








La profundidad de plegado desigual en la prensa plegadora es un problema común en los talleres de fabricación de chapa metálica, especialmente cuando los operarios observan que distintas secciones de una pieza se pliegan a profundidades ligeramente diferentes. En muchos casos, el problema no se debe a una sola falla, sino a la combinación de varios factores. Según mi experiencia, la profundidad de plegado desigual puede deberse a una alineación incorrecta de las herramientas, variaciones en el espesor del material, un posicionamiento impreciso del tope trasero o una presión hidráulica inestable. En este artículo, explicaré las causas más típicas de este problema y compartiré métodos prácticos de resolución de problemas que ayudan a restablecer una precisión de plegado uniforme y resultados de producción fiables.
Causas comunes de Prensa Plegadora Profundidad de flexión desigual
Antes de ajustar la máquina, siempre empiezo por identificar la causa principal. Una profundidad de doblado desigual suele deberse a factores mecánicos, hidráulicos o relacionados con la configuración.
Espesor inconsistente de la chapa metálica

Una de las causas más sencillas, pero a menudo ignoradas, es el grosor inconsistente del material. Si la chapa metálica varía, aunque sea ligeramente, a lo largo de su longitud, la profundidad de doblado cambiará durante el proceso.
Cuando me encuentro con esta situación, suelo medir el espesor de la chapa en varios puntos con un micrómetro. Si hay una variación notable, la plegadora producirá, naturalmente, ángulos y profundidades de plegado desiguales.
Para minimizar este problema:
- Utilice hojas del mismo lote.
- Inspeccione el espesor del material antes de la producción.
- Ajuste los parámetros de flexión si existe variación.
Es fundamental utilizar materia prima de calidad constante para obtener resultados de doblado uniformes.
Alineación incorrecta de las herramientas
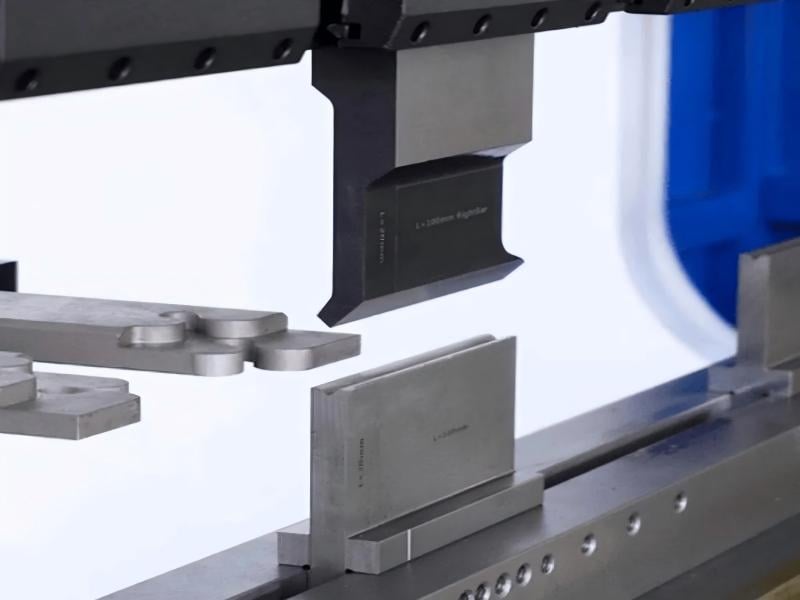
Otra razón frecuente para Profundidad de plegado de la prensa plegadora desigual Existe una mala alineación entre el punzón y la matriz.
Si la herramienta no está perfectamente centrada o paralela, un lado de la lámina experimentará más fuerza que el otro. Esto provoca una mayor deformación en un lado y una menor en el otro.
Cuando instalo herramientas, siempre verifico:
- Si el punzón y la matriz están correctamente colocados
- Si los sistemas de sujeción mantienen las herramientas firmemente en su lugar
- Si la longitud de la herramienta coincide con el área de doblado
Incluso una pequeña desalineación puede afectar significativamente la precisión del doblado.
Factores de la máquina que afectan la precisión de la profundidad de doblado
En algunos casos, el problema reside en la propia máquina, y no en el material ni en las herramientas.
Inestabilidad de la presión hidráulica

Las prensas plegadoras hidráulicas dependen de una presión estable para controlar el movimiento del pistón. Si el sistema hidráulico fluctúa, es posible que el pistón no alcance la profundidad programada con exactitud.
Los síntomas típicos incluyen:
- Ligeras variaciones en el ángulo de flexión
- Movimiento del ariete lento o irregular
- Lecturas de presión inestables
Al solucionar este problema, suelo inspeccionar el estado del aceite hidráulico, los filtros y las válvulas de presión. El mantenimiento regular evita que estos problemas afecten la precisión del doblado.
Problemas de paralelismo de RAM
Si el pistón no está perfectamente paralelo a la mesa de trabajo, un lado de la máquina descenderá ligeramente más durante el doblado.
Esto puede ocurrir debido a:
- Desgaste mecánico
- Calibración incorrecta
- Deformación del marco a lo largo del tiempo
Para solucionar esto, verifico el paralelismo de la máquina utilizando herramientas de medición de precisión y ajusto el sistema de sincronización en consecuencia.
Problemas de tope trasero y programación
Otro factor importante detrás Profundidad de plegado de la prensa plegadora desigual es el sistema de tope trasero.
Errores de posicionamiento del tope trasero
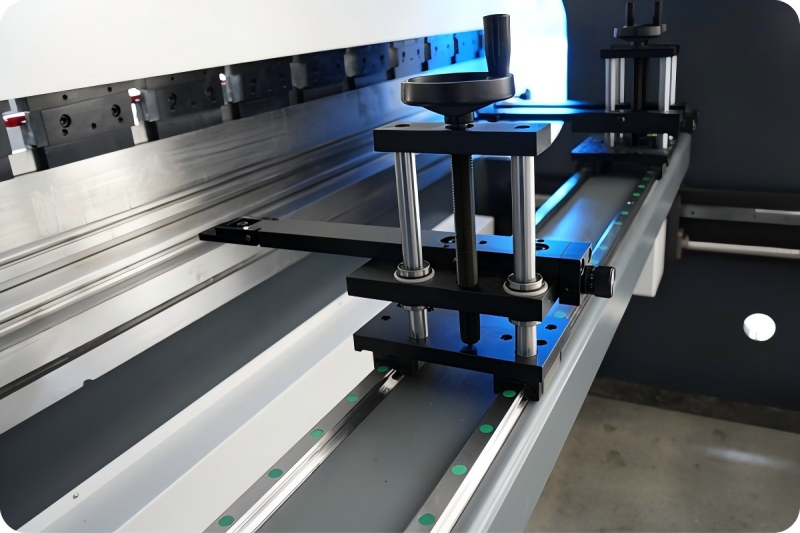
El tope trasero determina la posición exacta de la lámina antes del plegado. Si el posicionamiento es impreciso, la línea de plegado se desplazará ligeramente.
Esto suele conducir a:
- Flexión irregular a lo largo de la pieza de trabajo
- Diferentes profundidades de flexión en piezas repetidas
Para corregir este problema, suelo recalibrar el sistema de tope trasero y verificar la precisión del posicionamiento.
Configuración incorrecta de parámetros CNC

Las modernas prensas plegadoras CNC dependen en gran medida de parámetros de programación como:
- Profundidad de flexión
- Espesor del material
- Dimensiones de las herramientas
Si estos valores son incorrectos, la máquina no podrá compensar adecuadamente durante el doblado.
Siempre que observo una profundidad de doblado desigual, reviso el programa CNC y confirmo que los parámetros coinciden con el material y las herramientas que se están utilizando.
Solución de problemas paso a paso para la profundidad de flexión desigual
Al diagnosticar una profundidad de doblado desigual, suelo seguir un proceso de inspección estructurado.
Paso 1: Inspeccionar la consistencia del material
Primero, mida el grosor de la lámina en varios puntos. El grosor irregular del material suele ser el problema más fácil de identificar.
Paso 2: Comprobar la instalación de las herramientas

A continuación, verifique que el punzón y la matriz estén correctamente alineados y bien sujetos. Una mala alineación suele provocar una profundidad de doblado desigual.
Paso 3: Verificar la precisión del tope trasero
A continuación, pruebo la posición del tope trasero realizando algunas pruebas de doblado y comprobando la repetibilidad.
Paso 4: Inspeccionar los sistemas hidráulicos y mecánicos.
Por último, compruebo la estabilidad de la presión hidráulica, el paralelismo del pistón y las condiciones de lubricación.
Siguiendo este proceso paso a paso, resulta mucho más fácil localizar la verdadera causa del problema.
Preguntas frecuentes
¿Por qué mi plegadora está doblando más profundamente en un lado de la chapa?
Esto suele ocurrir cuando la alineación de las herramientas o el paralelismo del pistón son incorrectos. Revisar y ajustar la configuración de las herramientas suele solucionar el problema.
¿Puede el grosor del material afectar a la profundidad de plegado en la prensa plegadora?
Sí. Las variaciones en el espesor de la chapa metálica influyen directamente en la profundidad de doblado y la consistencia del ángulo.
¿Cómo puedo calibrar una plegadora para corregir la profundidad de plegado desigual?
Comience verificando el paralelismo del pistón y la alineación de las herramientas. Luego, recalibre el tope trasero y confirme los parámetros de plegado CNC.
¿El mantenimiento preventivo ayuda a evitar una profundidad de doblado desigual?
Por supuesto. La lubricación regular, la inspección hidráulica y las comprobaciones de alineación ayudan a mantener un rendimiento de flexión estable.
Conclusión
La profundidad de doblado desigual es un problema común en la fabricación de chapa metálica, pero en la mayoría de los casos se puede solucionar mediante una inspección sistemática y una configuración adecuada de la máquina. Según mi experiencia, Prensa Plegadora Profundidad de flexión desigual Por lo general, esto está relacionado con la inconsistencia del material, la desalineación de las herramientas, la inestabilidad hidráulica o los errores de calibración del tope trasero.
Al revisar estos factores paso a paso y realizar el mantenimiento regular de su plegadora, podrá mejorar significativamente la precisión del plegado y la uniformidad de la producción. Si continúa experimentando resultados de plegado irregulares o necesita asesoramiento profesional sobre la calibración de la máquina, no dude en ponerse en contacto con nuestro equipo técnico para obtener más ayuda o consultar la documentación sobre plegadoras en nuestro sitio web.



