








-6%
")
")
")
")





63T2500 CNC Press Brake with ESA S830 for Sale
Original price was: $19,200.$18,200Current price is: $18,200. Set

eBend EP-35T1250 Full Electric Servo CNC Press Brake Factory
Original price was: $27,900.$24,900Current price is: $24,900. Set

High-Precision W24S-16 Tube and Profile Roll Bending Machine
Original price was: $17,900.$16,900Current price is: $16,900. Set
100 in stock
Note: Prices vary by model and configuration. Click "Send Inquiry" for a customized quote.
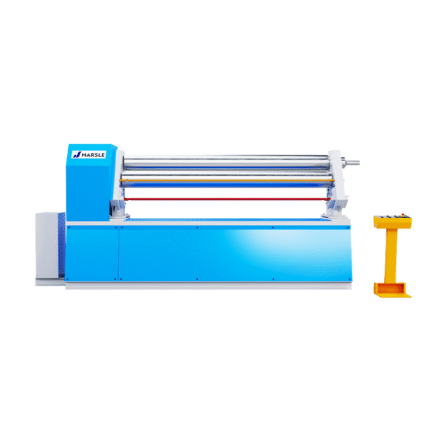
W24S-16 Tube and Profile Roll Bending Machine
| Specification | Unit | Value |
| The maximum bending modulus of the profile | cm³ | 16 |
| Bending speed | m/min | 5 |
| Profile yield limit | MPa | 25 |
| Angle steel incurvation(Max. section size) | mm | 80*8 |
| Angle steel incurvation(Min. bending diameter) | mm | 650 |
| Angle steel incurvation(Min. bending diameter) | mm | 30*3 |
| Angle steel incurvation(Min. bending diameter) | mm | 550 |
| Angle steel excurvation(Max. section size) | mm | 80*8 |
| Angle steel excurvation(Min. bending diameter) | mm | 800 |
| Angle steel excurvation(Min. section size) | mm | 30*3 |
| Angle steel excurvation(Min. bending diameter) | mm | 550 |
| Channel steel excurvation(Max. section size) | mm | 12 |
| Channel steel excurvation(Min. bending diameter) | mm | 800 |
| Channel steel incurvation(Max. section size) | mm | 12 |
| Channel steel incurvation(Min. bending diameter) | mm | 900 |
| Flat steel horizontal bending(Max. section size) | mm | 15025 |
| Flat steel horizontal bending(Min. bending diameter) | mm | 700 |
| Flat steel vertical bending(Max. section size) | mm | 75*12 |
| Flat steel vertical bending(Min. bending diameter) | mm | 760 |
| Round pipe bending(Max. section size) | mm | 76*4.5 |
| Round pipe bending(Min. bending diameter) | mm | 750 |
| Round steel bending(Max. section size) | mm | 52 |
| Round steel bending(Min. bending diameter) | mm | 600 |
| Square pipe bending(Max. section size) | mm | 60*4 |
| Square pipe bending(Min. bending diameter) | mm | 900 |
| Motor power | kw | 5.5 |
| Dimension | mm | 1200*1700*1400 |
| Weight | Weight | 3200 |
10
People watching this product now!
Description
The W24S-16 Tube and Profile Roll Bending Machine is designed for high-precision bending of tubes and profiles, offering exceptional performance for various metalworking industries. Built for accuracy and durability, this machine provides reliable results for complex bending tasks.
Key Features:
- High Precision: Ensures accurate and consistent bends.
- Versatile: Handles tubes, profiles, and other metal shapes.
- Durable Design: Built with quality materials for long-lasting performance.
- User-Friendly: Simple controls for efficient operation.
- Wide Application: Ideal for construction, automotive, and manufacturing sectors.
Invest in precision and efficiency with the W24S-16 Bending Machine, your perfect solution for high-quality bending tasks.





Most Popular Questions
What is a plate rolling machine and how does it work?
A plate rolling machine (also called a plate bending machine or plate roll) uses a set of rollers to bend flat metal sheets and plates into curved shapes such as cylinders, cones, and arcs. The workpiece is fed between the rollers, and by adjusting the position and pressure of the rollers, the metal is progressively formed to the desired curvature. CNC-controlled models allow precise diameter and shape programming for consistent, repeatable results.
What types of rolling machines do you offer?
We offer a comprehensive range of plate rolling machines including 2-roll initial pinch rolling machines, 3-roll symmetrical and asymmetrical rolling machines, and 4-roll CNC plate rolling machines. Our lineup covers light-duty models for thin sheet work as well as heavy-duty machines for thick plate bending, with rolling widths from 1,000 mm to over 12,000 mm and capacities for plates up to 200 mm thick.
What materials and thicknesses can your rolling machines process?
Our plate rolling machines can process a wide variety of metals including carbon steel, stainless steel, aluminum, copper, titanium, and alloy steel. Depending on the model, they handle plate thicknesses from 2 mm up to 200 mm and rolling widths up to 12,000 mm or more. The specific capacity depends on the material's yield strength and the machine's roller diameter and driving power.
What is the difference between 3-roll and 4-roll plate rolling machines?
A 3-roll plate rolling machine uses one top roll and two bottom rolls, requiring the plate to be pre-bent or repositioned for the leading edge. A 4-roll machine adds an additional side roll that grips and pre-bends the plate edge without removal, enabling faster setup, easier operation, and higher precision. 4-roll machines are ideal for high-volume production and tight-tolerance cylindrical work, while 3-roll machines are more cost-effective for general rolling tasks.
What minimum and maximum diameters can your rolling machines achieve?
The minimum rolling diameter is typically 1.2 to 1.5 times the top roller diameter, depending on plate thickness and material. Our machines can produce cylinders with diameters ranging from as small as 200 mm to virtually unlimited large diameters for gentle curves. We can recommend the optimal machine model and roller configuration to meet your specific diameter and curvature requirements.
Can your rolling machines produce cones and other non-cylindrical shapes?
Yes, our plate rolling machines are capable of producing cones, elliptical shapes, multi-radius curves, and other non-cylindrical profiles. Cone rolling is achieved by tilting or independently adjusting the side rolls to create a differential curvature across the plate width. CNC-controlled models offer programmable cone rolling with automatic compensation for precise taper angles and consistent results.
What CNC control features are available on your rolling machines?
Our CNC plate rolling machines feature advanced control systems with touchscreen HMI, automatic roller positioning, real-time curvature monitoring, and programmable rolling sequences. The CNC system stores multiple part programs, supports diameter and radius input, and provides automatic spring-back compensation. This ensures high repeatability, minimal operator intervention, and consistent quality across production batches.
What safety features do your plate rolling machines include?
All our rolling machines are equipped with comprehensive safety features including emergency stop buttons on both sides of the machine, foot pedal controls for hands-free operation, safety interlocks, overload protection, and CE-compliant safety guards. Larger models include light curtain barriers, anti-drop roller locks, and wired/wireless remote pendants to allow the operator to maintain a safe distance during rolling operations.
What is the typical lead time and warranty period?
Standard production lead time for our plate rolling machines is 30 to 75 days depending on the model, size, and configuration. We offer a 12-month warranty covering manufacturing defects on the entire machine, with extended warranty options available. Spare parts supply, technical documentation, and lifetime technical support are included as part of our comprehensive after-sales service commitment.
Do you provide installation, training, and after-sales service?
Yes, we provide full installation and commissioning services, hands-on operator training, and comprehensive after-sales support. Our engineers can travel to your facility for machine setup, alignment, calibration, and training. We also offer remote technical assistance via video call, preventive maintenance guidance, and fast spare parts delivery worldwide to keep your rolling machine running at peak performance.
Additional information
| Weight | 999 kg |
|---|---|
| Dimensions | 1200 × 1700 × 1400 mm |
| Function | Rolling |
| Lead Time | 45 Days |
| Brand | HARSLE |
| Payment Term | LC, TT |
| Price Term | EXW |
| Warranty | 3 Years |
Reviews (20)














Douglas –
Received the equipment, very good, very easy to use, recommended.
Trace –
The quality is very good, consistent with the detailed description, will recommend to friends to buy!
Lian –
I am so impressed with the HARSLE profile bending machine. I’ve been using it to perform cold bending on different profiles and it works like a dream. The W24S-16 tube and profile roll bending machine has a robust design that makes it ideal for heavy-duty work. It is easy to use and the results are always precise. I’ve been able to achieve a perfect bend every time, which has made my job so much easier.
Eliam –
I recently had the opportunity to work with the HARSLE W24S-16 Tube and Profile Roll Bending Machine and I was extremely impressed with its capabilities. The machine is easy to use and can perform cold bending on profiles with different shapes and sizes. The end results were accurate and precise, which is essential in my line of work.
Keaton –
The machine is also very durable, which is great because it means I will be able to use it for years to come. I am very satisfied with my purchase and highly recommend the HARSLE W24S-16 Tube and Profile Roll Bending Machine to anyone looking for a reliable, high-quality bending machine.
Aron –
Sturdy and durable, good stability, reliable product quality
Clyde –
The HARSLE profile bending machine is an excellent investment for any business that needs to perform cold bending on profiles with different shapes and sizes. The W24S-16 Tube and Profile Roll Bending Machine exceeded my expectations, with its large range of capabilities and precision in bending. I was able to create profiles of various shapes and sizes with ease, and the results were accurate and consistent every time. The machine itself is also user-friendly and easy to operate, making it an excellent addition to any fabrication shop.
Jerry –
The profile bending machine is the same as the introduction, the quality is very good, the function is powerful, and it feels good to use.
Maximo –
The equipment runs stably, and the manufacturer is professional and responsible
Marcellus –
The profile bending machine is very good, the manufacturer is large in scale and the manufacture is very professional.
Earland –
The W24S-16 Tube and Profile Roll Bending Machine from HARSLE is an absolute game-changer in the metalworking industry. As someone who frequently works with profiles of various shapes and sizes, this machine has been a lifesaver. Its ability to perform cold bending on tubes, bars, angles, and more is truly impressive.
Fabrisio –
One of the standout features of this machine is its versatility. Whether it’s bending “T” profiles, “U” profiles, or beams, the W24S-16 gets the job done with precision and ease.
Cadet –
The machine’s design allows for seamless and accurate bending, ensuring that the end result is of the highest quality. Very good.
Had –
The user-friendly interface of the machine makes it a breeze to operate. Even with minimal training, I was able to quickly master its functions and start producing outstanding results.
Jaasir –
The machine’s durability and reliability have exceeded my expectations. I have been using it for a considerable amount of time without any issues, which speaks volumes about its build quality. In terms of value for money, the W24S-16 Tube and Profile Roll Bending Machine is worth every penny. Its efficiency and productivity have significantly improved my workflow, saving time and effort.
Aayden –
The excellent customer service provided by HARSLE further adds to the overall positive experience. If you’re in the metalworking field and seeking a reliable and efficient profile bending machine, look no further than the W24S-16 from HARSLE. It is a high-performing, versatile, and durable machine that will undoubtedly enhance your productivity and deliver exceptional results.
Dacoda –
As someone who frequently works with profiles of various shapes and sizes, I have found this machine to be a reliable and efficient solution for my bending needs. One of the standout features of the W24S-16 is its versatility. It can effortlessly handle a wide range of profiles, including tubes, bars, angles, “T” profiles, “U” profiles, and beams. This has greatly expanded my capabilities, allowing me to take on more diverse projects and cater to a broader range of client needs. Furthermore, the machine’s cold bending technique ensures that the profiles maintain their structural integrity throughout the process. I have noticed consistent and precise results, with minimal distortion or deformation. This level of accuracy is crucial for producing high-quality finished products.
Badda –
Aspect that I appreciate about the W24S-16 is its user-friendly design. The controls are intuitive and easy to navigate, even for those who are new to profile bending.
Fabricio –
The machine operates smoothly and quietly, creating a comfortable working environment. Durability and reliability are also key strengths of this machine. The robust construction and high-quality materials used in its manufacturing give me confidence in its long-term performance. I have experienced minimal downtime and maintenance needs, allowing me to focus on my work without interruptions.
Earle –
The W24S-16 Tube and Profile Roll Bending Machine from HARSLE has revolutionized my metalworking capabilities. Its versatility, precision, user-friendly design, and durability make it a top choice for anyone in the industry. I highly recommend this machine to fellow professionals looking to enhance their bending processes and deliver exceptional results.