








Four-Roller Rolling Machine
Four-roller Rolling Machine
A 4-roll rolling machine, also known as a four-roll plate bending machine or a four-roll rolling machine, is a type of machine used to bend or roll metal plates into cylindrical or conical shapes. It operates based on the principles of material deformation and mechanical manipulation. The machine consists of four rolls, where two larger bottom rolls are used to drive the plate and two smaller top rolls are used to apply pressure and bend the plate. This design offers several advantages over traditional three-roll machines, such as increased accuracy and reduced risk of deformation.
Structure
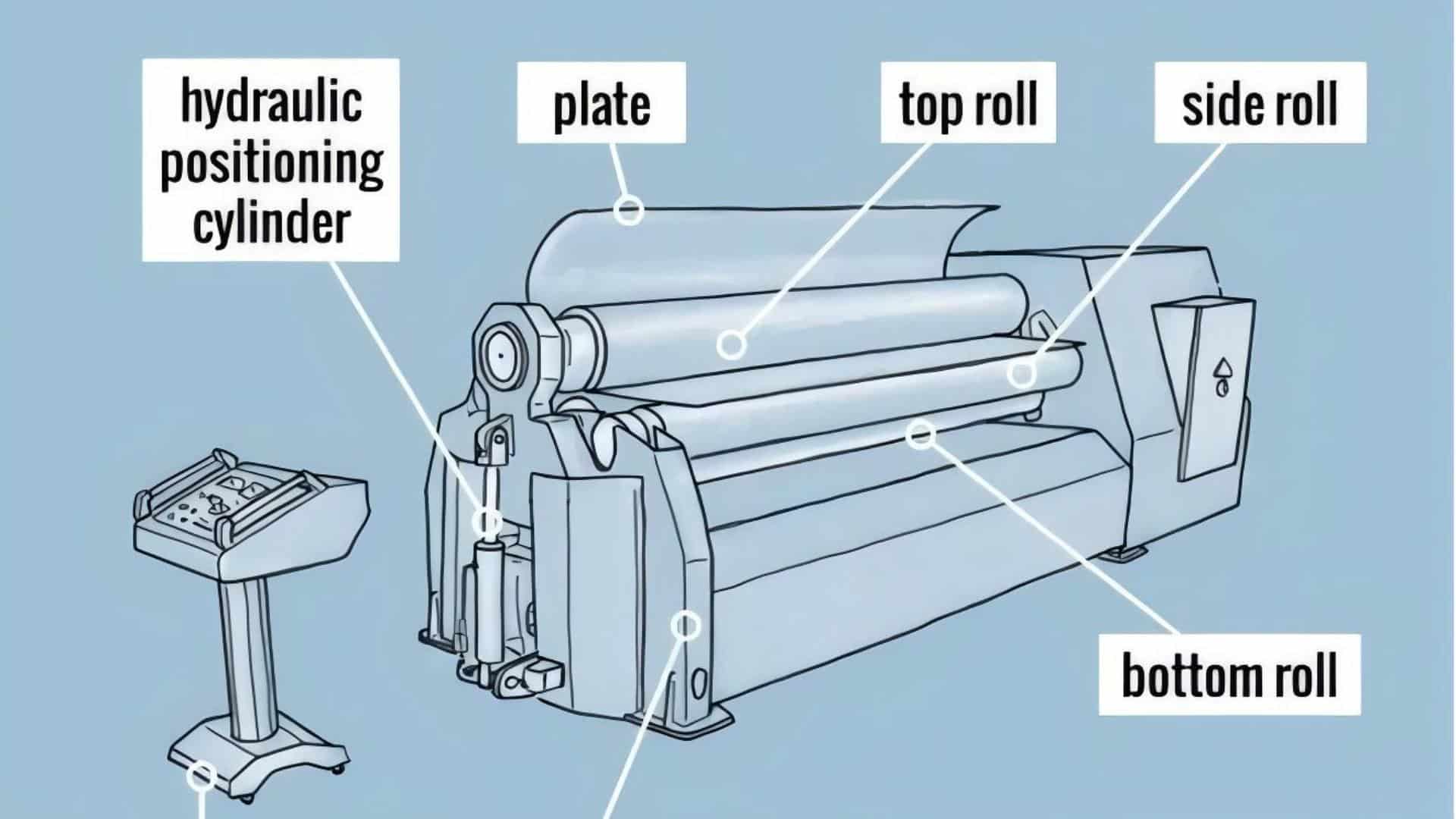
The figure-1 shows the structure of the four-roller rolling machine.

A four-roll rolling machine is mainly composed of these parts: hydraulic positioning cylinder, control panel, top roll, side roll, bottom roll, machine frame.

The four-roller rolling machine is suitable for the rolling forming work of sheet metal. It can roll round, curved and tapered workpieces within a certain range, and has the function of pre- rolling at the end of the sheet. The remaining straight edges are small and the work efficiency is high. The metal sheet can be roughly leveled on the machine.
Working Principle

The upper roller position is fixed, and the lower roller linearly moves up to clamp the steel plate. The rollers on either side of the line or the arc are moved up to the roll to adjust the radius of curvature of the roll. The four-roller and the three-roller-roller have different roller movements, but the working principle is the same, and the three-point circular principle is used to perform the rolling of different radii. However, the straight edge of the pre-rolling of the four-roller rolling machine and the roundness of the calibration circle are better than those of the three rolls.
1. Preparation: The machine operator prepares the metal plate by ensuring it is clean, properly aligned, and properly positioned between the bottom and top rolls. The plate thickness, width, and bending radius are set according to the desired final shape.

2. Initial Positioning: The machine’s bottom rolls are adjusted to support the plate’s weight and provide initial alignment. The top rolls are adjusted to their uppermost position to allow easy insertion of the plate.
3. Insertion: The metal plate is inserted between the bottom and top rolls through the machine’s entry gap. The operator ensures that the plate is centered and aligned with the rolls.

4. Adjustment: The operator adjusts the positions of the bottom and top rolls to match the desired bending radius and curvature. This adjustment is critical to achieving the correct bend radius without causing excessive strain on the plate.
5. Bending: The machine’s hydraulic or mechanical systems are engaged to drive the bottom rolls, which in turn drive the plate forward. Simultaneously, the top rolls apply downward pressure on the plate, causing it to bend around the bottom rolls. The plate undergoes plastic deformation as it transitions from a flat sheet to the desired curved shape

6. Progressive Bending: As the plate continues to move through the rolls, the operator adjusts the top and bottom rolls’ positions to achieve the desired curvature and shape. The bending process is often performed in multiple passes to ensure precision and minimize stress on the plate.
7. Exit and Removal: Once the plate has passed through all the rolls and achieved the desired shape, it exits the machine. The operator carefully removes the bent plate, and the process is complete.

Operating Procedures:
Machine Setup: Ensure the machine is properly assembled and calibrated. Check the hydraulic or mechanical systems, safety mechanisms, and roll alignments.
1. Plate Preparation: Clean the metal plate and make sure it is properly sized and positioned for bending.
2. Roll Adjustment: Adjust the positions of the bottom and top rolls based on the desired bend radius and curvature. Consult the machine’s manual or guidelines for specific adjustments.

3. Plate Insertion: Insert the plate into the machine’s entry gap, ensuring it is centered and aligned.
4. Bending Process: Engage the hydraulic or mechanical systems to start the bending process. Monitor the progress and make adjustments to roll positions as needed.
5. Progressive Bending: Perform multiple passes if necessary, adjusting the rolls’ positions between passes to achieve the desired shape gradually.
6. Exit and Removal: Once the plate has been bent to the desired shape, allow it to exit the machine. Carefully remove the bent plate and inspect it for quality.
7. Machine Maintenance: After the bending process, perform routine maintenance on the machine, including cleaning, lubricating moving parts, and addressing any wear or damage.
Advantages
The 4 roll plate rolling machine is the easiest one, thanks to a frame designed to satisfy every kind of needs. Advantages are various :
1. Pre- rolling is highly reduced because the material gets pinched by in between the two central rolls.
2. Working can be made in one only pass, following the steps here below:
●Squaring
●Pre- rolling
●rolling
●Closing pre- rolling
3. The plate is fed into the machine horizontally thanks to the support of the lower roll (B) with the side roll (D).
4. The plate is squared thanks to the position that the side roll (C) takes.
5. The space to the limit of the machine reduces to one side only, thanks to the possibility of squaring and rolling in one only step.
We Advise a 4 Roll Plate Rolling Machine
For a high and massive production
For the possibility to control by NC
For the possibility to make conical rolling


