








Wer schon einmal mit ungleichmäßigen Biegewinkeln zu kämpfen hatte, weiß, wie frustrierend das sein kann. Abkantpresse Rückfederung Das kann vorkommen. Ich habe schon oft erlebt, wie Bediener Winkel wiederholt nachjustieren, ohne wirklich zu verstehen, warum das Material nach dem Biegen immer wieder zurückfedert. Tatsächlich ist die Rückfederung ein natürliches physikalisches Verhalten von Metall, aber übermäßige Rückfederung lässt sich kontrollieren. In diesem Leitfaden zeige ich Ihnen praxiserprobte Methoden, mit denen Sie die Rückfederung an Abkantpressen reduzieren, die Biegegenauigkeit verbessern und in der täglichen Produktion stabilere und reproduzierbarere Ergebnisse erzielen können.
Was verursacht übermäßigen Abkantpresse Rückfederung?
Bevor man das Problem löst, empfehle ich immer, die Ursachen für übermäßige Rückfederung beim Blechbiegen zu verstehen.
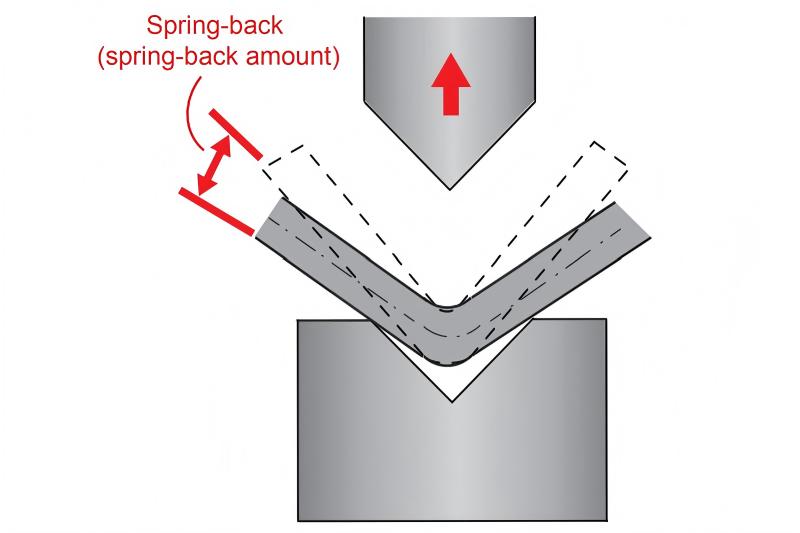
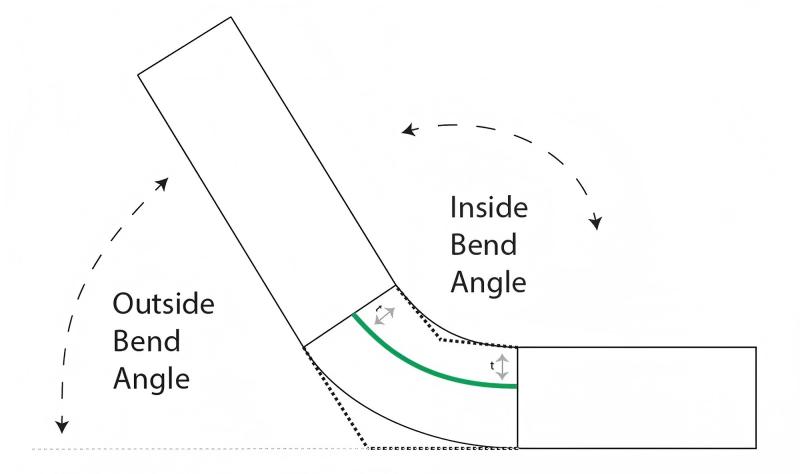
Die Rückfederung entsteht durch die elastische Rückstellung des Metalls nach dem Wegfall der Biegekraft. Je höher die Materialfestigkeit und je größer der Biegeradius, desto stärker ist der Rückfederungseffekt.
Zu den Schlüsselfaktoren gehören:
- Werkstoffe mit hoher Zugfestigkeit (wie Edelstahl oder hochfester Stahl)
- Große V-Matrizenöffnungen
- Unzureichende Biegekraft
- Falsche Stempelradiuswahl
- Fehlerhafte Winkelprogrammierung in CNC-Abkantpressensystemen
Sobald ich den entscheidenden Faktor für eine bestimmte Aufgabe identifiziert habe, kann ich gezielte Lösungen anwenden, anstatt willkürliche Winkelkorrekturen vorzunehmen.
Einstellen des Überbiegungswinkels an einer CNC-Abkantpresse
Eine der direktesten Methoden zur Reduzierung der Rückfederung von Abkantpressen ist das kontrollierte Überbiegen.
Schritt 1: Berechnen Sie den erwarteten Rückfederungswert
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Zuerst führe ich eine Probebiegung mit dem tatsächlichen Material und der tatsächlichen Dicke durch. Nachdem ich den tatsächlichen Winkel mit einem digitalen Winkelmessgerät gemessen habe, vergleiche ich ihn mit dem programmierten Winkel. Die Differenz ergibt den Rückfederungswert.
Wenn ich beispielsweise 90° programmiere und 92° erhalte, weiß ich, dass ich eine Überbiegungskompensation von ungefähr 2° benötige.
Schritt 2: Winkelkompensation im Regler anwenden
Moderne CNC-Systeme wie Delem ermöglichen die Winkelkorrektur direkt über die Steuerungsschnittstelle. Anstatt die Einstellungen jedes Mal manuell vorzunehmen, gebe ich den Kompensationswert in das Programm ein, um eine gleichbleibende Produktion zu gewährleisten.
Diese Methode eignet sich besonders gut für die Serienfertigung, bei der es auf Wiederholbarkeit ankommt.
Optimierung der Werkzeugauswahl zur Reduzierung der Rückfederung
Die Werkzeuge spielen eine entscheidende Rolle bei der Minimierung der Rückfederung der Abkantpresse.
Auswahl der richtigen V-Matrizenöffnung
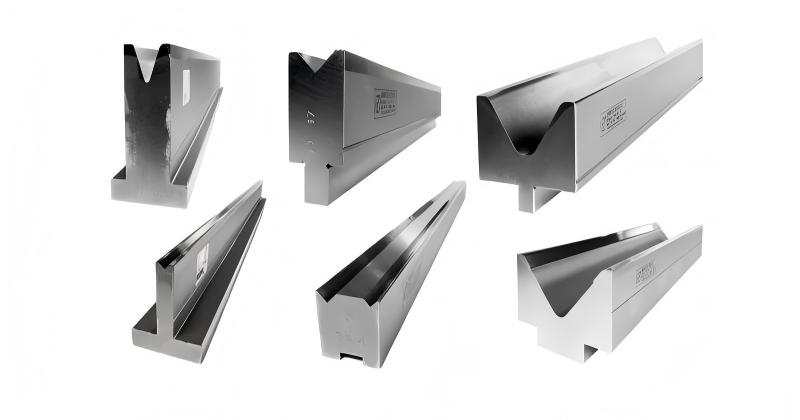
Ein häufiger Fehler, den ich beobachte, ist die Verwendung einer zu weiten V-Matrizenöffnung. Eine größere V-Öffnung vergrößert den Biegeradius, was wiederum die Rückfederung erhöht.
Als Faustregel gilt:
- Bei Baustahl verwende ich üblicherweise eine V-förmige Öffnung mit dem 6- bis 8-Fachen der Materialstärke.
- Bei Edelstahl verkleinere ich die V-Öffnung etwas, um die elastische Rückstellung zu kontrollieren.
Auswahl eines kleineren Stempelradius

Ein kleinerer Stempelspitzenradius erhöht die plastische Verformung und verringert den elastischen Rückstellanteil der Biegung. Dies muss jedoch gegen das Risiko von Rissen abgewogen werden, insbesondere beim Biegen hochfester Werkstoffe.
Erhöhung der Biegekraft und Techniken zum Durchschlagen
Eine weitere wirksame Methode zur Reduzierung übermäßiger Rückfederung bei Pressen ist die Erhöhung der Eindringtiefe.
Luftbiegen vs. Boden
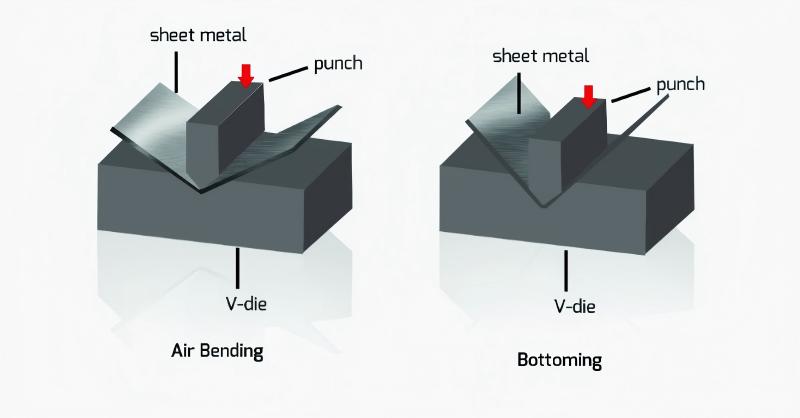
Beim Luftbiegen entsteht naturgemäß eine stärkere Rückfederung, da das Material nicht vollständig in die Matrize gepresst wird.
Sofern die Anwendung es zulässt, wechsle ich manchmal zu:
- Bodenbildung
- Prägung
Insbesondere das Prägen reduziert die Rückfederung deutlich, da das Material über seine Elastizitätsgrenze hinaus plastisch verformt wird. Allerdings erfordert es eine höhere Presskraft und entsprechende Maschinenkapazität.
Bevor ich diese Methode anwende, überprüfe ich die Tonnageberechnung immer anhand eines Biegekraftdiagramms, um eine Überlastung der Maschine zu vermeiden.
Materialüberlegungen zur Reduzierung der Rückfederung bei Blechen
Unterschiedliche Materialien verhalten sich beim Biegen unterschiedlich.
- Edelstahl 304: 2 bis 3 Grad
- Weichaluminium: 1,5 bis 2 Grad
- Kaltgewalzter Stahl: 0,75 bis 1,0 Grad
- Warmgewalzter Stahl: 0,5 bis 1,0 Grad
- Kupfer und Messing: 0,00 bis 0,5 Grad
Hochfester Stahl und Edelstahl

Diese Werkstoffe weisen eine höhere Streckgrenze auf, was die Rückfederung der Abkantpresse direkt erhöht.
Beim Biegen von hochfestem Stahl gilt Folgendes:
- Verringern Sie die V-Matrizenöffnung
- Erhöhung der Überbeugungskompensation
- Gewährleisten Sie eine präzise Positionierung des Hinteranschlags.
- Führen Sie vor der Serienproduktion mehrere Testbiegungen durch.
Faserrichtung und Walzrichtung
Ich überprüfe auch die Faserrichtung des Materials. Durch Biegen senkrecht zur Walzrichtung lassen sich Risse reduzieren und die Materialkonsistenz verbessern.
Die Materialkontrolle wird oft vernachlässigt, hat aber einen erheblichen Einfluss auf die endgültige Biegegenauigkeit.
Maschinenkalibrierung und Hinteranschlaggenauigkeit

Selbst perfekte Werkzeuge und Kompensationen helfen nicht, wenn die Maschine selbst nicht richtig kalibriert ist.
Überprüfung der Parallelität der Ram-Baumstruktur
Wenn der Stößel nicht parallel zum Tisch steht, kann eine Seite des Werkstücks eine stärkere Rückfederung aufweisen als die andere. Ich überprüfe die Parallelität regelmäßig mit einer Präzisionslehre.
Kalibrieren des Hinteranschlagsystems
Bei ungenauer Positionierung des Hinteranschlags ändert sich die Flanschlänge, was indirekt die Biegewinkelkonsistenz beeinträchtigt. Die Kalibrierung des Hinteranschlagsystems einer Abkantpresse ist daher unerlässlich, um Abweichungen zu minimieren.
Durch ordnungsgemäße Wartung und Kalibrierung werden kumulative Biegefehler minimiert.
FAQs
Warum ist die Rückfederung beim Pressen bei Edelstahl stärker ausgeprägt?
Edelstahl besitzt im Vergleich zu Baustahl eine höhere Zugfestigkeit und Elastizität, was zu einer größeren elastischen Rückstellung nach dem Biegen führt.
Wie lässt sich die Rückfederung einer Abkantpresse am besten reduzieren, ohne die Werkzeuge zu wechseln?
Die praktischste Methode ist die Anwendung einer kontrollierten Überbiegungskompensation in der CNC-Steuerung nach der Messung der Testergebnisse.
Führt eine Erhöhung der Tonnage immer zu einer geringeren Rückfederung?
Nicht unbedingt. Eine größere Eindringtiefe ist zwar hilfreich, aber zu hoher Pressdruck kann die Werkzeuge beschädigen. Kontrolliertes Grundbohren oder Prägen ist effektiver.
Wie kann ich die Rückfederung genau berechnen?
Führen Sie eine Probebiegung durch, messen Sie den resultierenden Winkel mit einem digitalen Messgerät und vergleichen Sie ihn mit dem programmierten Winkel. Die Differenz ist Ihr Kompensationswert.
Abschluss
Die Rückfederung beim Pressen ist unvermeidbar, übermäßige Rückfederung jedoch kontrollierbar. Durch das Verständnis der Materialeigenschaften, die Auswahl geeigneter Werkzeuge, die präzise Überbiegungskompensation und die Sicherstellung der Maschinenkalibrierung kann ich die Biegegenauigkeit und die Produktionskonstanz deutlich verbessern.
Sollten Sie instabile Biegewinkel oder Qualitätsmängel feststellen, analysieren Sie zunächst die Rückfederungsfaktoren, anstatt Programme wiederholt und ohne Anpassungen vorzunehmen. Für professionelle Beratung zur Werkzeugauswahl, Tonnageberechnung oder CNC-Kompensationseinstellungen steht Ihnen unser technisches Team gerne zur Verfügung. Wir unterstützen Sie jederzeit dabei, stabile und hochpräzise Biegeergebnisse zu erzielen.



