








Ungleichmäßige Biegetiefen an Abkantpressen sind ein häufiges Problem in Blechbearbeitungswerkstätten, insbesondere wenn Bediener feststellen, dass verschiedene Bereiche eines Werkstücks unterschiedlich tief gebogen werden. Oftmals liegt die Ursache nicht in einem einzelnen Fehler, sondern im Zusammenwirken mehrerer Faktoren. Erfahrungsgemäß können ungleichmäßige Biegetiefen durch eine fehlerhafte Werkzeugausrichtung, Materialdickenabweichungen, eine ungenaue Positionierung des Hinteranschlags oder einen instabilen Hydraulikdruck entstehen. In diesem Artikel erläutere ich die häufigsten Ursachen für dieses Problem und stelle praktische Methoden zur Fehlerbehebung vor, die zu gleichbleibender Biegegenauigkeit und zuverlässigen Produktionsergebnissen beitragen.
Häufige Ursachen für Abkantpresse Ungleichmäßige Biegetiefe
Bevor ich die Maschine justiere, beginne ich immer damit, die Ursache zu ermitteln. Ungleichmäßige Biegetiefen resultieren in der Regel aus mechanischen, hydraulischen oder einrichtungsbedingten Faktoren.
Uneinheitliche Blechdicke

Eine der einfachsten, aber am häufigsten übersehenen Ursachen ist eine ungleichmäßige Materialstärke. Selbst geringfügige Abweichungen der Blechdicke über die gesamte Länge führen zu einer veränderten Biegetiefe während des Biegevorgangs.
Wenn ich auf diese Situation stoße, messe ich üblicherweise die Blechdicke an mehreren Stellen mit einem Mikrometer. Bei merklichen Abweichungen erzeugt die Abkantpresse naturgemäß ungleichmäßige Biegewinkel und -tiefen.
Um dieses Problem zu minimieren:
- Verwenden Sie Blätter aus derselben Charge.
- Materialstärke vor der Produktion prüfen
- Passen Sie die Biegeparameter an, falls Abweichungen vorliegen.
Gleichbleibendes Rohmaterial ist unerlässlich, um einheitliche Biegeergebnisse zu erzielen.
Fehlerhafte Werkzeugausrichtung
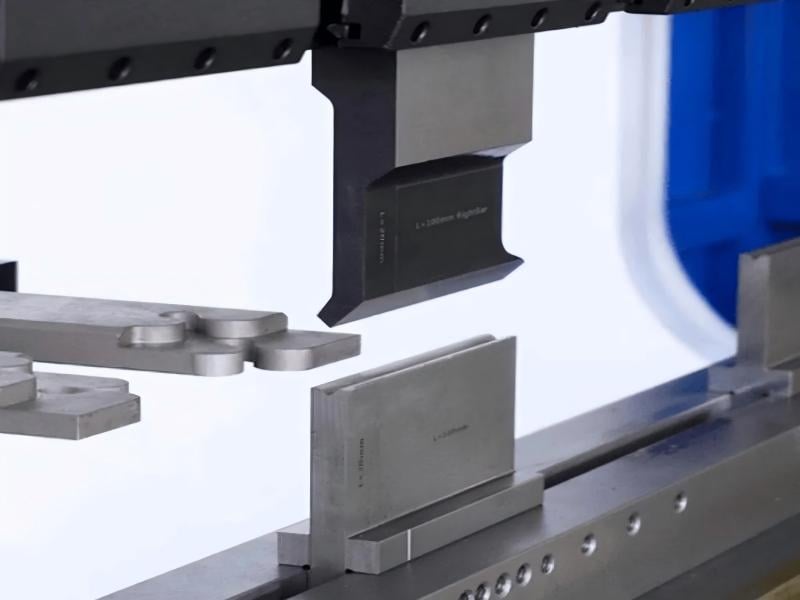
Ein weiterer häufiger Grund für Ungleichmäßige Biegetiefe an der Abkantpresse Es liegt eine schlechte Ausrichtung zwischen Stempel und Matrize vor.
Wenn das Werkzeug nicht perfekt zentriert oder parallel ist, erfährt eine Seite des Blechs eine größere Kraft als die andere. Dies führt zu einer stärkeren Biegung auf der einen und einer flacheren Biegung auf der anderen Seite.
Bei der Installation von Tools überprüfe ich immer Folgendes:
- Ob Stempel und Matrize richtig sitzen
- Ob Spannsysteme Werkzeuge fest halten
- Ob die Werkzeuglänge zum Biegebereich passt
Selbst geringfügige Fehlausrichtungen können die Biegegenauigkeit erheblich beeinträchtigen.
Maschinenfaktoren, die die Genauigkeit der Biegetiefe beeinflussen
In manchen Fällen liegt das Problem an der Maschine selbst und nicht am Material oder den Werkzeugen.
Instabilität des Hydraulikdrucks

Hydraulische Abkantpressen benötigen einen stabilen Druck zur Steuerung der Stößelbewegung. Bei Schwankungen im Hydrauliksystem erreicht der Stößel möglicherweise nicht die exakt programmierte Tiefe.
Typische Symptome sind:
- Geringfügige Abweichungen im Biegewinkel
- Langsame oder ungleichmäßige Widderbewegung
- Instabile Druckmesswerte
Bei der Fehlersuche überprüfe ich üblicherweise den Zustand des Hydrauliköls, die Filter und die Druckventile. Regelmäßige Wartung verhindert, dass diese Probleme die Biegegenauigkeit beeinträchtigen.
Probleme mit der Parallelität von Ram
Wenn der Stößel nicht perfekt parallel zum Arbeitstisch steht, senkt sich eine Seite der Maschine beim Biegen etwas tiefer ab.
Dies kann folgende Ursachen haben:
- Mechanischer Verschleiß
- Unsachgemäße Kalibrierung
- Rahmenverformung im Laufe der Zeit
Um dieses Problem zu lösen, überprüfe ich die Parallelität der Maschine mit Hilfe von Präzisionsmessgeräten und passe das Synchronisationssystem entsprechend an.
Hinterachs- und Programmierprobleme
Ein weiterer wichtiger Faktor hinter Ungleichmäßige Biegetiefe an der Abkantpresse ist das Hinteranschlagsystem.
Fehler bei der Hinteranschlagpositionierung
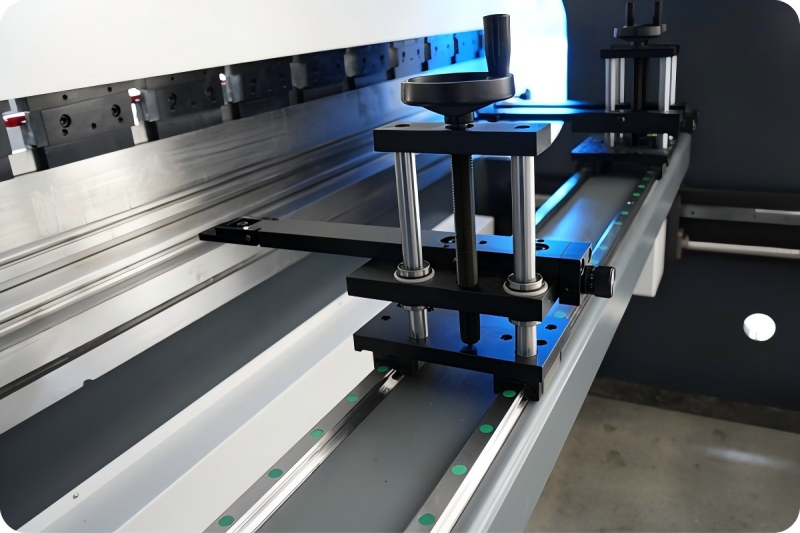
Der Hinteranschlag bestimmt die exakte Position des Blechs vor dem Biegen. Bei ungenauer Positionierung verschiebt sich die Biegelinie geringfügig.
Dies führt häufig zu Folgendem:
- Ungleichmäßige Biegung entlang des Werkstücks
- Unterschiedliche Biegetiefen an wiederholten Teilen
Um dieses Problem zu beheben, kalibriere ich üblicherweise das Hinteranschlagsystem neu und überprüfe die Positioniergenauigkeit.
Falsche CNC-Parametereinstellungen

Moderne CNC-Abkantpressen sind stark von Programmierparametern abhängig, wie zum Beispiel:
- Biegetiefe
- Materialstärke
- Werkzeugabmessungen
Sind diese Werte falsch, kann die Maschine beim Biegen nicht richtig kompensieren.
Sobald ich eine ungleichmäßige Biegetiefe feststelle, überprüfe ich das CNC-Programm und stelle sicher, dass die Parameter mit dem tatsächlich verwendeten Material und Werkzeug übereinstimmen.
Schrittweise Fehlerbehebung bei ungleichmäßiger Biegetiefe
Bei der Diagnose ungleichmäßiger Biegetiefen folge ich üblicherweise einem strukturierten Inspektionsprozess.
Schritt 1: Materialkonsistenz prüfen
Messen Sie zunächst die Blechdicke an mehreren Stellen. Ungleichmäßige Materialdicke ist oft das am einfachsten zu erkennende Problem.
Schritt 2: Werkzeuginstallation prüfen

Überprüfen Sie anschließend, ob Stempel und Matrize korrekt ausgerichtet und fest eingespannt sind. Eine fehlerhafte Ausrichtung führt häufig zu ungleichmäßiger Biegetiefe.
Schritt 3: Überprüfung der Genauigkeit der Hinteranschlagslehre
Anschließend teste ich die Positionierung des Hinteranschlags, indem ich einige Probebiegungen durchführe und die Wiederholgenauigkeit überprüfe.
Schritt 4: Hydraulische und mechanische Systeme prüfen
Zum Schluss überprüfe ich die Stabilität des Hydraulikdrucks, die Parallelität der Kolben und die Schmierbedingungen.
Wenn man diesem Vorgehen Schritt für Schritt folgt, wird es viel einfacher, die wahre Ursache des Problems zu finden.
FAQs
Warum biegt meine Abkantpresse das Blech auf einer Seite stärker durch?
Dies tritt üblicherweise auf, wenn die Werkzeugausrichtung oder die Parallelität der Stößel nicht stimmt. Durch Überprüfen und Anpassen der Werkzeugeinstellung lässt sich das Problem oft beheben.
Kann die Materialdicke die ungleichmäßige Biegetiefe bei einer Abkantpresse beeinflussen?
Ja. Abweichungen in der Blechdicke beeinflussen direkt die Biegetiefe und die Winkelkonsistenz.
Wie kann ich eine Abkantpresse kalibrieren, um ungleichmäßige Biegetiefen zu korrigieren?
Überprüfen Sie zunächst die Parallelität des Stößels und die Ausrichtung der Werkzeuge. Kalibrieren Sie anschließend den Hinteranschlag neu und bestätigen Sie die CNC-Biegeparameter.
Hilft vorbeugende Wartung dabei, ungleichmäßige Biegetiefen zu vermeiden?
Absolut. Regelmäßige Schmierung, Inspektion der Hydraulik und Ausrichtungskontrollen tragen zur Aufrechterhaltung einer stabilen Biegeleistung bei.
Abschluss
Ungleichmäßige Biegetiefen sind ein häufiges Problem bei der Blechbearbeitung, lassen sich aber in den meisten Fällen durch systematische Inspektion und korrekte Maschineneinstellung beheben. Meiner Erfahrung nach, Abkantpresse Ungleichmäßige Biegetiefe ist üblicherweise auf Materialinkonsistenzen, Werkzeugfehlausrichtung, hydraulische Instabilität oder Kalibrierungsfehler des Hinteranschlags zurückzuführen.
Durch die schrittweise Überprüfung dieser Faktoren und die regelmäßige Wartung Ihrer Abkantpresse können Sie die Biegegenauigkeit und Produktionskonstanz deutlich verbessern. Sollten weiterhin ungleichmäßige Biegeergebnisse auftreten oder Sie professionelle Unterstützung bei der Maschinenkalibrierung benötigen, kontaktieren Sie gerne unser technisches Team oder informieren Sie sich auf unserer Website über weitere Dokumentationen zu Abkantpressen.



