








При настройке параметров гибки на листогибочном прессе коэффициент заклепки ESA S875 играет решающую роль в достижении точных углов и стабильного поведения материала. Если вы не уверены, как изменить этот коэффициент или как он влияет на операции заклепки и штамповки, это руководство объяснит все подробно. Я расскажу, как правильно настроить коэффициент заклепки ESA S875, какие факторы влияют на его значение и как правильная калибровка может повысить точность гибки и стабильность производства.
Где отрегулировать коэффициент сближения ESA S875?
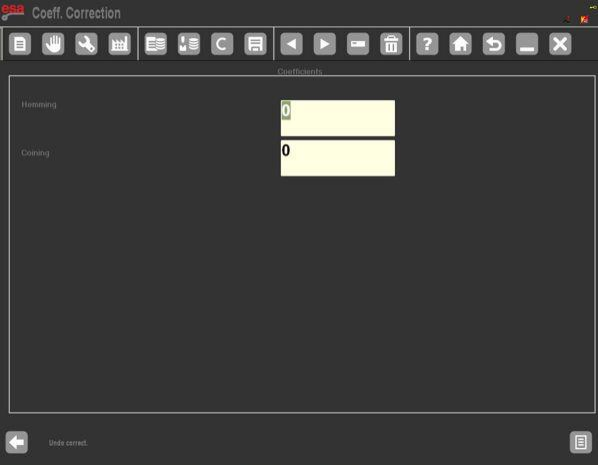
Для регулировки ЕКА S875 Коэффициент смыкания, Для этого необходимо получить доступ к специальной маске коэффициентов коррекции в системе управления. Эта маска содержит два параметра машинного уровня:
- Коэффициент решимости
- Коэффициент чеканки монет
Коэффициент заклинивания специально регулирует, как система компенсирует положение нижней мертвой точки при изгибах заклинивающего типа.
Чтобы войти в настройки:
- Откройте Маска для исправления
- Нажмите функциональную клавишу [Поправочный коэффициент]
- Появится маска «Коэффициенты коррекции».
Это единственное место, где можно изменить коэффициент срабатывания. После корректировки значения... NC необходимо перезагрузить. чтобы новый коэффициент заклинивания был полностью учтен в системных расчетах.
Как коэффициент смыкания влияет на индекс PMI.
Коэффициент срабатывания ESA S875 напрямую влияет на расчет PMI (положение нижней мертвой точки) для изгибов, определяемых как клинкерные или чеканные.
При операциях клепки и чеканки пуансон проникает в материал глубже, чем при гибке на воздухе. Поэтому точное положение нижней части становится критически важным. При регулировке коэффициента клепки:
- Введенное значение алгебраически прибавляется к рассчитанному индексу PMI.
- Компенсация распространяется на все виды загибов при клинчевании/монетной обработке.
- Данная модификация влияет на поведение машины в глобальном масштабе.
При увеличении коэффициента заклинивания система соответствующим образом изменяет логику расчета глубины проникновения. При его уменьшении расчет нижней мертвой точки смещается в противоположном направлении. Эта алгебраическая коррекция гарантирует, что глубина механического проникновения отражает реальные условия добычи.
Поскольку при заклинивании материал прижимается к полости матрицы, даже небольшие изменения коэффициента заклинивания могут повлиять на следующее:
- Окончательный угол изгиба
- консистенция при сжатии материала
- Маркировка поверхности
- Повторяемость результатов в разных партиях
Правильная регулировка коэффициента заклепки гарантирует, что листогибочный пресс достигнет необходимой глубины формовки без чрезмерного проплавления.
Когда следует корректировать коэффициент схватки?
Корректировка коэффициента срабатывания ESA S875 обычно требуется в следующих ситуациях:
- Систематическое чрезмерное давление во время клинча
- Недостаточное сжатие материала
- Отклонение угла, характерное для режима клинча.
- Повторная калибровка станка после технического обслуживания.
- Изменения в инструменте, влияющие на глубину проникновения.
Если изгибы с фиксацией постоянно получаются слишком крутыми или слишком открытыми, несмотря на корректные программные данные, рекомендуется проверить коэффициент фиксации перед изменением параметров отдельных изгибов.
Важно понимать, что коэффициент точности ESA S875 не является специфическим для конкретной программы. Это параметр машинного уровня, Это означает, что после регулировки она влияет на каждый изгиб/чеканку монет, выполняемый на этом станке.
Сохранение и управление коэффициентом целевого удара
Коэффициент коррекции ESA S875 автоматически сохраняется при выходе из маски коэффициентов коррекции. Однако:
- Она не хранится в отдельных рабочих программах.
- Оно постоянно подключено к системе управления.
- Это повлияет на все будущие решающие операции.
После корректировки коэффициента удара для вступления новых значений в силу требуется перезагрузка устройства NC.
Если внесенные изменения не дают ожидаемых результатов, нажмите [Игнорировать вариант «Правильно».] внутри маски. Это восстанавливает коэффициент смыкания до ранее активного значения.
Поскольку коэффициент прижима влияет на расчет точки ближнего прибоя в целом, корректировки следует вносить осторожно и постепенно.
Рекомендации по корректировке коэффициента прижимания
Для обеспечения стабильной работы при настройке коэффициента сжатия ESA S875:
- Вносите небольшие, постепенные изменения.
- Перед началом серийного производства проведите тестирование образца материала.
- Проверьте фактические результаты угла и сжатия.
- После каждого изменения подтверждайте перезагрузку NC.
- Избегайте частых крупных корректировок.
Коэффициент заклинивания ESA S875 следует использовать в качестве параметра точной калибровки, а не в качестве основного инструмента коррекции угла. Корректировки на уровне программы всегда следует проверять перед изменением коэффициента на уровне станка.
При правильной настройке коэффициент срабатывания ESA S875 улучшается:
- Точность проникновения
- Последовательность углов
- Стабильность производства
- Долгосрочная надежность оборудования
Тщательно изучив и скорректировав ЕКА S875 Благодаря коэффициенту клепки операторы могут точно контролировать положение нижней мертвой точки во время операций клепки и чеканки. Правильная калибровка обеспечивает стабильность давления формования, сжатия материала и точности угла для различных материалов и производственных партий, что приводит к улучшению характеристик гибки и сокращению циклов коррекции.
Часто задаваемые вопросы (FAQ)
Для чего используется коэффициент срабатывания ESA S875?
Коэффициент заклепки ESA S875 — это параметр коррекции на уровне станка, используемый для изменения расчета положения нижней мертвой точки (PMI) во время операций заклепки и чеканки.
Он алгебраически регулирует глубину проникновения пуансона для обеспечения надлежащего сжатия материала и точности формования.
Сохраняется ли коэффициент срабатывания ESA S875 в каждой программе?
Нет. Коэффициент точности ESA S875 не зависит от конкретной программы.
Это параметр уровня станка, хранящийся в системе управления. После изменения он влияет на все операции гибки при клепке и чеканке, выполняемые на данном станке.
Требуется ли перезагрузка после внесения изменений в механизм фиксации сигнала ESA S875?
Да. После изменения коэффициента срабатывания ESA S875 необходимо перезагрузить NC, чтобы убедиться, что новое значение полностью учтено в системных расчетах.
Заключение
Коэффициент закалки ESA S875 играет решающую роль в контроле положения нижней мертвой точки во время операций закалки и чеканки. Путем алгебраической корректировки рассчитанного PMI коэффициент закалки обеспечивает точное проникновение пуансона, стабильное сжатие материала и стабильные результаты по углу.
Поскольку коэффициент заклепки является параметром на уровне станка, любое его изменение влияет на все процессы заклепки и чеканки. Поэтому регулировки следует проводить осторожно, постепенно, после чего необходимо перезагрузить систему.
При правильной настройке коэффициент заклепки ESA S875 повышает точность гибки, улучшает повторяемость и обеспечивает долговременную стабильность производства при работе с различными материалами и инструментами.



