








Se você já teve problemas com ângulos de dobra inconsistentes, sabe o quão frustrante isso pode ser. Dobradeira Retorno elástico Pode acontecer. Já vi muitos operadores ajustarem os ângulos repetidamente sem entender completamente por que o material continua "voltando à forma original" após a dobra. A verdade é que o retorno elástico é um comportamento físico natural do metal, mas o retorno elástico excessivo é algo que podemos controlar. Neste guia, mostrarei métodos práticos, comprovados em oficina, para reduzir o retorno elástico da prensa dobradeira, melhorar a precisão da dobra e obter resultados mais estáveis e repetíveis na produção diária.
O que causa o excesso Dobradeira Retorno do pulso?
Antes de solucionar o problema, sempre recomendo compreender as causas principais do retorno elástico excessivo na dobra de chapas metálicas.
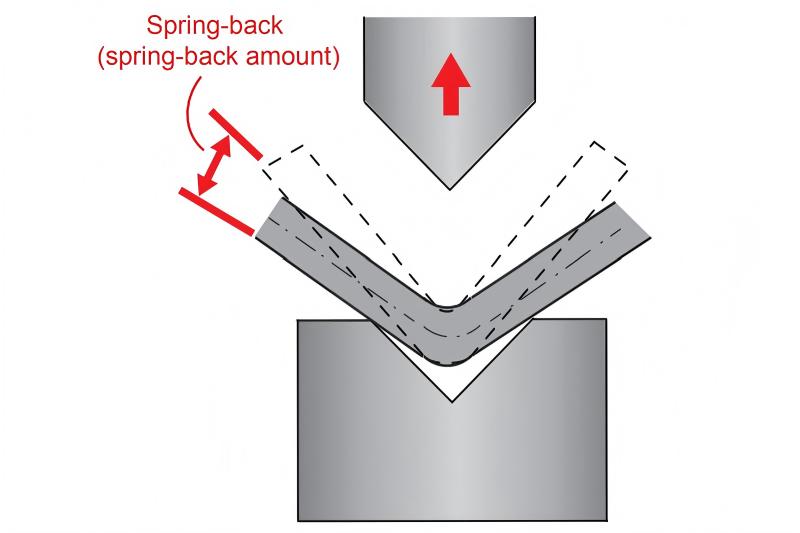
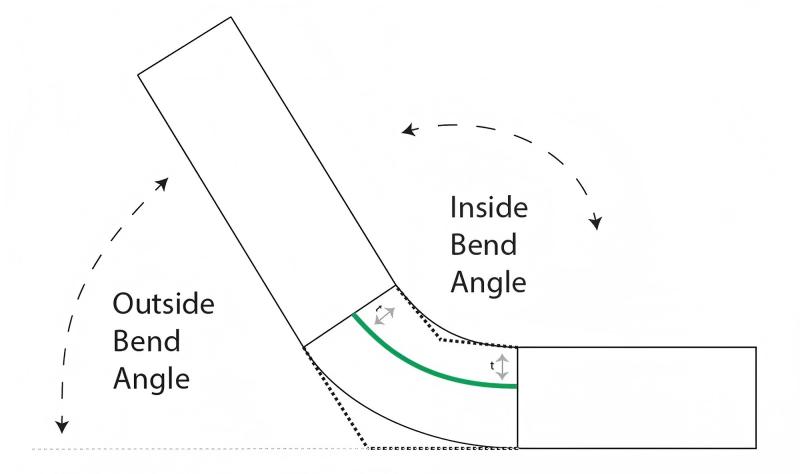
O retorno elástico ocorre porque o metal recupera elasticamente sua forma original após a liberação da força de flexão. Quanto maior a resistência do material e maior o raio de curvatura, maior será o efeito de retorno elástico.
Os principais fatores incluem:
- Materiais de alta resistência à tração (como aço inoxidável ou aço de alta resistência)
- Aberturas grandes em forma de V
- Força de flexão insuficiente
- Seleção incorreta do raio de punção
- Programação de ângulos inadequada em sistemas de prensa dobradeira CNC
Assim que identifico qual fator predomina em uma tarefa específica, posso aplicar soluções direcionadas em vez de fazer correções de ângulo aleatórias.
Ajuste do ângulo de sobredobra em prensa dobradeira CNC
Um dos métodos mais diretos para reduzir o retorno elástico em prensas dobradeiras é a sobredobragem controlada.
Passo 1: Calcular o valor esperado de retorno elástico
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Primeiro, realizo um teste de dobra usando o material e a espessura reais. Depois de medir o ângulo real com um medidor de ângulo digital, comparo-o com o ângulo programado. A diferença me dá o valor do retorno elástico.
Por exemplo, se eu programar 90° e obtiver 92°, sei que preciso de aproximadamente 2° de compensação de sobrecurvatura.
Etapa 2: Aplicar a compensação de ângulo no controlador
Sistemas CNC modernos, como o Delem, permitem a correção de ângulos diretamente na interface de controle. Em vez de ajustar manualmente a cada vez, eu insiro o valor de compensação no programa para garantir uma produção consistente.
Este método é especialmente eficaz para produção em lotes, onde a repetibilidade é importante.
Otimizando a seleção de ferramentas para reduzir o retorno elástico.
As ferramentas desempenham um papel fundamental na minimização do retorno elástico da prensa dobradeira.
Como escolher a abertura correta da matriz em V
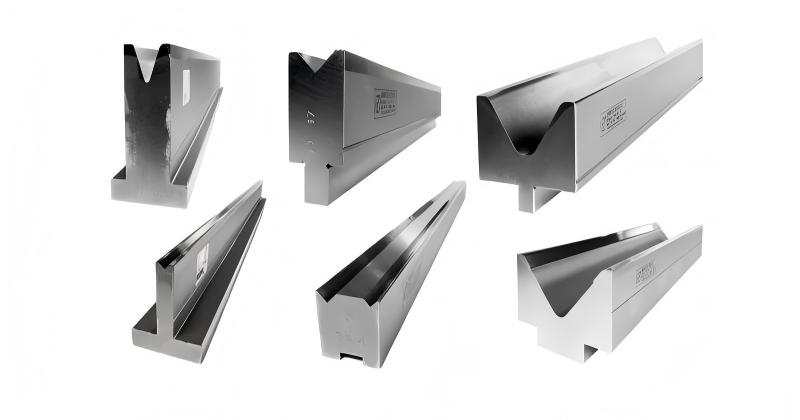
Um erro comum que observo é o uso de uma abertura em V muito larga. Uma abertura em V maior aumenta o raio de curvatura, o que aumenta o retorno elástico.
Como regra geral:
- Para aço macio, normalmente uso uma abertura em V de 6 a 8 vezes a espessura do material.
- Para o aço inoxidável, reduzo ligeiramente a abertura em V para controlar a recuperação elástica.
Selecionando um raio de punção menor

Um raio de ponta de punção menor aumenta a deformação plástica e reduz a porção de recuperação elástica da dobra. No entanto, devo equilibrar isso com o risco de fissuras, especialmente ao dobrar materiais de alta resistência.
Aumentando a força de flexão e as técnicas de contato com o solo
Outra forma eficaz de reduzir o retorno elástico excessivo da prensa dobradeira é aumentar a profundidade de penetração.
Dobra de ar vs. Afundamento
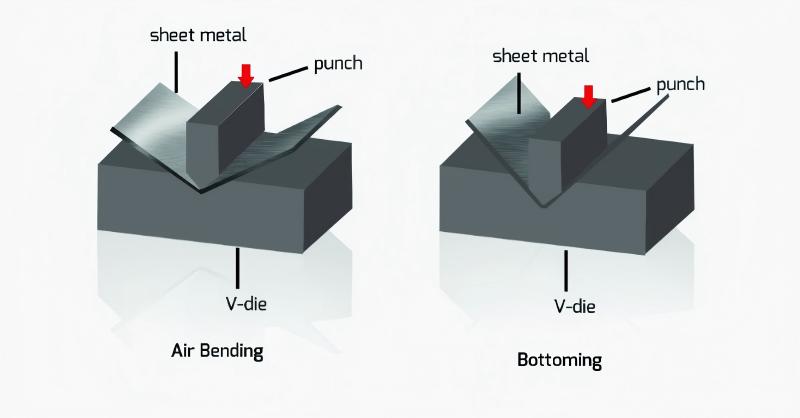
A dobra a ar produz naturalmente mais retorno elástico porque o material não é totalmente forçado contra a matriz.
Se o aplicativo permitir, às vezes eu mudo para:
- Fundo
- Cunhagem
A cunhagem, em particular, reduz significativamente o retorno elástico, pois o material é deformado plasticamente além do seu limite elástico. No entanto, requer maior tonelagem e capacidade adequada da máquina.
Antes de aplicar este método, sempre verifico o cálculo da tonelagem utilizando uma tabela de forças de flexão para evitar sobrecarregar a máquina.
Considerações sobre materiais para reduzir o retorno elástico em chapas metálicas.
Materiais diferentes se comportam de maneira diferente durante a flexão.
- Aço inoxidável 304: 2 a 3 graus
- Alumínio macio: 1,5 a 2 graus
- Aço laminado a frio: 0,75 a 1,0 grau
- Aço laminado a quente: 0,5 a 1,0 grau
- Cobre e latão: 0,00 a 0,5 graus
Aço de alta resistência e aço inoxidável

Esses materiais possuem maior limite de escoamento, o que aumenta diretamente o retorno elástico da prensa dobradeira.
Ao dobrar aço de alta resistência, eu:
- Reduzir a abertura da matriz em V
- Aumentar a compensação de hiperflexão
- Garantir o posicionamento preciso do batente traseiro
- Realizar múltiplos testes de dobramento antes da produção em massa.
Direção da fibra e direção de laminação
Também verifico a direção das fibras do material. A curvatura perpendicular à direção de laminação pode reduzir o aparecimento de fissuras e melhorar a consistência.
O controle do material é frequentemente negligenciado, mas afeta significativamente a precisão final da dobra.
Calibração de máquinas e precisão do batente traseiro

Mesmo ferramentas e compensações perfeitas não adiantarão se a própria máquina não estiver devidamente calibrada.
Verificando o paralelismo da RAM
Se o pistão não estiver paralelo à mesa, um lado da peça pode apresentar maior retorno elástico do que o outro. Eu verifico o paralelismo regularmente usando um calibrador de precisão.
Calibrando o sistema de batente traseiro
Quando o posicionamento do batente traseiro é impreciso, o comprimento da flange se altera, afetando indiretamente a consistência do ângulo de dobra. Saber como calibrar o sistema de batente traseiro de uma prensa dobradeira é essencial para reduzir a variação.
A manutenção e a calibração adequadas minimizam os erros de curvatura cumulativos.
Perguntas frequentes
Por que o retorno elástico da prensa dobradeira é mais severo no aço inoxidável?
O aço inoxidável possui maior resistência à tração e elasticidade em comparação com o aço comum, o que resulta em maior recuperação elástica após a flexão.
Qual a melhor maneira de reduzir o retorno elástico em uma prensa dobradeira sem trocar as ferramentas?
O método mais prático é aplicar a compensação de sobrecurvatura controlada no controlador CNC após a medição dos resultados dos testes.
Aumentar a tonelagem sempre reduz o retorno elástico?
Não necessariamente. Aumentar a profundidade de penetração ajuda, mas o excesso de tonelagem pode danificar as ferramentas. O cravamento controlado ou a cunhagem são mais eficazes.
Como posso calcular o retorno elástico com precisão?
Faça um teste de dobra, meça o ângulo final usando um medidor digital e compare-o com o ângulo programado. A diferença é o seu valor de compensação.
Conclusão
O retorno elástico em prensas dobradeiras é inevitável, mas o retorno elástico excessivo é controlável. Ao compreender as propriedades do material, selecionar as ferramentas adequadas, aplicar uma compensação precisa de sobrecurvatura e garantir a calibração da máquina, posso melhorar significativamente a precisão da dobra e a consistência da produção.
Se você estiver enfrentando problemas com ângulos de dobra instáveis ou reclamações de qualidade, comece analisando os fatores de retorno elástico em vez de ajustar os programas repetidamente sem critério. Para obter orientação profissional sobre seleção de ferramentas, cálculo de tonelagem ou configurações de compensação CNC, entre em contato com nossa equipe técnica. Estamos sempre prontos para ajudá-lo a alcançar resultados de dobra estáveis e de alta precisão.



