








Bei der Einstellung der Biegeparameter an einer Abkantpresse spielt der ESA S875-Clinching-Koeffizient eine entscheidende Rolle für präzise Winkelergebnisse und ein gleichmäßiges Materialverhalten. Wenn Sie sich nicht sicher sind, wie Sie diesen Koeffizienten anpassen oder wie er sich auf Clinching- und Prägevorgänge auswirkt, erklärt Ihnen dieser Leitfaden alles verständlich. Ich zeige Ihnen, wie Sie den ESA S875-Clinching-Koeffizienten korrekt einstellen, welche Faktoren seinen Wert beeinflussen und wie eine korrekte Kalibrierung die Biegegenauigkeit und Produktionsstabilität verbessert.
Wo kann der Klemmkoeffizient des ESA S875 angepasst werden?
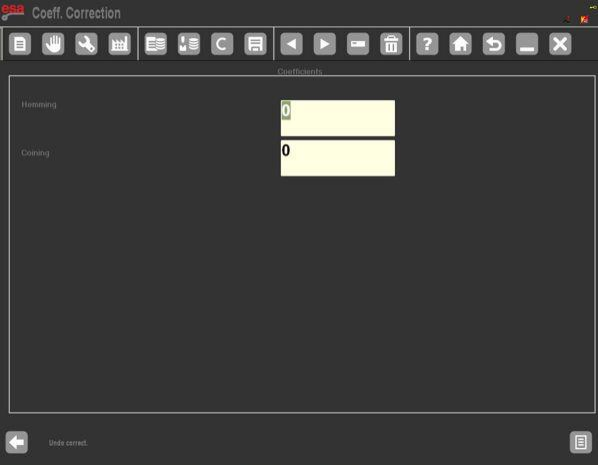
Um die ESA S875 Klemmkoeffizient, Sie müssen auf die entsprechende Korrekturkoeffizientenmaske innerhalb des Steuerungssystems zugreifen. Diese Maske enthält zwei maschinenbezogene Parameter:
- Klemmkoeffizient
- Prägekoeffizient
Der Klemmkoeffizient steuert insbesondere, wie das System die Positionierung des unteren Totpunkts bei Klemmbiegungen kompensiert.
Um die Einstellungen aufzurufen:
- Öffnen Sie die Korrekturmaske
- Drücken Sie die Funktionstaste [Korrekturkoeffizient]
- Die Maske für die Korrekturkoeffizienten wird angezeigt
Dies ist die einzige Stelle, an der der Klemmkoeffizient geändert werden kann. Nach der Anpassung des Wertes … NC muss neu gestartet werden. damit der neue Klemmkoeffizient vollständig in die Systemberechnungen einbezogen wird.
Wie der Clinch-Koeffizient den PMI beeinflusst.
Der ESA S875-Klemmkoeffizient beeinflusst direkt die Berechnung der PMI (unten, Totpunkt) für Biegungen, die als Clinchen- oder Prägebiegungen definiert sind.
Beim Clinchen und Prägen dringt der Stempel tiefer in das Material ein als beim Luftbiegen. Daher ist die exakte untere Position entscheidend. Wenn der Clinching-Koeffizient angepasst wird:
- Der eingegebene Wert wird algebraisch zum berechneten PMI addiert.
- Die Kompensation gilt für alle Clinching-/Prägebiegungen.
- Die Modifikation beeinflusst das Maschinenverhalten global
Wird der Klemmkoeffizient erhöht, passt das System die Eindringlogik entsprechend an. Wird er verringert, verschiebt sich die Berechnung des unteren Totpunkts in die entgegengesetzte Richtung. Diese algebraische Korrektur stellt sicher, dass die mechanische Eindringtiefe die realen Produktionsbedingungen widerspiegelt.
Da beim Clinchen Material gegen den Werkzeughohlraum gepresst wird, können selbst kleine Änderungen des Clinching-Koeffizienten Auswirkungen haben:
- Endgültiger Biegewinkel
- Konsistenz der Materialkompression
- Oberflächenmarkierung
- Wiederholbarkeit über verschiedene Chargen hinweg
Durch die korrekte Einstellung des Einpresskoeffizienten wird sichergestellt, dass die Abkantpresse die richtige Umformtiefe ohne übermäßiges Einpressen erreicht.
Wann sollte der Klemmkoeffizient angepasst werden?
Eine Anpassung des ESA S875-Einpresskoeffizienten ist typischerweise in folgenden Situationen erforderlich:
- Systematisches Überdrücken beim Clinch
- Unzureichende Materialverdichtung
- Winkelabweichung spezifisch für den Klemmmodus
- Maschinenneukalibrierung nach der Wartung
- Werkzeugänderungen, die die Eindringtiefe beeinflussen
Wenn die Biegekurven trotz korrekter Programmdaten durchgehend zu eng oder zu weit sind, wird empfohlen, den Biegekoeffizienten zu überprüfen, bevor einzelne Biegeparameter geändert werden.
Es ist wichtig zu verstehen, dass der ESA S875-Clinching-Koeffizient nicht programmspezifisch ist. Er ist ein Maschinenparameter, Das bedeutet, dass es, sobald es eingestellt ist, jeden Prägevorgang beeinflusst, der an dieser Maschine ausgeführt wird.
Speichern und Verwalten des Schließungskoeffizienten
Der ESA S875-Knickkoeffizient wird beim Verlassen der Korrekturkoeffizientenmaske automatisch gespeichert. Jedoch:
- Es wird nicht in einzelnen Arbeitsprogrammen gespeichert.
- Es bleibt permanent mit dem Steuerungssystem verbunden.
- Es betrifft alle zukünftigen Abschlussoperationen
Nach der Anpassung des Schließkoeffizienten ist ein Neustart des NC erforderlich, damit der neue Wert wirksam wird.
Falls die Änderung nicht die erwarteten Ergebnisse liefert, drücken Sie [Ignorieren Sie „Korrekt“.] innerhalb der Maske. Dadurch wird der Schließkoeffizient auf den zuvor aktiven Wert zurückgesetzt.
Da der Klemmkoeffizient die Berechnung des unteren Totpunkts global beeinflusst, sollten Anpassungen sorgfältig und schrittweise vorgenommen werden.
Bewährte Verfahren zur Anpassung des Klemmkoeffizienten
Um eine stabile Leistung bei der Einstellung des ESA S875-Anpresskoeffizienten zu gewährleisten:
- Nehmen Sie kleine, schrittweise Änderungen vor.
- Prüfung an Mustermaterial vor der Serienproduktion
- Überprüfen Sie die tatsächlichen Winkel- und Kompressionsergebnisse.
- Nach jeder Änderung einen Neustart des NC bestätigen.
- Vermeiden Sie häufige, große Anpassungen.
Der ESA S875-Klemmkoeffizient sollte eher als Feinkalibrierungsparameter denn als primäres Winkelkorrekturwerkzeug verwendet werden. Programmbezogene Korrekturen sollten stets überprüft werden, bevor der maschinenbezogene Koeffizient geändert wird.
Bei korrekter Konfiguration verbessert sich der ESA S875-Einrastkoeffizient:
- Eindringgenauigkeit
- Winkelkonsistenz
- Produktionsstabilität
- Langfristige Maschinenzuverlässigkeit
Durch sorgfältiges Verstehen und Anpassen der ESA S875 Mithilfe des Clinching-Koeffizienten können Bediener die Positionierung des unteren Totpunkts beim Clinchen und Prägen präzise steuern. Eine korrekte Kalibrierung gewährleistet, dass Formdruck, Materialverdichtung und Winkelgenauigkeit über verschiedene Materialien und Produktionschargen hinweg stabil bleiben. Dies führt zu einer verbesserten Biegeleistung und weniger Korrekturzyklen.
Häufig gestellte Fragen (FAQ)
Wozu dient der ESA S875-Klemmkoeffizient?
Der ESA S875 Clinching-Koeffizient ist ein Korrekturparameter auf Maschinenebene, der verwendet wird, um die Berechnung der PMI (Bottom Dead Center Position) während des Clinchens und Prägens zu modifizieren.
Es passt die Eindringtiefe des Stößels algebraisch an, um eine korrekte Materialkompression und Formgenauigkeit zu gewährleisten.
Wird der ESA S875-Klemmkoeffizient in jedem Programm gespeichert?
Nein. Der ESA S875-Clinching-Koeffizient ist nicht programmspezifisch.
Es handelt sich um einen maschinenbezogenen Parameter, der im Steuerungssystem gespeichert ist. Nach einer Änderung wirkt er sich auf alle an dieser Maschine durchgeführten Clinch- und Prägebiegevorgänge aus.
Ist nach der Modifizierung der ESA S875-Klemmung ein Neustart erforderlich?
Ja. Nach der Änderung des ESA S875-Anpresskoeffizienten muss das NC neu gestartet werden, um sicherzustellen, dass der neue Wert vollständig in die Systemberechnungen integriert wird.
Abschluss
Der ESA S875-Clinchkoeffizient spielt eine entscheidende Rolle bei der Kontrolle der Positionierung des unteren Totpunkts während des Clinchens und Prägens. Durch die algebraische Anpassung des berechneten PMI gewährleistet der Clinchkoeffizient ein präzises Eindringen des Stempels, eine stabile Materialverdichtung und gleichbleibende Winkelergebnisse.
Da der Clinching-Koeffizient ein Maschinenparameter ist, wirkt sich jede Änderung auf alle Clinching- und Prägebiegungen aus. Daher sollten Anpassungen sorgfältig und schrittweise durchgeführt und anschließend ein Systemneustart vorgenommen werden.
Bei korrekter Konfiguration verbessert der ESA S875-Klemmkoeffizient die Biegegenauigkeit, erhöht die Wiederholgenauigkeit und unterstützt die langfristige Produktionsstabilität über verschiedene Materialien und Werkzeugbedingungen hinweg.



