные результаты целостности (свойства материалов и дефекты) и размеры достигаются в соответствии с соглашением. Для этого требуется расширенный контроль основных параметров процесса производства: температуры, скорости и интенсивности охлаждения, а также важных процедур запуска и остановки, чтобы достичь последовательных и приемлемых результатов.
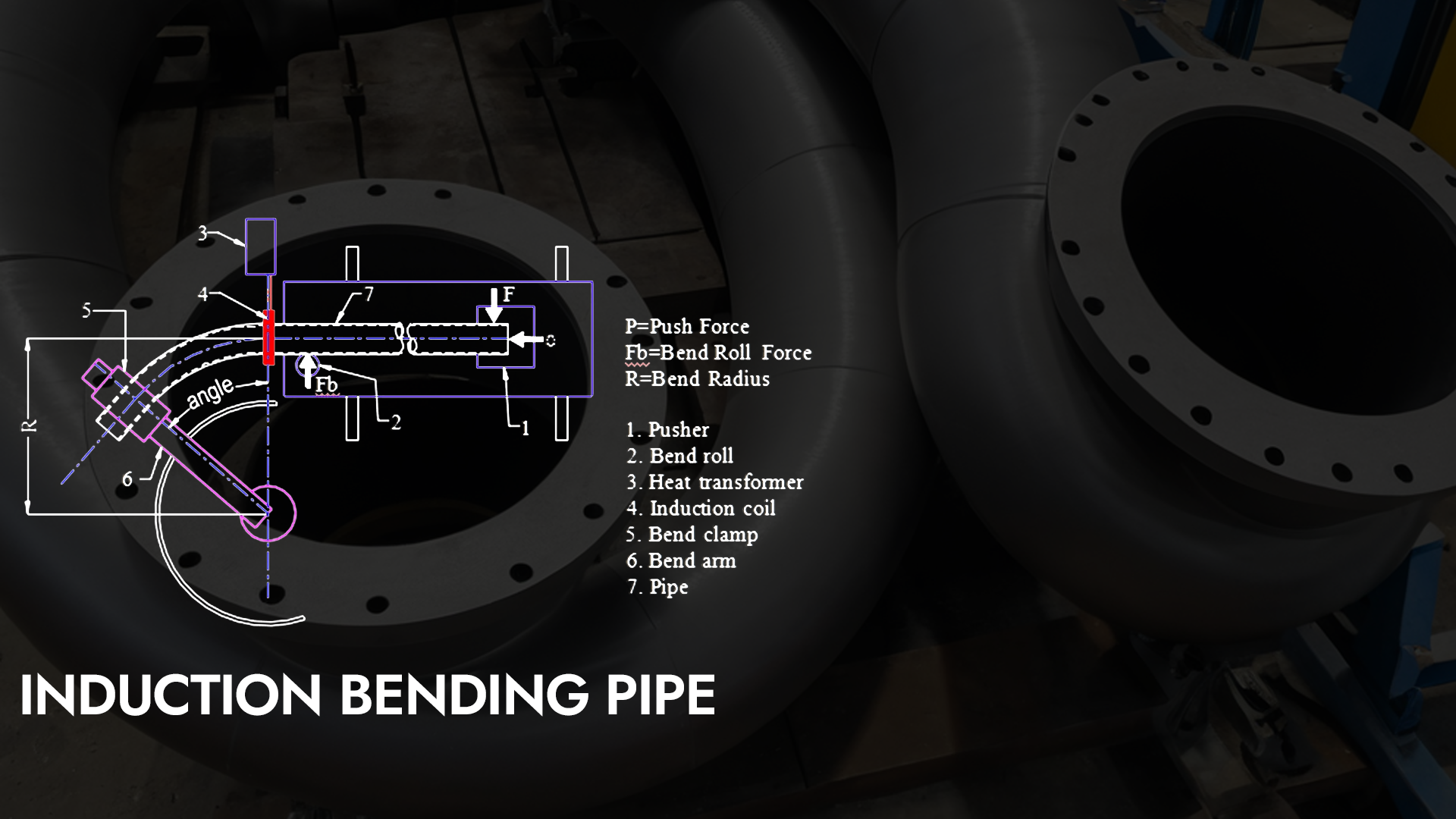
Упрощенно говоря, процесс индукционной гибки можно описать как: начиная с прямой трубы, загруженной в гибочная машина и закрепляется на гибочном рычаге по заданному радиусу изгиба; подается индукционный ток, и после достижения необходимой температуры труба продвигается вперед с контролируемой скоростью, начиная гибку. Гибочный рычаг создает изгибающий момент для изгиба трубы по заданному радиусу; гибка продолжается непрерывно и равномерно до достижения требуемого угла изгиба.

Этапы процесса
В действительности, процесс индукционной гибки, конечно, гораздо сложнее, особенно для высокотехнологичных применений, где затраты на изготовление любого производственного отвода могут быть весьма значительными. Для типичной линейной трубы класса прочности X этот процесс включает тщательную оценку всех факторов, влияющих на процесс гибки, включая: размер и класс прочности трубы, тип трубы (бесшовная или сварная), химический состав, оценку вероятных параметров изготовления, условия эксплуатации, требуемые металлургические и размерные свойства, а следовательно, и критический анализ необходимых исходных свойств. Поверхность трубы для гибки должна быть подготовлена дробеструйной обработкой, визуально осмотрена и проверена на толщину стенки и наличие дефектов.
Индукционная катушка будет спроектирована для оптимальной производительности, и будет применяться систематический подход к индукционным испытаниям, после чего последует полностью контролируемое изготовление квалификационных гибов с программированием процедуры автоматического запуска и остановки, а также инспекции и механические испытания. После утверждения результатов квалификационных гибов будет подготовлена и проинспектирована производственная исходная труба, после чего будет проведена индукционная гибка в виде «клонов» по утвержденной процедуре. Готовые гибы будут обработаны на станке со скошенными концами, испытаны и проинспектированы, покрыты в соответствии с требованиями и маркированы. Документация будет собрана в консолидированный отчет о производстве, подробно описывающий все аспекты производства, испытаний и инспекций.
Каждый проект представляет собой уникальный набор обстоятельств, которые необходимо определить и разработать соответствующую спецификацию производственной процедуры (MPS). Опыт играет важную роль в оценке предложений по гибке и скорейшем информировании клиента о любых рисках или проблемах, которые необходимо учитывать. Исторические данные позволяют сэкономить время и снизить затраты при определении подходящих параметров процесса.
Изгибающая способность
Размер и доступность индукции гибочные машины определяет размер и доступность индукционных гибов. На международном уровне индукционная гибка охватывает трубы диаметром от DN50 до DN1600 и более, с толщиной стенки от 3 до 150 мм. Существует широкий спектр типов машин, многие из которых представляют собой единичные конструкции с различной производительностью и управлением процессом. Гибочная способность и производительность любой конкретной машины определяются сложным сочетанием диаметра трубы, толщины стенки, типа материала, радиуса гиба, а также соответствующими параметрами обработки (температурой, скоростью и охлаждением), а также размерными требованиями.
В Австралии текущая доступная мощность индукционной гибки труб основана на индукционном гибочном станке Inductabend с номинальным максимальным диаметром трубы DN900 и толщиной стенки 100 мм соответственно (это не следует трактовать как способность сгибать трубу DN900 с толщиной стенки 100 мм). Радиусы гибки, доступные на станке Inductabend, в зависимости от размера трубы, варьируются от 100 до 12 500 мм и могут достигать 1,5D. Более длинные радиусы возможны с использованием нетрадиционных технологий.
Возможность изгиба
При интерпретации диаграмм производительности индукционных гибов следует проявлять осторожность, поскольку они не дают представления об уровнях контроля процесса, которые могут потребоваться для достижения необходимых свойств материала и стабильных размеров по всей длине дуги гиба. Оборудование Inductabend специально разработано для расширенного контроля процесса, необходимого для производства высококачественных гибов трубопроводов из труб из углеродистой стали высокой марки X для трубопроводной промышленности.
Как используется индукционный нагрев для горячей гибки?
Преимущество индукционного нагрева заключается в том, что это управляемый бесконтактный фокусированный нагрев. Индукционный нагрев, применяемый в процессе индукционной гибки, представляет собой одну индукционную катушку, нагревающую относительно узкую кольцевую полосу трубы. Индукционная катушка генерирует интенсивный локализованный магнитный поток и «индуцирует» электрический ток, циркулирующий в стенке трубы непосредственно под катушкой, не оставляя остаточного магнетизма.
Именно индуцированный циркулирующий ток и удельное сопротивление материала трубы эффективно генерируют тепло, необходимое для горячей гибки. Индукционная катушка может быть спроектирована для обеспечения различных эффектов нагрева, например, узкой или широкой тепловой полосы, учитывающей теплопроводность в толстых стенках трубы, а также с различными вариантами охлаждения – распылением воды или принудительной подачей воздуха, в зависимости от конкретных требований.
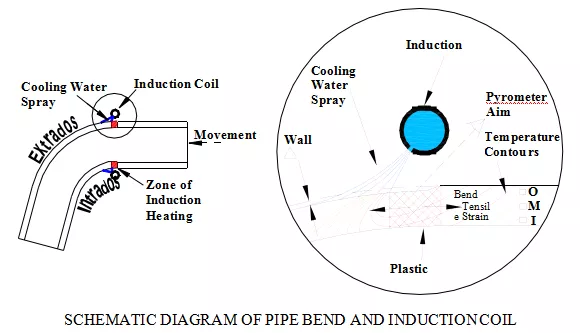
Система индукционного нагрева и распыления охлаждающей воды, показанная на схеме, основана на распылении воды из индукционной катушки непосредственно на внешнюю поверхность трубы, выходящую из индукционной катушки. Разница в пиковой температуре и скорости охлаждения между наружной (O), средней (M) и внутренней (I) стенками труб будет наибольшей для толстостенных труб.
Как индукционная гибка влияет на размеры?
Деформация трубы в области изгиба, вызванная индукционной гибкой, включает в себя овальность и утонение стенки на верхней части изгиба, а также соответствующее увеличение толщины стенки на внутренней части изгиба. Ожидаемые деформации при обычной гибке можно оценить по таблицам. Фактические деформации могут отличаться от прогнозируемых значений из-за конкретных требований к процессу индукционной гибки, таких как скорость, температура, метод охлаждения, конструкция катушки и тип материала.
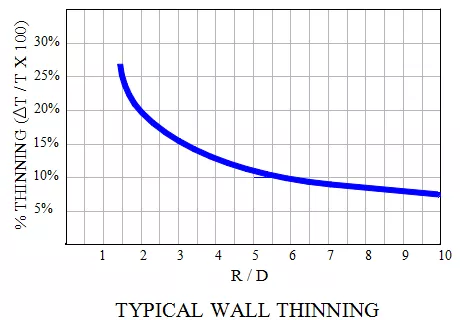
Радиусы изгиба индукционных труб для трубопроводов обычно составляют от 10 до 5 диаметров, но могут достигать трёх диаметров. Для этих радиусов ожидаемое утончение стенки в зависимости от фактической начальной толщины стенки составит 7%, 11% и 15% соответственно.
Для удовлетворения конкретных требований проекта может потребоваться использование более толстостенных труб или выбор большего радиуса изгиба. Во многих проектах можно будет выделить трубы с большей толщиной стенки для индукционных изгибов, запланировав дополнительный заказ толстостенных труб для мест с особыми требованиями, таких как переходы и т.д.
Как индукционная гибка влияет на свойства материала?
На свойства материала влияют три основных параметра процесса индукционной гибки: скорость, пиковая температура и скорость охлаждения. Вторичные параметры процесса, которые очень специфичны для каждой машины и зависят от сложности процесса управления каждой машиной, – это процедуры запуска и остановки. После квалификации эти параметры должны быть установлены в качестве целевых для всех последующих гибок.
Высокопрочная линейная труба HFW
Современные стали для магистральных труб HFW представляют собой относительно низкоуглеродистые микролегированные стали. Индукционная гибка обычно выполняется в диапазоне температур от 875 °C до 1075 °C, что выше температуры аустенизации, при которой происходит рекристаллизация. В этом диапазоне температур растворение микролегирующих элементов увеличивается с ростом температуры. Для заданного исходного химического состава пиковая температура, достигаемая при индукционном нагреве, и скорость охлаждения определяют получаемые свойства материала. Установленная зависимость увеличения прочности и твердости с ростом температуры и/или скорости охлаждения сложна и не является предметом подробного обсуждения здесь — достаточно сказать, что механизм упрочнения представляет собой комбинацию эффектов размера зерна, растворения и повторного выделения микролегирующих компонентов и образования продуктов низкотемпературного превращения.
Для уверенного достижения высокой прочности и вязкости непосредственно после индукционной гибки необходимо тщательно контролировать пиковую температуру и скорость охлаждения, а этот процесс должен быть определен и подкреплен физическими испытаниями.
При фиксированной скорости и постоянной интенсивности охлаждения пиковая температура контролируется уровнем индукционной мощности, применяемой в процессе гибки. Скорость охлаждения определяется скоростью гибки и системой распыления охлаждающей воды, включающей давление, объём, отверстия и т.д.
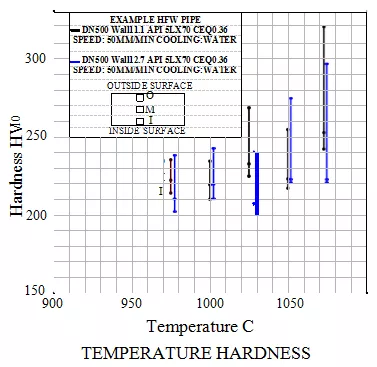
Приведенные выше диаграммы иллюстрируют влияние толщины стенки и предполагаемой скорости охлаждения, а также пиковой температуры индукционной гибки на твердость внешней (теплоотводящей) поверхности, середины стенки и внутренней поверхности.
Что насчет термообработки после гибки?
Важным моментом при индукционной гибке является использование термической обработки после гибки, включающей нормализацию, отжиг, отпуск, а также закалку и отпуск.
В некоторых случаях может возникнуть конфликт между параметрами процесса гибки, необходимыми для достижения требуемых свойств материала. Например, при гибке толстостенных высокопрочных труб параметры процесса, необходимые для достижения предела текучести и предела прочности на растяжение, могут привести к превышению пределов твёрдости наружной поверхности. Единственным способом решения этой проблемы может быть применение термообработки после гибки. Термообработка также может разрешить тупиковую ситуацию, когда параметры процесса, необходимые для ограничения утончения стенки (изгиб выполняется с очень холодными внешними поверхностями) в критически важном применении, не обеспечивают требуемой прочности материала.
Термическая обработка после гибки ограничена размером и доступностью подходящих печей. Существует очень мало печей, способных выполнять индукционную термическую обработку гибов труб большого диаметра. Это особенно актуально для гибов, требующих закалки и отпуска.
Неправильное использование послегибочной термической обработки может создать больше проблем, чем решить — в частности, необходимая для области изгиба термическая обработка с отпуском может отрицательно повлиять на неизогнутую прямую касательную на каждом конце изгиба.
Ввиду диапазона размеров труб HFW (ограниченный диаметр и относительно небольшая толщина стенки) и того, что химический состав, как правило, хорошо подходит для процесса индукционной гибки, для индукционных изгибов, сформированных из магистральных труб HFW, термическая обработка требуется редко.
Как Motherpipe влияет на горячую гибку?
Чтобы понять границы и риски индукционной гибки трубопроводов, важно изучить характеристики различных типов магистральных труб и их связь с процессом индукционной гибки.
HFW Linepipe
Большинство индукционных изгибов магистральных трубопроводов в Австралии изготавливаются на основе труб, сваренных высокочастотной сваркой (HFW), с различной толщиной стенок и классом прочности, что позволяет получать материалы с необходимыми свойствами непосредственно на индукционном гибочном станке без какой-либо дополнительной обработки.
Для труб HFW диаметром от DN100 до DN600, толщиной стенки до 14,3 мм и класса прочности от X42 до X80 проектировщик трубопровода должен быть уверен в возможности изготовления индукционных гибов из материала, свойства которого эквивалентны свойствам исходной трубы. Трубы, производимые на современных трубопрокатных заводах HFW, изготавливаются из термомеханически контролируемой прокатной стальной полосы с химическим составом, соответствующим требованиям к марке стали и высокоскоростной свариваемости.
Химический состав труб HFW, как правило, хорошо подходит для процесса индукционной гибки. Это отчасти объясняется тем, что современные заводы по производству магистральных труб HFW используют поточный индукционный нагрев для отжига сварных швов. Этот отжиг, хотя и при другой температуре и скорости, по своему термическому воздействию на свойства материала аналогичен процессу индукционной гибки.
Труба SAW
Трубы SAW большего диаметра и с большей толщиной стенки могут замедлить процесс индукционной гибки и, следовательно, ограничить диапазон различных параметров процесса. Это особенно актуально для материалов с высоким классом прочности X, для которых требуются более высокие температуры и более высокие скорости охлаждения, достигаемые за счет более высоких скоростей процесса. Для труб большого диаметра и с большей толщиной стенки высокие прочностные свойства могут быть недостижимы без соответствующего повышения химического состава труб, чтобы гарантировать достаточную чувствительность (способность к закалке) материала трубы к более низкой пиковой температуре в отверстии трубы и более медленной скорости охлаждения.
Бесшовный
Достижение высоких прочностных свойств непосредственно после использования индукционной гибочной машины для бесшовных труб, как правило, представляет большую проблему по сравнению с аналогичными по размеру и классу прочности сварными трубами.
Высокопрочные бесшовные линейные трубы из углеродистой стали производятся совершенно иначе, чем трубы из прокатного листа или полосы. Бесшовные трубы подвергаются горячей штамповке для достижения необходимого диаметра и толщины стенки, а затем подвергаются термообработке для достижения необходимой прочности и вязкости. Трубопрокатные заводы, естественно, разрабатывают химический состав труб, подходящий для быстрой внутренней и внешней закалки и термообработки.
Индукционная гибка практически ограничена внешним водяным охлаждением (т.е. только с одной стороны) на относительно низких скоростях, поэтому невозможно достичь той же скорости закалки, что и на трубопрокатных станах. Для бесшовных труб из низкоуглеродистой стали высокой прочности с толщиной стенки более 13 мм может потребоваться полная закалка и отпуск после гибки, в противном случае после гибки можно добиться лишь ухудшения свойств материала.
Химия труб
Как было показано, химия играет важную роль в достижении требуемых свойств трубопровода – это особенно касается высокопрочных индукционных изгибов из толстостенных трубопроводных труб.
Стандарт для морских трубопроводов DNV OS F101 устанавливает максимально допустимый химический состав для различных марок труб (бесшовных и сварных, таблицы 6.1 и 6.2) и труб для индукционной гибки (таблица 7.5). Тенденция к допуску более высоких химических составов для более высоких марок труб очевидна. Максимально допустимое содержание основных компонентов – углерода и марганца, а также микролегирующих элементов – ниобия, титана и ванадия – увеличивается с повышением класса прочности.
Кроме того, можно видеть, что для индукционных гибов допускается более высокий химический состав по сравнению с бесшовными трубами аналогичной марки, и тем более по сравнению со сварными трубами. Эти тенденции наиболее очевидны в последовательном увеличении максимально допустимого углеродного эквивалента (CEQ) для каждой марки и типа. В сноске к каждой таблице указано, что максимально допустимый химический состав применим к трубам с довольно большой толщиной стенки.
Толщина стенки трубы
Фактическая толщина стенки по сравнению с «номинальной» толщиной стенки, а также отклонения в толщине стенки могут существенно различаться для сварных и бесшовных труб.
Сварные трубы изготавливаются из листового проката, поэтому имеют равномерную толщину стенки по всей длине и по окружности трубы, с некоторым утолщением в зоне сварного шва. Поскольку трубопрокатные заводы предпочитают экономить, можно ожидать, что фактическая толщина стенки сварных труб практически всегда будет равна номинальному значению или немного меньше.
Толщина стенки бесшовных труб зависит от качества трубопрокатного стана и может значительно варьироваться, чем у сварных труб. Толщина стенки может значительно различаться по окружности и длине трубы, а также между стыками труб одной плавки. Отверстие может быть эксцентричным относительно наружного диаметра, что приводит к утолщению или утончению стенок трубы; а выступы в отверстии могут образовывать непосредственно прилегающие друг к другу участки утолщения и утончения стенки трубы.
Вдобавок ко всему этому, конечно же, любая отметина или изъян ещё больше уменьшат толщину стенки. Ожидания относительно фактической толщины стенки трубы по сравнению с номинальным значением, как правило, должны быть пессимистичными, а не оптимистичными!
Что может пойти не так с горячими изгибами?
Проблемы, которые могут возникнуть, в основном делятся на две группы: проблемы, связанные с исходной трубой, и проблемы, связанные с процессом гибки — либо с параметрами процесса, либо с ошибками и неправильной настройкой, либо с дефектами, обнаруженными в изгибах.
Контроль играет важную роль в производстве индукционных гибов. Размеры сечения можно измерить с помощью штангенциркулей и скребков для проверки овальности и круглости, а также ультразвуковым методом для проверки толщины стенки. Целостность гиба можно проверить неразрушающими методами, включая визуальный контроль, магнитопорошковую, ультразвуковую, радиографическую и капиллярную дефектоскопию, испытание на твердость поверхности и гидростатические испытания. Свойства материала гиба можно оценить по соотношению основных параметров изготовления между квалификационными испытаниями и производственными гибами.
Материнская труба
Дефекты
Дефекты в маточной трубе могут быть усугублены процессом индукционной гибки. Индукционная гибка не превратит свиное ухо в шёлковый кошелёк — то, с чего вы начинаете, во многом определит, что вы получите в итоге.
Самый распространённый дефект труб – это образование выбоин и вмятин, вызванных ненадлежащим обращением. Очевидно, что тонкостенные трубы более подвержены повреждениям, чем толстостенные. Для труб HFW возможны раскатанные включения, несплавления или трещины в области сварного шва, но, как правило, встречаются крайне редко.
Бесшовные трубы могут иметь поверхностные расслоения и сколы, которые обнаруживаются во время дробеструйной обработки и горячей гибки. Эти дефекты встречаются редко, но могут поражать целые трубы, а также несколько труб одной плавки, и во многом зависят от качества трубопрокатного стана.
Химия
Горячая индукционная гибка обеспечивает эффективную термическую обработку материала трубы в зоне изгиба. Химический состав трубы для индукционной гибки имеет решающее значение в случаях, когда к толстостенным трубам предъявляются высокие требования по прочности, поскольку изгиб происходит медленнее, а следовательно, и медленнее остывает. Недостаточный химический состав приводит к низкой закаливаемости трубы, и требуемая прочность может быть не достигнута непосредственно после индукционной гибки.
Диаметр
Из-за заводских допусков на диаметр концов и середины трубы, диаметр труб SAWL и, в особенности, SAWH большого диаметра может существенно отличаться от конца до середины. При отрезке отводов в середине стыка таких труб могут потребоваться переходники для подготовки к сварке.
Загрязнение
Загрязнение поверхности легкоплавкими металлами, такими как медь, цинк или свинец, может вызвать «жидкометаллическую хрупкость» и привести к образованию поверхностных трещин на изгибах. Предварительная обработка поверхности, например, инертная дробеструйная очистка, минимизирует этот риск.
Квалификационное тестирование
Во время первоначальных или квалификационных испытаний могут быть выявлены трудности с достижением минимальных характеристик материала, несмотря на все усилия трубогиба. Чаще всего двумя основными факторами являются: предел текучести, который устанавливает нижнюю границу параметров обработки, и твёрдость, которая устанавливает верхнюю границу. Для толстостенных труб, эксплуатируемых в кислой среде, может возникнуть конфликт, когда параметры процесса, необходимые для достижения необходимой прочности, приводят к превышению заданного предела твёрдости поверхности. В этом случае окно процесса гибки «закрывается», и может потребоваться последующая закалка погружением и отпуск.
Параметры процесса
Параметры процесса не должны изменяться от изготовления квалификационного гибочного изделия до изготовления гибочных изделий. К основным параметрам процесса относятся: скорость, температура, охлаждение и процедуры запуска/остановки.
Скорость
Крайне важно, чтобы скорость не менялась в процессе гибки. Тепловой цикл, испытываемый каждым элементом трубы, проходящим через индукционный процесс, должен быть ограничен узким диапазоном. Проскальзывание в зажиме трубы на радиусном рычаге или в упругом или губчатом приводном механизме приведет к колебаниям скорости во время гибки. Труба, «качающаяся» в процессе гибки, будет иметь переменные свойства по всей длине дуги. Некоторые области гиба, «застрявшие» в машине, будут иметь более высокие пиковые температуры и более медленную скорость охлаждения, в то время как другие будут иметь более низкие пиковые температуры и быстрое охлаждение, вызванное резким и быстрым продвижением трубы в машине.
Температура
Как было показано, температура изгиба оказывает существенное влияние на конечные свойства изгиба.
Оптические пирометры являются «глазами» процесса индукционной гибки: они регистрируют температуру процесса гибки и поддерживают основу производства.
Нацеливание пирометров критически важно, поскольку пиковая температура в пределах зоны нагрева должна находиться в поле зрения. Зарегистрированные температуры должны охватывать практически всю окружность трубы. Для труб меньшего диаметра может быть приемлемо установить два пирометра – один на внутренней и один на внешней стороне для контроля и регистрации пиковой температуры; для труб большего диаметра, например, >DN300, может потребоваться четыре пирометра, охватывающих четыре квадранта окружности трубы. Кроме того, оператор гибочного станка должен визуально контролировать температуру в зоне нагрева, чтобы обеспечить согласованность между точками нацеливания пирометра. В этом отношении очень полезен ручной «блуждающий» пирометр.
Некоторые процессы более чувствительны к температуре, чем другие, и определение необходимого уровня контроля температуры является важным этапом процесса предварительного тестирования.
Охлаждение
Охлаждение отвода трубы после индукционной катушки имеет решающее значение для достижения высокой прочности отводов магистральных трубопроводов. Для изготовления отвода должна использоваться та же катушка, что и для изготовления отвода для квалификационных испытаний, а также охлаждающая вода должна иметь такое же давление и температуру.
Программируемые процедуры запуска и остановки
Вероятно, это наименее известный и описанный аспект индукционной гибки, который, как правило, является строго охраняемой конфиденциальной информацией.
Для критически важных применений, таких как гибка труб высокой прочности X со свойствами, полученными непосредственно на индукционной гибочной машине, процесс запуска и остановки должен быть программируемым, а не управляться оператором, и устанавливаться как часть процесса квалификации.
Процедуры запуска и остановки должны обеспечивать стабильные воспроизводимые результаты для тепловых переходов на каждом конце изгиба. Обратите внимание, что тепловые переходы (в отличие от размерных) могут фактически располагаться на некотором расстоянии вдоль прямой касательной на каждом конце изгиба. Они могут не совпадать с точкой касания, где кривизна изгиба переходит в прямую касательную.
Угол изгиба
Углы гиба, получаемые индукционной гибкой, как правило, очень точны, особенно после первого изгиба партии. Измерение угла гиба следует проводить для каждого изгиба сразу после формовки. Можно оценить вероятное упругое последействие изгиба и скорректировать его по мере выполнения гибки.
Любые изгибы, выходящие за пределы согласованного допуска на угол, могут быть изолированы для обсуждения. Для определения правильного угла требуются различные методы измерения, особенно для труб с короткими касательными концами, где значительная овальность прямой касательной на каждом конце изгиба может затруднить измерение фактического угла.
Радиус
Фактические радиусы изгиба, как правило, находятся в пределах допуска 1% от целевого радиуса. Если только не была допущена серьёзная ошибка при настройке, радиус изгиба трубопровода вряд ли представляет собой проблему.
Морщины и неровности.
Изгибы трубопроводов обычно выполняются с довольно большими радиусами. Обнаружение складок или неровностей может указывать на производственную проблему. Небольшая выпуклость может быть заметна в начале изгиба, где сжатие при изгибе «выгибает» стенку трубы. Эта «выгибающая деформация» связана с утолщением стенки трубы, при этом изменение толщины стенки, как правило, проявляется на её наружной поверхности. Если не наблюдается слишком сильного выгиба, она не оказывает негативного влияния на трубу, но может быть устранена правильными процедурами запуска, использованием более толстостенных труб и увеличенным радиусом изгиба.
Складка в середине изгиба может указывать на проскальзывание зажима, отключение питания или чрезмерное движение катушки.
Перерывы в процессе
Потеря электроэнергии, даже кратковременная, приведет к остановке процесса гибки и почти всегда приведет к браку гиба, особенно если индукционная гибка высокопрочных труб направлена на достижение высокопрочных свойств материала.
Тяга воздуха
Во время горячей индукционной гибки с водяным охлаждением (необходимым для труб класса прочности High X) из-за индукционной катушки подается воздух, отводящий охлаждающую воду от нагревательной ленты. Необходимо свести к минимуму и обеспечить постоянную тягу воздуха на протяжении всего процесса гибки, так как она может влиять на температуру поверхности, регистрируемую пирометрами. Избыток воздуха может занижать температуру наружной поверхности, создавая искусственно заниженные показания. Оператор может компенсировать это кажущееся падение температуры, увеличивая мощность индукции, тем самым непреднамеренно повышая температуру под поверхностью трубы и отрицательно влияя на свойства материала.
Размеры изгиба
Овальность
Овальность, вызванная изгибом, в основном ограничивается областью изгиба, но может распространяться на некоторое расстояние вдоль прямой касательной на каждом конце изгиба, особенно для тонкостенных изгибов, сформированных с малыми радиусами изгиба. Овальность, как правило, является функцией диаметра трубы, толщины стенки и радиуса изгиба, но на нее также влияют температура изгиба, метод охлаждения и тип материала. Овальность менее вероятна для толстостенных изгибов с большим радиусом, сформированных при высокой температуре, дающих наименьшие изгибающие усилия; и с использованием охлаждения распылением воды (вместо принудительного воздушного охлаждения) для получения максимально узкой зоны нагрева. Как правило, овальность можно предсказать на основе исторической информации и простых рекомендаций.
Диаметр
При индукционной гибке окружность трубы в зоне гиба может сжиматься (обычно на 0,5% для углеродистых сталей и 1% для нержавеющих) из-за коэффициента теплового расширения. Это сужение может привести к уменьшению внутреннего диаметра трубы для скребковой очистки и т.д.
Истончение стенок
Утончение стенки изгиба на внешней поверхности является характерной особенностью всех процессов гибки и, для заданного диаметра трубы, в значительной степени обусловлено заданным радиусом. Неконтролируемое утончение стенки может возникнуть, если внешняя поверхность изгиба становится горячее внутренней поверхности изгиба, что фактически смещает нейтральную ось изгиба в сторону внутренней поверхности. Это подчёркивает необходимость надлежащего контроля температуры на внутренней и внешней поверхностях изгиба для предотвращения утончения стенки.
Что следует учитывать трубопроводчикам, чтобы получить качественные индукционные гибы правильно и в срок?
Включить в проект рассмотрение горячих изгибов (FEED и детальное проектирование).
При необходимости ознакомиться со стандартами ISO, ASME, DNV.
Поговори с Бендером
Учитывайте химический состав материала трубы с точки зрения требуемой прочности при заданной толщине стенки. Это фактически позволяет оценить риск достижения заданных свойств материала после индукционной гибки.
Тщательно продумайте максимально допустимое значение твёрдости. Указание значения ниже технически необходимого неоправданно ограничит возможности гибочного станка и может привести к ухудшению других, более важных характеристик материала, таких как предел текучести.
Учитывайте фактические размеры исходной трубы, в частности, допуски на изготовление и некоторую маркировку поверхности; принимайте консервативную оценку фактической толщины стенки трубы.
Ведомость материалов (MTO) для отводов следует определять на основе индивидуальной длины трубы, необходимой для каждого отвода, вложенной в имеющиеся длины трубных соединений. Не суммируйте длину труб, необходимых для отводов, а разделите на имеющуюся длину соединения, чтобы определить количество необходимых соединений. Трубогиб может порекомендовать подходящий MTO для трубных соединений, необходимых для списка отводов. Учитывайте и прогнозируйте потери от обрезки и коротких отрезков.
Предусмотрите резервное количество исходных труб для покрытия необходимости проведения квалификационных испытаний и любых отбракованных изгибов и т. д. Для небольших количеств изгибов это может означать переизбыток 100% трубы, фактически необходимой для изгибов (включая предварительные и квалификационные изгибы); на более крупных проектах это может означать дополнительные 5% трубных стыков.
Индукционные гибы трубопроводов требуют проведения полного квалификационного испытания на каждую плавку. По возможности выбирайте трубы без покрытия из одной плавки, иначе возникнет значительное увеличение затрат из-за многочисленных квалификационных испытаний и потери труб, использованных при дополнительных испытаниях.
Обеспечьте достаточную длину прямых участков на каждом конце каждого изгиба, чтобы избежать наибольшей овальности изгиба, наиболее близкой к изгибу. Трубы малого диаметра с толстыми стенками, изготовленные с большими радиусами изгиба, должны иметь наименьшую овальность изгиба.
Как правило, овальность минимальна на расстоянии не менее двух диаметров трубы от места изгиба. Тем не менее, всем подрядчикам по трубопроводам следует учитывать и планировать использование внешних центрирующих зажимов при приварке горячих отводов к трубопроводу.
Углы изгиба следует указывать как угол отклонения, а не как внутренний угол. Трассы трубопроводов часто характеризуются изменениями в выравнивании, определяемыми внутренним углом, полученным в результате обследования.
Предусмотрите необходимое время выполнения заказа и другие логистические решения для изготовления и испытания предварительных и квалификационных испытательных труб перед началом производства. Для небольшого проекта процесс квалификации, занимающий две-три недели, может занять больше времени, чем изготовление производственных труб. Готовые трубы можно хранить на складе гибочного цеха или цеха по нанесению покрытий и забирать по мере необходимости, или, в случае удалённого хранения, хранить на месте в подходящих местах хранения.
Транспортировку следует тщательно планировать. За один раз можно перевозить лишь несколько отводов, особенно если они изготовлены из труб большого диаметра, имеют большой радиус изгиба, большие углы изгиба и длинные прямые участки на каждом конце. Необходимо тщательно контролировать использование опор и прокладок для отводов, а также тканевых стяжек во время транспортировки, чтобы обеспечить их безопасную транспортировку и разгрузку без повреждений. Для перемещения отводов необходимо использовать мягкие стропы мостовых кранов или передвижной техники; вилочные погрузчики не подходят для перемещения отводов.
Системы покрытия, подходящие для подземных отводов труб, как правило, основаны на сверхвысокослойном эпоксидном покрытии, наносимом распылением или валиком, которое должно быть совместимо с системой покрытия для врезки. Ленточная обмотка отводов имеет проблемы с адгезией к трёхмерной криволинейной поверхности отвода и может оказаться непригодной. В особых случаях для индукционных отводов могут использоваться наплавляемые эпоксидные покрытия (FBE).
По возможности используйте сложные изгибы для создания компактных трубных катушек с целью сокращения количества сварных швов и т.п. в трубопроводной системе.











