








Rissbildung beim Abkanten ist ein häufiges Problem in der Blechbearbeitung. Tritt dieses Problem bei mir während eines Biegevorgangs auf, analysiere ich zunächst die Materialeigenschaften und Biegeparameter. Rissbildung kann die Produktqualität, die Festigkeit und die Gesamteffizienz der Produktion erheblich beeinträchtigen. Viele Bediener glauben, Rissbildung sei hauptsächlich auf mangelhafte Materialqualität zurückzuführen. Tatsächlich entstehen sie jedoch oft durch mehrere Faktoren, darunter die falsche Werkzeugwahl, ein falscher Biegeradius, zu hohe Biegekräfte oder eine ungünstige Materialfaserrichtung. In diesem Artikel erkläre ich die Hauptursachen für Rissbildung beim Abkanten und zeige praktische Möglichkeiten auf, wie sich diese durch die Optimierung von Material, Werkzeugen und Maschineneinstellungen vermeiden lässt.
Verständnis Abkantpresse Biegerisse in Blechen
Bevor ich das Problem angehe, beginne ich immer damit, zu verstehen, was die Rissbildung beim Biegen eigentlich verursacht.
Was passiert mit Metall beim Abkanten?
Beim Biegen des Blechs wirken zwei entgegengesetzte Kräfte. Die innere Materialschicht wird gestaucht, die äußere gedehnt. Sobald die Zugspannung an der Oberfläche die Dehnungsgrenze des Materials überschreitet, entstehen Risse.
Dies ist der grundlegende mechanische Grund dafür. Biegen und Reißen an der Abkantpresse. Werkstoffe mit geringer Duktilität oder ungeeigneten Biegebedingungen neigen viel eher zu Rissen.
Warum Risse an der Außenseite der Biegung auftreten

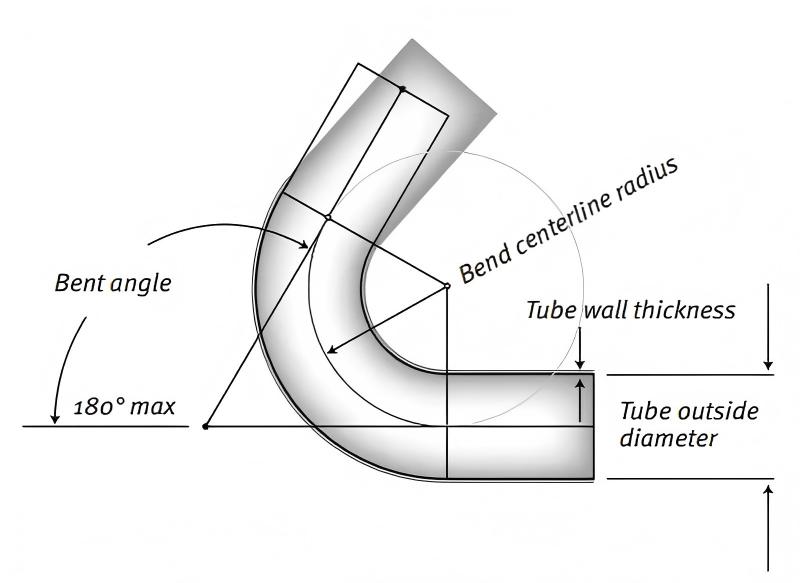
Risse treten fast immer am äußeren Biegeradius auf, da dort die größte Dehnungskraft wirkt. Ist der Biegeradius im Verhältnis zur Materialstärke zu klein, kann sich das Material nicht ausreichend dehnen, und es kommt zu Brüchen.
Deshalb ist die Wahl des richtigen Stempelradius und der richtigen Matrizenöffnung entscheidend, um Risse zu vermeiden.
Materialfaktoren, die zu Rissbildung beim Biegen mit einer Abkantpresse führen
Meiner Erfahrung nach sind Materialeigenschaften einer der häufigsten Gründe für Rissbildung beim Biegen.
Werkstoffe mit geringer Duktilität

Bestimmte Metalle, insbesondere hochfester Stahl, gehärteter Stahl oder schlecht verarbeiteter Edelstahl, weisen eine begrenzte Dehnbarkeit auf. Diese Werkstoffe lassen sich beim Biegen nicht ausreichend dehnen.
Beim Biegen von Werkstoffen mit geringer Duktilität besteht das Risiko von Biegen und Reißen an der Abkantpresse steigt signifikant an.
Um dieses Risiko zu verringern, empfehle ich in der Regel:
- Verwendung eines größeren Biegeradius
- Reduzierung der Biegegeschwindigkeit
- Wenn möglich, schrittweises Biegen anwenden.
Materialfaserrichtung und Biegeorientierung
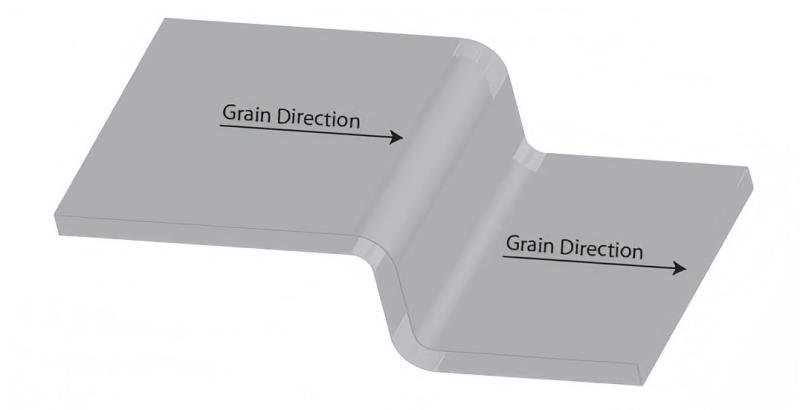
Ein weiterer Faktor, den viele Anwender übersehen, ist die Faserrichtung. Beim Walzen bilden sich in Metallblechen Faserstrukturen aus, die das Biegeverhalten beeinflussen.
Verläuft die Biegelinie parallel zur Faserrichtung, ist das Material eher geneigt zu reißen, da es sich entlang der schwächeren Faserstruktur dehnt.
Um Risse zu vermeiden, biege ich die Werkstücke in der Regel, wenn möglich, senkrecht zur Faserrichtung.
Werkzeugauswahl und ihre Auswirkungen auf Biegerisse
Unsachgemäße Werkzeugausstattung ist ein weiterer wichtiger Faktor für Biegefehler.
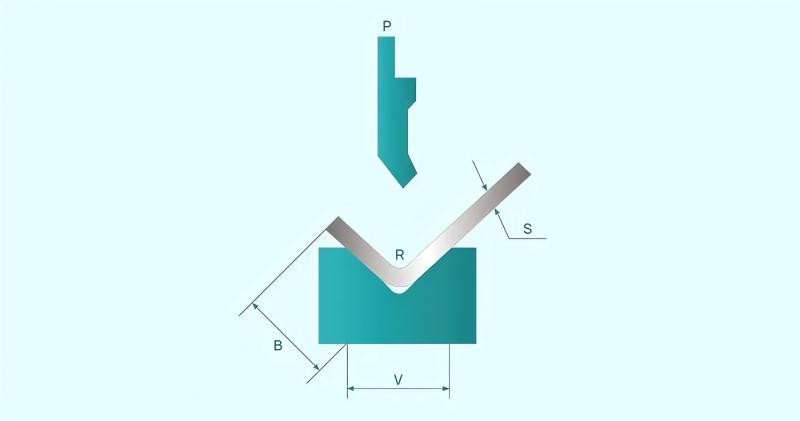
Falsche Matrizenöffnungsbreite

Die V-förmige Matrizenöffnung bestimmt den Materialfluss beim Biegen. Ist die Matrizenöffnung für die Blechdicke zu eng, wird die Biegespannung zu hoch.
Grundsätzlich halte ich mich an folgende Regel:
- Baustahl: V-Matrizenöffnung ≈ 8 × Materialstärke
- Edelstahl: V-Matrizenöffnung ≈ 10–12 × Dicke
- Aluminium: V-Matrizenöffnung ≈ 6–8 × Dicke
Die Wahl der richtigen Matrizengröße trägt zu einer gleichmäßigeren Spannungsverteilung bei und verringert die Wahrscheinlichkeit von Biegen und Reißen an der Abkantpresse.
Stanzradius zu scharf
Ein Stempel mit extrem kleinem Radius zwingt das Material zu einer scharfen Biegung, wodurch die Zugspannung an der Außenfläche erhöht wird.
Durch die Verwendung eines Stempels mit größerem Radius kann sich das Material allmählicher verformen, was die Rissbildung deutlich reduziert.
Maschinenparameter, die die Biegerissbildung beeinflussen
Neben Material und Werkzeugen spielen auch die Maschineneinstellungen eine entscheidende Rolle.
Übermäßige Biegekraft
Wird beim Biegen zu viel Kraft angewendet, kann das Material überbeansprucht werden. Dies geschieht häufig, wenn die Bediener falsche Kraftwerte wählen oder eine zu kleine Matrizenöffnung verwenden.
Durch die Überwachung der Tonnageeinstellungen und die Verwendung eines geeigneten Biegekraftrechners kann ein Materialbruch vermieden werden.
Unzureichende Biegegeschwindigkeit
Eine hohe Biegegeschwindigkeit kann die Spannungskonzentration erhöhen, insbesondere beim Biegen dicker Platten oder harter Materialien.
In manchen Situationen trägt eine Verringerung der Biegegeschwindigkeit dazu bei, dass sich das Material allmählicher verformt, wodurch das Risiko verringert wird. Biegen und Reißen an der Abkantpresse.
Praktische Methoden zur Vermeidung von Rissen beim Biegen mit Abkantpressen
Aus meiner Erfahrung in Metallverarbeitungsbetrieben weiß ich, dass die Vermeidung von Rissen in der Regel eine Kombination von Anpassungen erfordert.
Wählen Sie den richtigen Biegeradius
Durch die Vergrößerung des inneren Biegeradius wird die Zugspannung an der Außenfläche reduziert. Diese einfache Anpassung kann Risse oft vollständig verhindern.
Werkzeug- und Formenauswahl optimieren
Durch die Wahl des richtigen Stempelradius und der richtigen V-Matrizenöffnung wird sichergestellt, dass die Biegespannung gleichmäßig verteilt wird.
Materialqualität prüfen
Prüfen Sie stets die Materialzertifikate und die mechanischen Eigenschaften. Weist eine Materialcharge unzureichende Dehnungseigenschaften auf, kann es selbst unter normalen Biegebedingungen zu Rissen kommen.
Biegerichtung anpassen
Biegen Sie das Blech nach Möglichkeit senkrecht zur Walzrichtung.
FAQs
Was ist die häufigste Ursache für Rissbildung beim Biegen mit einer Abkantpresse?
Die häufigste Ursache ist ein zu kleiner innerer Biegeradius im Verhältnis zur Materialdicke, wodurch die äußere Oberfläche des Blechs überdehnt wird.
Kann die Werkzeugauswahl die Rissbildung beim Biegen an Abkantpressen beeinflussen?
Ja. Die Verwendung eines falschen Stempelradius oder einer zu engen Matrizenöffnung erhöht die Biegespannung und kann zu Rissen führen.
Beeinflusst die Faserrichtung des Materials Biegerisse?
Absolut. Eine Biegung parallel zur Faserrichtung erhöht die Wahrscheinlichkeit von Rissen, während eine Biegung senkrecht zur Faserrichtung die Spannungskonzentration verringert.
Wie kann ich Risse beim Biegen von Edelstahl vermeiden?
Verwenden Sie eine größere Matrizenöffnung, erhöhen Sie den Biegeradius und reduzieren Sie die Biegegeschwindigkeit. Edelstahl ist weniger duktil als Baustahl und erfordert daher eine sorgfältigere Parameterkontrolle.
Abschluss
Biegen und Reißen an der Abkantpresse Rissbildung ist ein häufiges, aber vermeidbares Problem in der Blechbearbeitung. In den meisten Fällen entsteht sie durch eine Kombination aus Materialeigenschaften, ungeeigneter Werkzeugwahl, falschem Biegeradius oder zu hoher Maschinenkraft. Durch das Verständnis des Biegeverhaltens von Metall und die Anpassung von Parametern wie Matrizenöffnung, Stempelradius, Faserrichtung und Biegegeschwindigkeit lässt sich das Risiko von Rissen deutlich reduzieren.
Um die Biegequalität zu verbessern und kostspielige Produktionsfehler zu vermeiden, sollten Sie vor Produktionsbeginn stets die Materialeigenschaften und die Werkzeugeinstellung überprüfen. Für eine professionelle Beratung zur Bedienung der Abkantpresse, zur Werkzeugauswahl oder zur Optimierung des Biegeprozesses kontaktieren Sie gerne unser Team oder informieren Sie sich in unserer technischen Dokumentation auf unserer Website.



