Views: 29 Author: Site Editor Publish Time: 2018-12-18 Origin: Site








The evolution of precision bending

Over the past three decades, as press brake technology evolved, precision bending evolved with it. In the early 1970s, bottoming with penetration with a mechanical press brake was the only way to attain a bend ±1 degree. These brakes were the simplest, most bulletproof machines on the market. True, hydraulic presses had emerged, but their rams could repeat to only ±0.004 in. or more, too inaccurate for precision bending.
Think of the mechanical press brake's motion as it relates to a boxer's arm throwing a punch. If the arm extends only partway, bent at the elbow, someone can easily move it. But if the arm stretches all the way out, with the elbow locked, it's incredibly hard for someone to push that fist back and unlock that elbow--that's the leverage effect. When fully extended, that fist can plow forward with tremendous force.
The same goes for a mechanical press brake. Consider a 90-ton machine bottoming with penetration. It produces 90 tons near the bottom of the stroke, and as it fully extends, the punch penetrates the metal a few thousandths of an inch, building the tonnage and often producing 50 percent more power; so, a 90-ton press brake is able to exert 135 tons.
For this reason, designers built the frames and bearings of these machines to withstand that extra tonnage. The accuracy came with the ram fully extended, producing a "rigid stack" of elements, from the crankshaft to the eccentric, to the screw, to the ram, to the punch, to the material, to the die--as rigid as a boxer's arm extended.
Mechanical presses required tremendous skill. With no hydraulics or CNC to assist, an operator learned to slip the machine's clutch with precision. It was almost an art. If he improperly slipped the clutch, he could lower the ram too fast, which would create a hazardous condition for him, as well as a bad part. If he allowed that ram to descend too far, he could inflict major machine damage, ruining the bearings and screws, and perhaps even cracking a side plate. At the same time, these brakes had planed tooling, which meant the tip-to-shoulder height on one end of the tool may have been a few thousandths inch longer than the other end. Operators had to adjust the ram level just right to attain a precise bend and often had to shim sections of the die.
Hydromechanical presses were the next step up in accuracy. Introduced during the late 1970s and early 1980s, these represented the first systems using hydraulics that could attain ram repeatability of ±0.001 in. One design introduced in the 1970s replaced the clutch and brake with hydraulic cylinders. This design eliminated the need to have an experienced operator because there was no need to slip a clutch. It had the excellent coining capability, with the leverage effect generating up to 50 percent more tonnage at the bottom. But it still did not improve the ram repeatability.
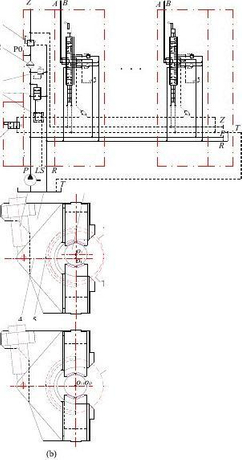
Another design employed a rocker arm, much like a seesaw, with the hydraulic cylinder on one end and the ram on the other. Placing the cylinder three times farther from the pivot point as the ram produced a multiplier effect. To produce 90 tons of bending force, the cylinder had to produce only 30 tons of force. More important, if the cylinder could stop within 0.003 in., then the ram could stop within 0.001 in. This design was the first real breakthrough in increasing the accuracy of a hydraulic press brake. The hydraulic motors gave greater control over the ram, while the mechanical linkages provided the accuracy. Other hydromechanical designs followed, and the design is still very popular today due to its simplicity and price.
By the early 1980s, a mechanical brake bottoming with penetration and air bending with a hydromechanical machine, while producing accurate bends for the time, still could achieve only ±0.001-in. ram repeatability. Servo valves broke that repeatability barrier. On a hydraulic machine, these valves could accurately meter the flow of the oil to the hydraulic cylinder and self-adjust. It was as if machine-makers gave these hydraulic valves a brain. At first, these valves were very expensive and sensitive to dirt and oil. Nevertheless, finally, a hydraulic system--a more controllable, safer machine--could perform what is considered today precision air bending, with ±0.0004-in. or better ram repeatability.
What came next--and what ultimately pushed precision bending to where it stands today--is the advanced computer numerical control. With better controls, manufacturers transferred the brain from the valves on the cylinder to the control. Proportional valves replaced servo valves. With their continual rise in sophistication and processing power, high-end CNCs can monitor to minutia, measuring down to microns.
Today's precision brakes offer intelligent monitoring to account for spring back, deflection, and material variances. Some techniques rely on bending databases that theoretically predict what is going to happen and adjust before the bending takes place. Most offer devices that allow fabricators to form, measure, and then adjust during the bending process, internal to the press brake (using pressure sensors) or external (with laser tracking devices).
Servo- or electrohydraulic systems and other hybrids have emerged for precision work. Some manufacturers offer all-electric servo brakes that do away with expensive-to-maintain and complex hydraulics and, at the same time, keep their control and accuracy.
But no matter how accurate the machine, it would do nothing to improve accuracy without accurate tooling. Ground tooling, with tolerances held to ±0.0008 in., remains a requirement for precision air bending on a press brake. Not only does the tooling produce high accuracy, but technologies such as hydraulic clamping with push-button location ease setup, which is particularly valuable for a low-skilled workforce.
Historically, precision bending has required three principal elements: operator skill, ram repeatability, and a control that can measure that repeatability. Today the last two have made it possible to bring a relatively low-skilled operator up to speed in precision bending very quickly.
But no matter the technology, metal fabricators must as always, fit the technology with their business needs. For example, if a shop places an angle-measuring device on a press brake, it may enhance predictable quality, but at what cost? Depending on the technology, such measuring devices may increase ram dwell times; the operation takes longer and, hence, costs more.
Consider a lighting-fixture application using a high-end press brake with real-time measuring and a lower-end brake, both of which can produce the bend within tolerances. A test may reveal that a part can be produced on the lower-end brake in 45 seconds. Because of its dwelling ram, the higher-end brake takes 60 seconds. That's significantly slower. True, the lower-end brake may require more skill for setup and operation--which may be a real hindrance, especially if a shop has a hard time finding skilled people--but if shop floor employees have basic skills, the lower-end technology may be a good fit.
Ultimately, it's about attaining a predictable quality at a predictable cost that fits the needs of the markets a shop serves. Throughout the decades, that fact has never changed.
Variables Affecting Precision Air Bending
The accuracy of the final precision air bend on a hydraulic press brake is a function of the following variables:
Machine Variables:
●Ram repeatability of the press brake
●Deflection of the bed and ram
●Deflection of the side housings
●The response time of the filling system and valves
●Ambient and oil temperatures
●Time the material is held under load
Tooling Variables:
●Dimensional tolerance of the punch, die, and die holder
●Proper seating and alignment of the tooling
●Wear of the punch and die
Material Variables:
●Homogeneity of the material, particularly the yield strength
●Thickness of the material
●Grain direction of the material during forming
●Material protective coatings
●Surface hardness
●Springback

 English
English Pусский
Pусский