








2 Easy Rules of Mechanical Correction of Sheet Metal Plate
Mechanical correction is the correction of deformed work pieces and deformed steel using mechanical equipment, and cold correction is generally used. Cold correction is the correction of the work piece at room temperature, which is carried out using hammering and stretching. This correction will cause cold work hardening on the surface of the steel, that is, the strength and hardness will increase, and the plasticity and toughness will decrease. Therefore, it is only suitable for low-carbon steel or aluminum with good plasticity; when the degree of deformation is large, cracks or breaks will occur if cold straightening is used, or due to insufficient equipment capacity, the cold straightening cannot exceed the yield point, and the workpiece cannot be overcome. The rigidity of the workpiece is too high, or the material of the workpiece is very brittle. When cold straightening cannot be used, hot straightening is used. The hot straightening is performed when the steel is heated to a high temperature of 700~1000°C oxy-acetylene. Hot straightening is suitable for carbon steel and alloy steel with large deformation and poor plasticity or low carbon steel used at low temperatures.
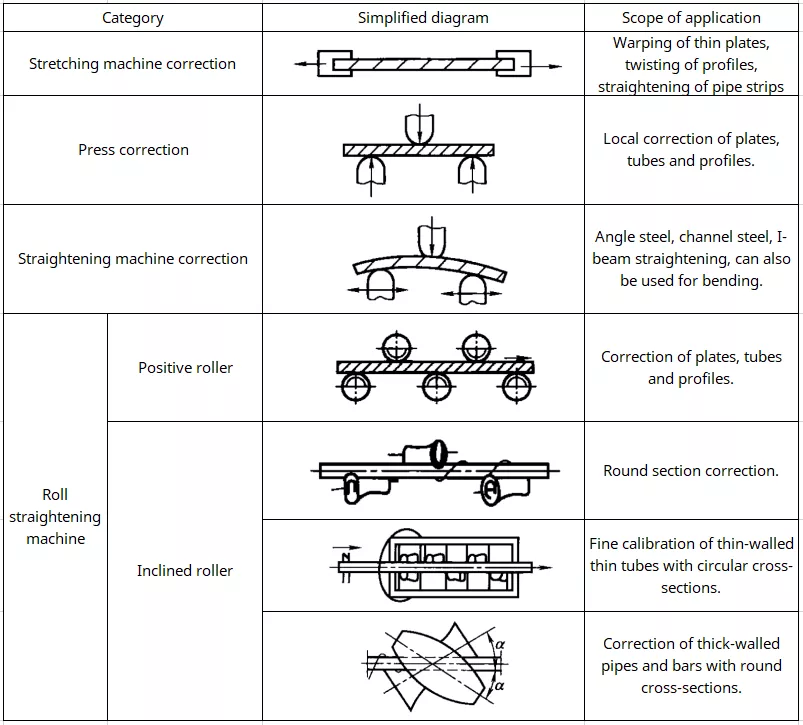
The equipment used for mechanical straightening includes plate rolling machine, rounding machine, special leveling machine, straightening machine, and various presses, such as mechanical press, hydraulic press, screw press, etc. The method and scope of mechanical correction are shown in the table below.
The method of mechanical correction and its scope of application
1. Mechanical Correction-Correction of Plates
The deformation of the steel plate is generally corrected on a multi-roll leveler. During leveling, the thicker the steel plate, the easier the correction; the thinner the steel plate, the easier it is to deform and the more difficult it is to correct. Generally, steel plates with a thickness of more than 3mm are leveled on a five-roll or seven-roll leveling machine, and thin steel plates with a thickness of less than 3mm must be leveled on a nine-roll, eleven-roll, or more roll leveling machine.
The rolling correction principle of the multi-roll leveler is shown in the figure below. The working part is composed of two rows of upper and lower rollers. Usually, there are 5 to 11 working rollers. The following are active rollers, which are connected to the machine body through bearings and are driven by a motor to rotate, and their position cannot be adjusted. The above column is the driven roller, which can be adjusted vertically by a manual screw or electric lifting device to change the distance between the upper and lower roller rows to adapt to the leveling of different thickness steel plates.

During the rolling work, the steel plate engages with the rotation of the shaft roller and is subjected to opposite forces between the upper and lower roller shafts, causing the steel plate to produce alternating bending with a small radius of curvature. When the stress exceeds the yield limit of the material, plastic deformation occurs, so that the fibers with unequal original lengths in the plate tend to be consistent during repeated stretching and compression, to achieve the purpose of correction.
There are two main ways to arrange the shaft rollers of a multi-roll leveler. Figure (a) shows the parallel correction of the roller rows. The upper and lower shaft rollers are arranged in parallel. The gap between the upper and lower roller rows is slightly smaller than the thickness of the steel plate to be corrected. After the steel plate passes It will be repeatedly bent and then be leveled by the final guide roller.
The two rollers at the two ends of the column above are guide rollers, with small diameter, little force, and no bending function. They only guide the steel plate into the straightening roller or level the steel plate when the steel plate is led out of the straightening roller.
The guide roller can be individually adjusted up and down to the required height to ensure that the final bend of the steel plate can be leveled. Usually, the steel plate has to be rolled back and forth many times on the leveling machine to obtain a higher correction quality.
Figure (b) shows the tilt correction of the roller row. The upper roller row is arranged obliquely, and the axis connection of the upper and lower roller rows forms a small included angle. The upper roller can be adjusted for lifting, and the angle of inclination can be changed by the angle mechanism. The gap between the upper and lower roller rows gradually increases toward the outlet end.
When the steel plate passes between the roller rows, its bending curvature gradually decreases; the first few pairs of axle rollers perform the basic bending of the steel plate, and the remaining pairs of axle rollers generate tension on the steel plate when they continue to enter. Before the last roller shaft, The deformation of the steel plate under the action of additional tensile force has approached elastic bending, and the steel plate has been corrected. Therefore, this type of leveler can improve the correction effect of the steel plate by relying on the additional pulling force generated by the rear roller shaft to the steel plate, and it is not necessary to set a guide roller that can be adjusted separately. This type of leveler is mostly used for the correction of thin plates.
According to the different forms of sheet deformation, the measures taken during the leveling operation are also different. The following table shows some special measures that can be taken when correcting special deformed sheets or smaller blanks (or parts) on a multi-roll leveler.
Flattening of sheets in several special situations

Generally, the plate needs to pass through the multi-roll plate leveling machine many times to achieve the purpose. The number of corrections is determined by the magnitude of the stress coefficient in the sheet to be corrected. The larger a the easier it is to level. The relationship between a and the number of leveling is shown in the table.
| a | ≤1 | 4~6 | >6 | ≥10 |
| Flat times | Can’t be leveled | 3 | 1 | Suitable for high-strength steel |

| Number of rolls N | 5 | 7 | 9 |
| c | 1.17 | 0.9 | 0.8 |
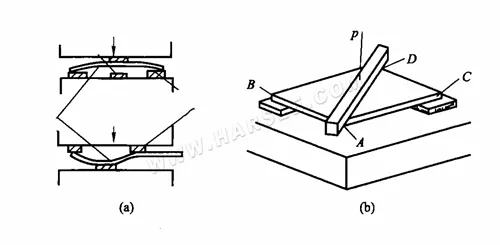
The leveling of thick plates can usually also be carried out on pressure equipment such as hydraulic presses and hydraulic presses. The method for leveling with presses is: put the blank on the press table, so that the protruding part faces upwards, and the two lowest Place two pads of equal thickness as fulcrums. If the deformation curvature of the blank is small, the distance of the fulcrum can be reduced, and then square steel is added on the convex part, and the square steel is pressed until the original deformed part of the blank becomes flat and then slightly concave. The amount of depression is equal to the amount of spring back, and the sheet becomes flat after decompression. To prevent over pressure, a safety iron of appropriate thickness can be placed under the stressed part, and the pressure can be stopped when the blank is pressed against the safety iron, see Figure (a); When correcting distortion, first place two pads of the same thickness at B and C below the diagonal corners of the plate contacting the platform, and place a square diagonally above the diagonal corners of A and D. The steel or rail is then pressurized until A and D are in contact with the table surface and the load is removed. At this time, use a flat ruler to check the level of flatness. If it does not meet the requirements, increase the pads at B and C until the correction is achieved, as shown in Figure (b).
If the deformation of the steel plate is more complicated, there are both bending and distortion, the leveling operation sequence is: first correct the local deformation, then correct the overall deformation; first correct the distortion and then correct the curvature.
2. Mechanical Correction-Profile Correction
The straightening of pipes, section steels, and other profiles mostly use cold straightening, where L in the table is the bending chord length and t is the plate thickness.
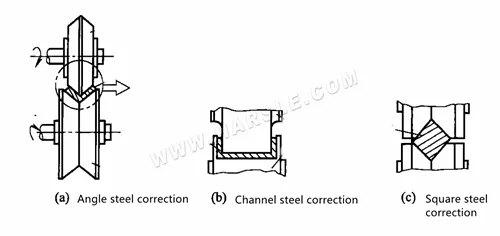
● The working principle of the multi-roll profile straightening machine is similar to that of the sheet leveling machine. The difference is that the straightening roller is a roller whose contour is adapted to the cross-section of the profile to be straightened, as shown in the figure. To correct different profiles, rollers with different contours can be exchanged. Similar to the principle of plate leveling, when the profile passes through the upper and lower rows of rollers, it is repeatedly bent, so that the fibers are elongated and corrected. The roller axes of the positive roller machine are parallel to each other, which is suitable for various profiles. The roller line of the inclined roller machine is hyperbolic, and most of them are arranged in groups (2~3 per group). The roller shaft is inclined to make the quilt The straightening round material produces additional rotation movement, which enhances the correction effect, and is suitable for the correction of tubes, rods, and wires.
● Use profile straightening machine to rectify.
The bending deformation of section steel and various welded beams can also be corrected by the reverse bending method of the section steel straightening machine. The moving parts of the straightening machine are arranged horizontally, and the moving parts are generally double-ended.
During operation, the section steel is placed between the support and the push brace, the protruding part is blocked by the push brace, pressed to the support, and can be moved along the length direction. The support position can be appropriately adjusted by the manipulating hand wheel to adapt to the different degrees of bending of the profile steel. When the push brace is driven by the motor for horizontal reciprocating motion, it periodically applies thrust to the corrected section steel, causing it to bend in the opposite direction to achieve the purpose of correction.
The initial position of the push brace can be adjusted to control the amount of deformation. The table is equipped with rollers to support the section steel and reduce friction when the section steel moves back and forth. The section steel straightening machine can also be used for the bending processing of section steel, which is a dual-purpose machine for bending and straightening.
● Use the press to straighten the profile. The straightening principle, sequence, and method of the press to straighten the profile and various welded beams are the same as that of the thick plate flattening, but the placement position, pressure position, and pressure position of the work piece should be reasonably set according to the size and deformation of the work piece during operation. The thickness of the shim and the position of the shim, and whether the size of the shim and the square steel, the shim and the square steel is needed, etc., to improve the quality and speed of correction.

The minimum radius of curvature and maximum deflection that can be cold-straightened for general section steels are shown in the table.
If it exceeds the range specified in this table, appropriate process measures (such as hot pressing, intermediate annealing of the profile, and multiple corrections) should be taken to prevent new distortions and distortions in the section during the correction.