








Você está enfrentando problemas com o alarme da série ET em seu Máquina de dobra servo elétrica completa? Você está no lugar certo. Neste artigo, vou orientá-lo sobre como solucionar problemas rapidamente no Alarme da Série ET, garantindo que suas operações ocorram sem problemas e com eficiência. O Alarme da Série ET pode ser um problema comum, mas com a abordagem certa, você pode resolvê-lo rapidamente e retornar ao desempenho ideal. Seja você novo neste sistema ou esteja procurando agilizar seu processo de solução de problemas, este guia fornecerá as etapas essenciais para resolver problemas de alarme de forma eficaz.
Etapa 1: Acessando a Série ET Interface de alarme
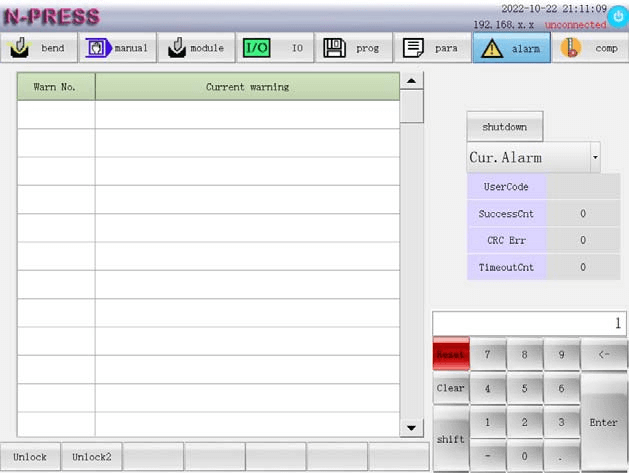
Clique em '‘alarme‘' tecla de função para acessar a interface e visualizar todos os detalhes do alarme da Série ET. Esta interface fornece uma exibição abrangente dos alarmes atuais, registros de alarmes e outras estatísticas cruciais, como tempos de sucesso, erros de verificação e tempos limite.
Analisar registros de alarmes
Entenda a frequência e o tipo de alarmes ocorridos analisando registros anteriores. Preste atenção especial ao número de erros de verificação de alarmes da Série ET e problemas de tempo limite, pois eles indicam problemas de comunicação subjacentes com o módulo de E/S.
- Tempos de sucesso: Reflete o número de comunicações bem-sucedidas entre o sistema e o módulo de E/S, indicando a integridade geral da comunicação do sistema.
- Erros de verificação: Exibe o número de erros de verificação na comunicação de dados entre o sistema e o módulo de E/S. Um número alto de erros pode sugerir problemas de integridade de dados que exigem atenção imediata.
- Tempo limite: Mostra o número de erros de conexão de comunicação entre o sistema e o módulo de E/S, sinalizando possíveis interrupções na transferência de dados que podem afetar as operações da máquina.
Etapa 2: Interpretando a série ET Alarme Status
Para lidar com o alarme da Série ET de forma eficaz, verifique primeiro as informações do alarme em busca de códigos de erro (ERRxxx) e de aviso (ALMxxx). Os alarmes mais recentes são listados como '‘Alarme atual‘'. Siga as instruções para resolver os problemas e pressione a tecla de reinicialização para limpar o alarme, restaurando a normalidade do sistema.
Em caso de falha no sistema CNC, os alertas exibirão até cinco alarmes atuais. Registre o código de advertência e tome a ação recomendada ou entre em contato com a equipe de manutenção profissional, se necessário.
Seguindo estas etapas, você pode solucionar problemas do alarme da série ET rapidamente, reduzindo o tempo de inatividade e aumentando a produtividade.
Etapa 3: Resolvendo a série ET Problemas de alarme
Alarme Série ET-Código de erro
ERR001: Alarme de cortina de luz de segurança
Causa: Quando o eixo y desce, o corpo humano ou outros objetos entram na área da cortina de luz.
Tratamento: Verifique se há alguém na área da cortina de luz ou se a grade de segurança está com defeito.
ERR002: Desvio de posição dos eixos Y1 e Y2
(O alarme será acionado quando for gerado no modo manual, e o alarme será acionado quando for gerado no modo de flexão.)
Causa: O desvio do valor absoluto da coordenada do eixo Y1 e do eixo Y2 excede o valor máximo de configuração do desvio do eixo Y.
Tratamento: Primeiro, verifique se o erro de posição dos eixos Y1 e Y2 está fora da tolerância. Em seguida, verifique se o encoder linear está funcionando corretamente ou se é inválido. Por fim, verifique se há alguma falha na transmissão mecânica e se o valor permitido do desvio de posição para os parâmetros do sistema Y1 e Y2 está definido como muito baixo.
ERR003: Alarme quando a pressão excede o valor máximo permitido da máquina-ferramenta
Causa: Molde ou material errado selecionado.
Tratamento:
- Verifique a seleção do molde e do material:
- Certifique-se de que o molde e o material sejam selecionados corretamente.
- Verifique a pressão de flexão:
- Examine se a pressão de flexão no programa, na síntese e na interface de programação está muito alta.
- Avaliação de pressão:
- Se a pressão exibida exceder o limite permitido da máquina-ferramenta:
- Substitua o molde ou material.
- Se a pressão exibida estiver dentro da faixa permitida:
- Verifique a configuração correta das alturas superior e inferior da matriz.
- Se a pressão exibida exceder o limite permitido da máquina-ferramenta:
ERR004: Alarme quando a pressão excede o valor permitido do molde
Causa: Molde ou material errado selecionado.
Tratamento:
- Verifique se o molde e o material foram selecionados corretamente.
- Verifique se a pressão de flexão no programa, na síntese e na interface de programação é muito grande.
- Se a pressão exibida exceder a pressão permitida do molde, substitua o molde ou o material.
- Se a pressão exibida estiver dentro da faixa permitida do molde, certifique-se de que as alturas superior e inferior do molde estejam definidas corretamente.
ERR005: Limite de pressão para flexão excedido
Causa: Molde ou material errado selecionado.
Tratamento:
- Verifique se o molde e o material foram selecionados corretamente.
- Verifique se a pressão de flexão no programa, na síntese e na interface de programação é muito grande.
- Se a pressão exibida exceder a pressão permitida do molde, substitua o molde ou o material.
- Se a pressão exibida estiver dentro da faixa permitida do molde, certifique-se de que as alturas superior e inferior do molde estejam definidas corretamente.
ERR006: Tempo limite de comunicação de detecção de pressão
Causa: Tempo limite de comunicação entre o sistema e a placa de E/S.
Tratamento: Garanta as configurações corretas do tipo de placa de E/S e as conexões adequadas da linha de comunicação 485.
ERR007: Falha no canal de detecção de pressão
Causa: O valor analógico é muito baixo.
Tratamento: Confirme as conexões corretas da linha de sinal analógico.
ERR008-ERR12: Limite rígido super positivo do eixo X-Z2
(O alarme será acionado ao dobrar; o alarme será acionado quando o modo manual for gerado)
Causa: O interruptor de limite positivo de cada eixo é acionado durante a flexão.
Tratamento:
- Verifique se cada eixo entrou na área do interruptor de limite positivo.
- Verifique se o fim de curso positivo de cada eixo está com defeito.
- Use a interface de controle manual para mover cada eixo para fora da área do interruptor de limite.
ERR013-ERR017: o eixo X-Z1 excede o limite rígido negativo
(O alarme será acionado ao dobrar e encontrar o ponto zero; o alarme será acionado quando o modo manual for gerado)
Causa: o interruptor de limite negativo de cada eixo é acionado durante a flexão.
Tratamento:
- Mova cada eixo na interface de controle manual para sair da área do interruptor de limite.
- Verifique se cada eixo entra na área do interruptor de limite negativo.
- Verifique se o interruptor de limite negativo de cada eixo falha.
ERR018-ERR022: Limite suave super positivo do eixo X-Z2
Causa: A coordenada da máquina de cada eixo excede a posição limite suave positiva definida pelo parâmetro do sistema.
Tratamento: Verifique se a posição limite suave positiva de cada eixo definida pelo parâmetro do sistema é apropriada.
ERR023-ERR027: Eixo X-Z1 acima do limite suave negativo
Causa: A coordenada da máquina de cada eixo excede a posição limite suave negativa definida pelo parâmetro do sistema.
Tratamento: Verifique se a posição limite suave negativa de cada eixo definida pelo parâmetro do sistema é apropriada.
ERR028: Alarme de Máquina-ferramenta Atrasada
Causa: A máquina-ferramenta está atrasada.
Tratamento: Entre em contato com o fornecedor.
ERR029-ERR034: Alarme do Servo Driver de Cada Eixo
Causa: O servo driver do eixo correspondente emite um alarme ou a conexão do servo driver falha.
Tratamento: Verifique a causa do alarme do servo driver ou verifique o cabo de conexão entre o sistema e o servo driver.
ERR035-ERR040: Alarme do Encoder de Cada Eixo
Causa: O sinal do codificador do eixo correspondente está errado.
Tratamento: Verifique a fiação do sinal relacionada ao codificador do cabo de conexão entre o sistema e o servo driver.
ERR041-ERR046: Alarme anormal do servo no modo sem movimento de cada eixo
Causa: Quando o eixo correspondente não recebe o comando de movimento, ele detecta que as coordenadas retornadas são anormais.
Tratamento: Verifique o cabo de conexão do codificador.
ERR047-ERR052: Alarme anormal do servo de cada modo de movimento do eixo
Causa: Alarme de rastreamento de posição de cada eixo.
Tratamento: Verifique se o valor permitido do erro de rastreamento de posição está definido como muito pequeno.
ERR053: Alarme de falha de energia
Causa: Foi detectado que a tensão de alimentação do sistema está muito baixa.
Tratamento: Verifique se o fornecimento de energia está normal.
ERR054: Alarme do Sistema
Causa: Exceção interna do sistema.
Tratamento: Entre em contato com o fornecedor.
ERR055: Alarme de parada de emergência
Causa: Foi detectado que a tecla de parada de emergência foi pressionada.
Tratamento: Verifique se a tecla de parada de emergência está pressionada.
ERR056: No Limite de Torque
Causa: O torque máximo do motor foi excedido.
Tratamento: Verifique se a velocidade ou aceleração do eixo y está definida como muito alta.
ERR057: O espaçamento entre Z1 e Z2 é muito pequeno
Causa: O eixo z do movimento de controle manual no modo de controle manual excede a distância de segurança do parâmetro do sistema 603: z1z2.
Tratamento: Verifique se os parâmetros definidos pelos parâmetros do sistema são apropriados.
ERR059: Aviso de atraso
Causa: O tempo de utilização do sistema é inferior a 2 dias.
Tratamento: Entre em contato com o fornecedor.
ERR060: A engrenagem traseira 2 excede o limite suave negativo
Causa: Ao usar a engrenagem traseira 2, a coordenada da máquina do eixo x excede a posição limite suave negativa do eixo x definida pelo parâmetro do sistema.
Tratamento: Verifique se a marcha traseira está selecionada corretamente.
ERR061: Alarme de porta de segurança
Causa: A porta de segurança foi aberta durante o uso.
Tratamento: Verifique se a porta de segurança está fechada.
ERR062: Alarme de Ar Condicionado
Causa: Falha do ar condicionado.
Tratamento: Verifique o ar condicionado.
ERR063: Tempo limite de compensação de deflexão
Causa: A compensação de deflexão não pode ser concluída por muito tempo.
Tratamento: Verifique se a precisão da compensação de deflexão está definida como muito pequena.
ERR064: Erro de direção de compensação de deflexão
Causa: Erro de direção de rotação do motor de compensação de deflexão.
Tratamento: Verifique se a fiação do motor de compensação de deflexão está correta.
ERR065: Alarme de parada de emergência 1
Causa: O sinal de entrada do alarme de parada de emergência 1 é válido.
Tratamento: Verifique o sinal de entrada do alarme de parada de emergência 1.
Alarme Série ET-Código de alarme
ALM001-ALM006 Falha na busca de origem do eixo X-Z2
Causa: O sistema não detecta o sinal de origem do eixo correspondente durante a busca, ou a coordenada de origem do eixo correspondente está definida incorretamente.
Tratamento: Verifique se a distância de busca da terceira seção do eixo correspondente nos parâmetros do sistema é menor que um passo. Verifique também as coordenadas de origem do eixo correspondente.
ALM007-ALM011 Eixo X-Z2 Super Positivo Limite Rígido
Causa: O fim de curso positivo do eixo correspondente é acionado no modo manual.
Tratamento: Verifique se o eixo correspondente entra na área do interruptor de limite positivo ou se o interruptor de limite positivo do eixo falha. Mova o eixo correspondente na interface de controle manual para sair da área do interruptor de limite.
ALM012-ALM016 Eixo X-Z1 Super Negativo Limite Rígido
Causa: O fim de curso negativo do eixo correspondente é acionado no modo manual.
Tratamento: Verifique se o eixo correspondente entra na área do interruptor de limite negativo ou se o interruptor de limite negativo do eixo falha. Mova o eixo correspondente na interface de controle manual para sair da área do interruptor de limite.
ALM017-ALM021 Eixo X-Z2 Super Positivo Limite Suave
Causa: O limite suave de avanço do eixo correspondente é acionado no modo manual.
Tratamento: Mova o eixo correspondente na interface de controle manual para sair do limite suave e verifique se a configuração do limite suave nos parâmetros do sistema é apropriada.
ALM022-ALM026 Eixo X-Z1 sobre limite suave negativo
Causa: O limite suave negativo do eixo correspondente é acionado no modo manual.
Tratamento: Mova o eixo correspondente na interface de controle manual para sair do limite suave e verifique se a configuração do limite suave nos parâmetros do sistema é apropriada.
ALM027 Desvio de posição dos eixos Y1 e Y2 excede o limite
Causa: O desvio do valor absoluto das coordenadas dos eixos Y1 e Y2 excede o valor máximo de configuração do desvio do eixo Y no modo manual.
Tratamento: Verifique se o erro de posição dos eixos Y1 e Y2 está fora da tolerância; verifique se o encoder linear é inválido; verifique se há falhas na transmissão mecânica. Mova Y1 e Y2 em uma direção que reduza o desvio da posição axial.
ALM028-ALM033 Desvio da posição zero do eixo X-Z2 excede o limite
Causa: No modo de ponto de referência, o valor da coordenada da máquina do eixo correspondente após a busca pela origem é significativamente diferente do valor registrado nos parâmetros do sistema 260-263608-609.
Tratamento: Verifique se os parâmetros do sistema 260-263608-609 estão definidos corretamente.
Aviso da bomba de lubrificação ALM034
Causa: A pressão de saída da bomba de lubrificação é insuficiente.
Tratamento: Verifique se a graxa lubrificante está esgotada. Em caso afirmativo, adicione graxa lubrificante à base de lítio de extrema pressão nº 00. Caso contrário, verifique se a bomba de lubrificação está funcionando normalmente ou se o tubo de lubrificação está vazando e se a linha de sinal da bomba de lubrificação está conectada corretamente.
ALM035 Ferramenta não fixada
Causa: Nenhum sinal de fixação do suporte de ferramenta hidráulica é detectado.
Tratamento: Verifique se a fiação do sinal de fixação do porta-ferramentas hidráulico está correta.
ALM036 ZLZ2 Espaçamento muito pequeno
Causa: O eixo z no modo de controle manual excede a distância de segurança do parâmetro do sistema 603: z1z2.
Tratamento: Verifique se os parâmetros definidos pelos parâmetros do sistema são apropriados.
Aviso de cortina de luz de segurança ALM037
Causa: O sinal da cortina de luz foi detectado como válido.
Tratamento: Verifique se a cortina de luz está bloqueada.
ALM038 Aviso de atraso
Causa:O tempo de utilização do sistema é inferior a 2 dias.
Tratamento: Entre em contato com o fornecedor.
ALM039 Limite Positivo de Compensação de Deflexão
Causa: O mecanismo de compensação de deflexão excede o limite positivo.
Tratamento: Verifique a direção do movimento do mecanismo de compensação de deflexão e se a conexão do sinal de limite está correta.
ALM040 Limite Negativo de Compensação de Deflexão
Causa: O mecanismo de compensação de deflexão excede o limite negativo.
Tratamento: Verifique a direção do movimento do mecanismo de compensação de deflexão e se a conexão do sinal de limite está correta.
ALM041 Compensação de Deflexão
Causa: Rápido na compensação de deflexão.
Tratamento: Verifique se a configuração de precisão da compensação de deflexão é muito pequena.
ALM042 Inclinação do eixo Y
Causa: O sinal de entrada de inclinação do eixo Y é válido.
Tratamento: Verifique se Y1Y2 é paralelo e se a configuração de origem está correta.
Perguntas Frequentes (FAQ)
Que medidas devo tomar se encontrar um alarme de molde da série ET na minha máquina de dobra?
Primeiro, verifique se há obstruções físicas na área do molde. Certifique-se de que todos os componentes estejam devidamente alinhados e fixados. Se o problema persistir, consulte o manual da máquina para obter códigos de alarme específicos relacionados a problemas de molde ou entre em contato com o suporte técnico para obter mais assistência.
As atualizações de software podem ajudar a minimizar a ocorrência de alarmes de mofo da série ET?
Sim, manter o software da sua máquina de dobra atualizado pode ajudar a resolver problemas conhecidos e melhorar a estabilidade do sistema, reduzindo a probabilidade de ocorrer alarmes de mofo.
Conclusão
Concluindo, solucionar problemas rapidamente com o Alarme de Mofo da Série ET envolve entender as principais etapas para identificar e resolver problemas comuns de forma eficaz. Seguindo os procedimentos descritos, como verificar as conexões, calibrar o sistema e garantir a manutenção adequada, você pode minimizar interrupções e manter a produtividade.
Para assistência adicional Para obter informações mais detalhadas, entre em contato com nossa equipe. Estamos aqui para apoiá-lo com consultoria especializada e recursos adicionais para aprimorar sua experiência com nossos produtos. Além disso, explore nossa outra documentação para obter mais informações sobre a manutenção e a otimização da sua dobradeira.



