








Растрескивание при гибке на листогибочном прессе — распространённая проблема в обработке листового металла, и, столкнувшись с ней во время операции гибки, я обычно начинаю с анализа свойств материала и параметров гибки. Эта проблема может существенно повлиять на качество продукции, прочность конструкции и общую эффективность производства. Многие операторы считают, что растрескивание в основном вызвано плохим качеством материала, но на самом деле оно часто является результатом нескольких факторов, включая неправильный выбор инструмента, неправильный радиус гибки, чрезмерное усилие гибки или неблагоприятное направление волокон материала. В этой статье я объясню основные причины растрескивания при гибке на листогибочном прессе и поделюсь практическими способами предотвращения этого путем оптимизации материалов, инструмента и настроек станка.
Понимание Листогибочный пресс Растрескивание листового металла при изгибе
Прежде чем решать проблему, я всегда начинаю с понимания того, что именно вызывает растрескивание при изгибе.
Что происходит с металлом во время гибки на листогибочном прессе?
В процессе гибки листовой металл испытывает две противоположные силы. Внутренний слой материала сжимается, а внешний растягивается. Когда растягивающее напряжение на внешней поверхности превышает предел удлинения материала, начинают образовываться трещины.
Это основная механическая причина, по которой... Гибка листогибочного пресса. Растрескивание.. Материалы с низкой пластичностью или неподходящими условиями изгиба гораздо чаще трескаются.
Почему трещины появляются на внешней стороне изгиба?

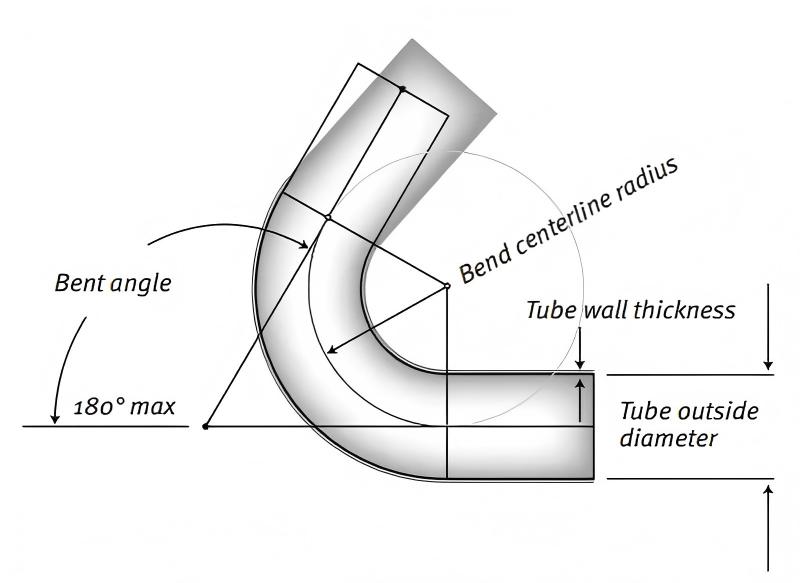
Трещины почти всегда появляются на внешнем радиусе изгиба, поскольку именно эта область подвергается наибольшему растяжению. Если радиус изгиба слишком мал по отношению к толщине материала, материал не может достаточно растянуться, и начинают образовываться трещины.
Именно поэтому выбор правильного радиуса пуансона и размера отверстия матрицы имеет решающее значение для предотвращения растрескивания.
Факторы, влияющие на образование трещин при изгибе листогибочного пресса.
По моему опыту, характеристики материала являются одной из наиболее распространенных причин образования трещин при изгибе.
Материалы с низкой пластичностью

Некоторые металлы, особенно высокопрочная сталь, закаленная сталь или плохо обработанная нержавеющая сталь, обладают ограниченной способностью к удлинению. Эти материалы не могут достаточно растягиваться при изгибе.
При изгибании материалов с низкой пластичностью возрастает риск Гибка листогибочного пресса. Растрескивание. значительно увеличивается.
Чтобы снизить этот риск, я обычно рекомендую:
- Использование большего радиуса изгиба
- Снижение скорости изгиба
- По возможности применяйте постепенные шаги сгибания.
Направление зерен материала и ориентация при изгибе
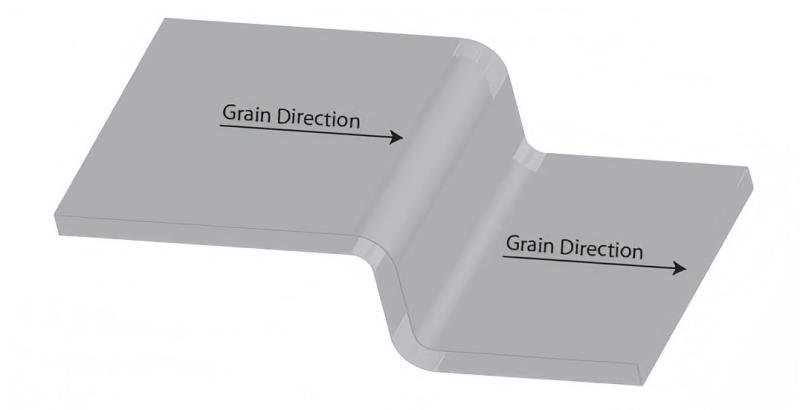
Ещё один фактор, который многие операторы упускают из виду, — это направление зерна. В процессе прокатки в металлических листах образуются зернистые структуры, которые влияют на поведение при изгибе.
Если линия изгиба параллельна направлению волокон, материал с большей вероятностью растрескивается, поскольку растяжение происходит вдоль более слабой зернистой структуры.
Чтобы избежать растрескивания, я обычно изгибаю древесину перпендикулярно направлению волокон, когда это возможно.
Выбор инструмента и его влияние на образование трещин при изгибе
Неправильный инструментарий — еще одна важная причина дефектов при изгибе.
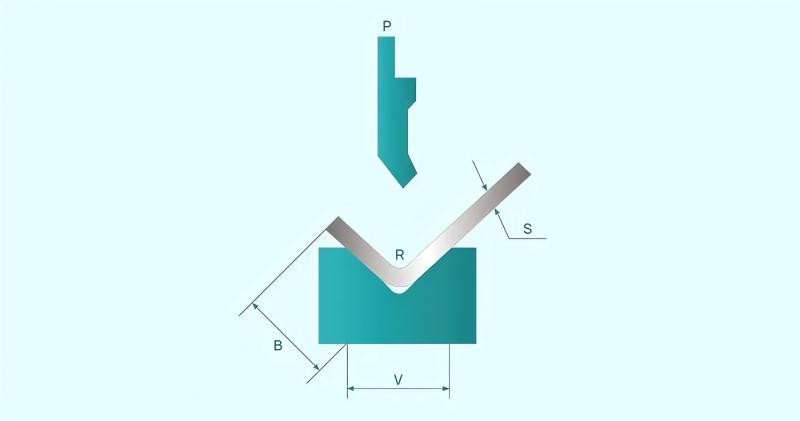
Неправильная ширина отверстия матрицы

Размер V-образного отверстия матрицы определяет, как материал течет во время гибки. Если отверстие матрицы слишком узкое для толщины листа, напряжение при изгибе становится чрезмерным.
Как правило, я придерживаюсь следующего принципа:
- Низкоуглеродистая сталь: отверстие V-образной матрицы ≈ 8 × толщина материала.
- Нержавеющая сталь: отверстие V-образной матрицы ≈ 10–12 × толщина
- Алюминий: отверстие V-образной матрицы ≈ 6–8 × толщина
Правильный выбор размера матрицы помогает более равномерно распределять напряжение и снижает вероятность возникновения проблем. Гибка листогибочного пресса. Растрескивание..
Радиус пробивки слишком острый
Пуансон с чрезвычайно малым радиусом заставляет материал резко изгибаться, увеличивая растягивающее напряжение на внешней поверхности.
Использование пуансона с большим радиусом позволяет материалу деформироваться более плавно, что значительно снижает вероятность образования трещин.
Параметры оборудования, влияющие на образование трещин при изгибе.
Помимо материалов и инструментов, ключевую роль играют также настройки станка.
Чрезмерная изгибающая сила
Слишком большое усилие при гибке может привести к перенапряжению материала. Это часто происходит, когда операторы выбирают неправильные значения усилия или используют слишком маленькое отверстие матрицы.
Контроль параметров тоннажа и использование соответствующего калькулятора изгибающего усилия могут помочь избежать разрушения материала.
Неправильная скорость изгиба
Высокая скорость изгиба может привести к увеличению концентрации напряжений, особенно при изгибе толстых пластин или твердых материалов.
В некоторых ситуациях снижение скорости изгиба помогает материалу деформироваться более плавно, уменьшая риск Гибка листогибочного пресса. Растрескивание..
Практические методы предотвращения растрескивания при изгибе листогибочного пресса.
Исходя из моего опыта работы в металлообрабатывающих цехах, предотвращение образования трещин обычно требует сочетания различных корректировок.
Выберите правильный радиус изгиба.
Увеличение внутреннего радиуса изгиба уменьшает растягивающее напряжение на внешней поверхности. Эта простая корректировка часто позволяет полностью устранить растрескивание.
Оптимизация выбора оснастки и штампов.
Правильный выбор радиуса пуансона и размера V-образного отверстия матрицы обеспечивает равномерное распределение изгибающего напряжения.
Проверка качества материалов
Всегда проверяйте сертификаты на материалы и их механические свойства. Если партия материала имеет плохие показатели удлинения, растрескивание может произойти даже при нормальных условиях изгиба.
Отрегулируйте направление изгиба.
По возможности сгибайте лист перпендикулярно направлению прокатки волокон.
Вопросы и ответы
Какова наиболее распространенная причина образования трещин при изгибе листогибочного пресса?
Наиболее распространенной причиной является слишком малый внутренний радиус изгиба по отношению к толщине материала, что приводит к чрезмерному растяжению внешней поверхности листа.
Может ли выбор оснастки повлиять на образование трещин при гибке на листогибочном прессе?
Да. Использование неправильного радиуса пуансона или чрезмерно узкого отверстия матрицы увеличивает изгибающее напряжение и может привести к образованию трещин.
Влияет ли направление зерен материала на образование трещин при изгибе?
Безусловно. Изгиб параллельно волокнам материала увеличивает вероятность образования трещин, в то время как изгиб перпендикулярно волокнам снижает концентрацию напряжений.
Как предотвратить растрескивание при сгибании нержавеющей стали?
Используйте большее отверстие матрицы, увеличьте радиус изгиба и уменьшите скорость изгиба. Нержавеющая сталь обладает меньшей пластичностью, чем низкоуглеродистая сталь, поэтому требует более тщательного контроля параметров.
Заключение
Гибка листогибочного пресса. Растрескивание. Растрескивание — распространённая, но предотвратимая проблема в обработке листового металла. В большинстве случаев оно возникает из-за сочетания свойств материала, неправильного выбора инструмента, некорректного радиуса гибки или чрезмерного усилия станка. Понимая, как металл ведёт себя во время гибки, и регулируя такие параметры, как раскрытие матрицы, радиус пуансона, направление волокон и скорость гибки, можно значительно снизить риск образования трещин.
Если вы хотите улучшить качество гибки и избежать дорогостоящих производственных дефектов, всегда оценивайте свойства материала и настройку оснастки перед началом производства. Для получения более профессиональной консультации по работе на листогибочном прессе, выбору оснастки или оптимизации гибки, свяжитесь с нашей командой или ознакомьтесь с технической документацией на нашем веб-сайте.



