Views: 239 Author: Site Editor Publish Time: 2024-02-27 Origin: Site








The bending capacity of a press brake is not up to its model; rather, it is closely related to the V-grooves and bending tools used. Typically, the width of the V-groove is six times the thickness of the sheet metal. This means that the bending line should extend at least 3 times the material thickness above the top of the sheet. If the V-groove is too narrow, the bending coefficient will change. Additionally, excessive pressure on the V-groove can impact its lifespan.

Whether a sheet metal part can be bent not only depends on whether the bending length is too short, but also requires attention to the following points:
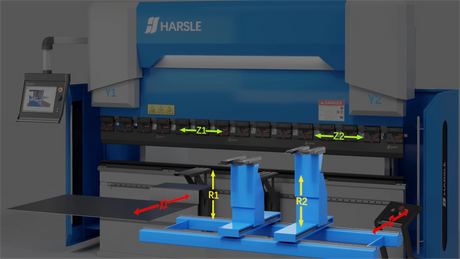
Whether the length in the longitudinal direction exceeds the maximum bending limit of the back gauge.
Whether the length in the transverse direction exceeds the maximum length of the current bending machine.
Whether the second bend of a U-shaped part will collide with the tool or the upper part of the machine.
When folding the sides of a box-like workpiece, whether the product will collide with the upper part when folding the other two sides.
Whether protruding parts near the bending line will be pressed during the bending process.

In addition to relying on experience, another way is to digitize the bending molds and simulate them on a computer. For CNC press brakes, a majority of bending components are at a 90-degree angle. When examining the formed 90-degree component, you can determine the mold's shape. If it's a straight mold, the component will appear at a 45-degree angle, whereas if it's a V-shaped mold, the component will be parallel. This method aids in understanding the mold's configuration during the forming process.

When looking at the drawings, the opening size of the lower mold must be indicated. If special upper and lower molds are used, the code number of the mold must be indicated.

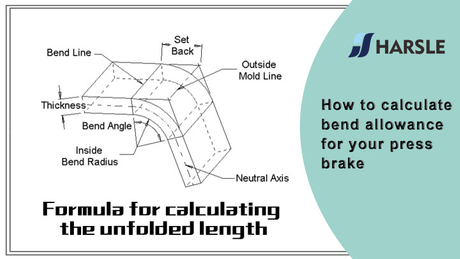
The bending coefficient refers to the extension value of the plate during bending, and its value is mainly determined by the plate thickness, bending angle and the opening size of the lower die.

For cold-rolled steel sheets with a thickness below 4mm, under the condition of selecting the same lower die opening size and bending angle, the bending coefficient can be considered a fixed value. For hot-rolled steel sheets with a thickness of ≥4mm, the bending coefficient should be determined as needed.

Commonly used bending data typically involves a lower die opening size that is six times the material thickness. For the sake of convenience, when bending steel sheets ranging from 1mm to 2.5mm in thickness, a lower die opening size of 12mm is generally used whenever possible.

If it is not feasible to use the lower die opening size specified in the table, the bending coefficient value should be obtained separately. The bending coefficient values for cold-rolled steel sheets and hot-rolled steel sheets of the same thickness may differ by around 0.1 to 0.2; this should be taken into consideration. Once again, it is emphasized that the bending coefficients for 5mm and 6mm steel sheets are empirical values based on frequently purchased sheets and should be verified before use.


 English
English Pусский
Pусский