








Inconsistent Laser Kerf Width is a common challenge in laser cutting operations that can significantly impact part accuracy, assembly quality, and production consistency. When kerf width varies throughout a cutting job, manufacturers may experience dimensional deviations, poor edge quality, and increased material waste. This issue is rarely caused by a single factor; instead, it often results from a combination of machine settings, optical component conditions, material variations, and maintenance practices. In this article, I’ll examine the most common causes of inconsistent laser kerf width and share practical troubleshooting methods to help you improve cutting stability, maintain tighter tolerances, and achieve more reliable results across different materials and production batches.
Understanding Inconsistent Laser Kerf Width in Découpe laser
What Is Laser Kerf Width?
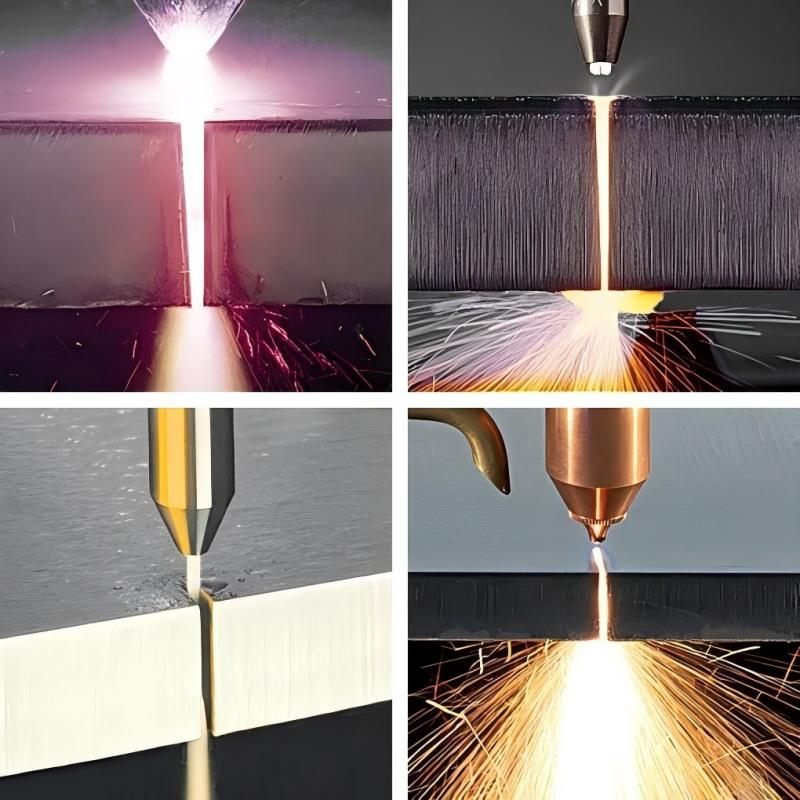
Kerf width refers to the width of material removed during the laser cutting process. It is influenced by laser power, focus position, assist gas, and cutting speed.
Why Kerf Width Stability Matters
When kerf width is unstable, parts may not fit properly during assembly, tolerances become unpredictable, and scrap rates increase. Maintaining consistency is essential for precision manufacturing.
Main Causes of Inconsistent Laser Kerf Width
Incorrect Focus Position and Lens Condition
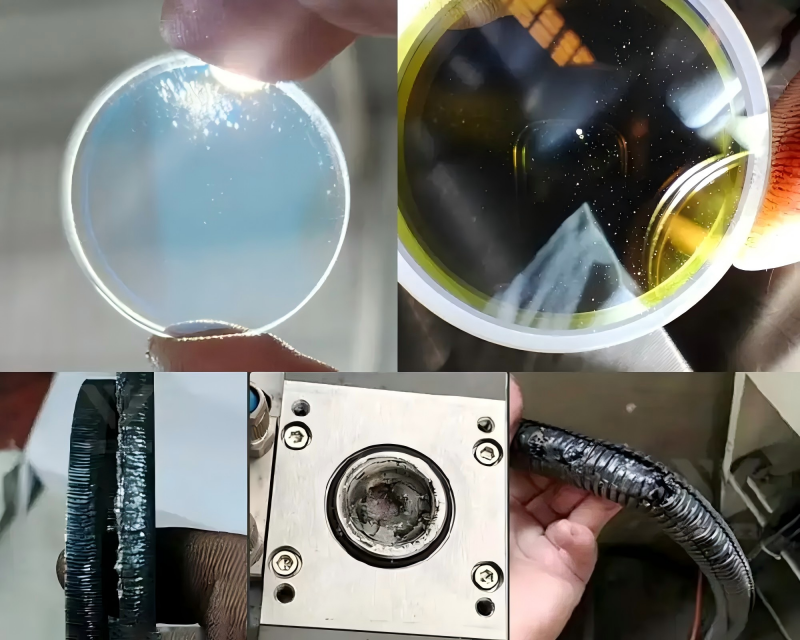
If the laser focus is not properly calibrated, the energy distribution changes at the cutting point. A worn or contaminated lens can also distort the beam, leading to variation in kerf width.
Fluctuating Laser Power Output
Unstable laser power can cause uneven material melting or vaporization. This directly results in Inconsistent Laser Kerf Width, especially during long production runs.
Improper Cutting Speed Settings
Cutting too fast or too slow affects energy absorption. If speed is not matched with material thickness, the kerf becomes unstable and irregular.
Assist Gas Pressure Instability
Assist gas plays a key role in removing molten material. If pressure fluctuates, debris removal becomes inconsistent, leading to wider or narrower kerf variations.
Material Variation and Surface Condition
Different batches of material may have variations in thickness, coating, or composition. Even slight changes can affect how the laser interacts with the surface.
Step-by-Step Methods to Stabilize Laser Kerf Width
Step 1: Calibrate Laser Focus Regularly

I always start by checking the focal position before production. Proper focus ensures consistent energy concentration on the cutting surface.
Step 2: Clean and Inspect Optical Components
Lenses and protective windows must be cleaned regularly. Any contamination will distort the beam and affect kerf uniformity.
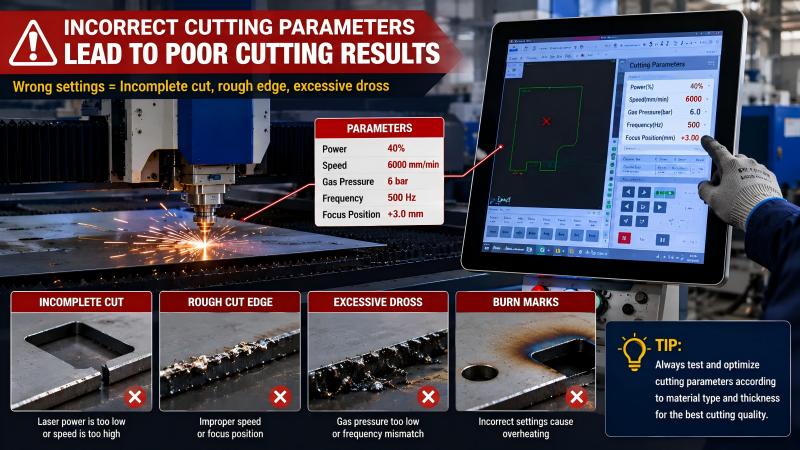
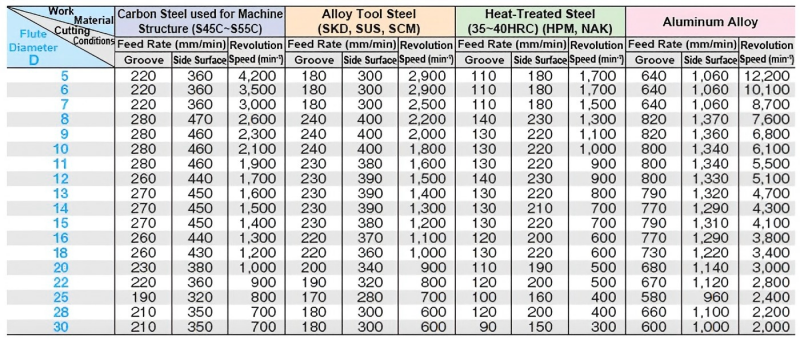
Step 3: Optimize Cutting Parameters for Each Material

Each material requires specific settings. I recommend testing speed, power, and gas pressure before full-scale production.
Step 4: Stabilize Assist Gas System
Ensure gas regulators and pipelines are free from leaks and pressure fluctuations. Consistent gas flow helps maintain clean and uniform cuts.
Step 5: Monitor Machine Condition and Maintenance
Regular maintenance of guide rails, motion systems, and laser generators helps avoid mechanical vibration and output instability.
Best Practices for Preventing Kerf Variation
Use Standardized Cutting Profiles
Saving proven parameter sets for different materials reduces human error and ensures repeatability.
Control Workshop Environment
Temperature and humidity changes can affect both material behavior and machine stability. A controlled environment improves consistency.
Train Operators for Parameter Adjustment
Well-trained operators can quickly identify abnormal kerf behavior and make real-time corrections.
FAQ
What is the main cause of Inconsistent Laser Kerf Width?
The most common causes include incorrect focus, unstable laser power, improper cutting speed, and fluctuating gas pressure.
Can lens contamination affect kerf width?
Yes, even small amounts of dust or residue on the lens can distort the laser beam and lead to inconsistent cutting width.
How often should I calibrate my laser machine?
I recommend checking focus and calibration daily for high-precision production, and performing full optical system maintenance regularly.
Conclusion
Inconsistent Laser Kerf Width is a common but highly manageable issue in laser cutting operations. By maintaining proper focus calibration, stabilizing laser power, optimizing cutting parameters, and ensuring regular maintenance, you can significantly improve cutting consistency and product quality.
If you need further technical support or detailed parameter guidance for your laser cutting system, feel free to contact our engineering team.



