








-12%
")
")
")




Closed CNC Fiber Laser Cutting Machine with Table
Original price was: $28,600.$26,000Current price is: $26,000. Set

Y32 Four-Column Hydraulic Press Machine
Original price was: $23,000.$21,000Current price is: $21,000. Set

Hydraulic Sheet W12 Four-Roller Rolling Machine
Original price was: $21,000.$18,500Current price is: $18,500. Set
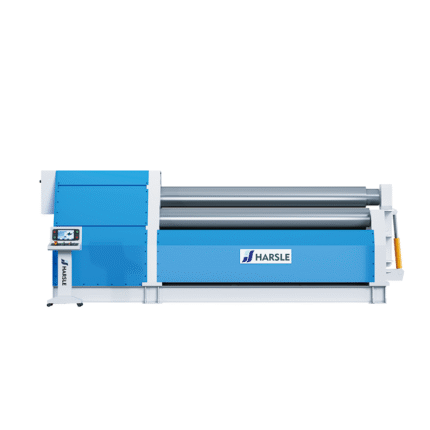
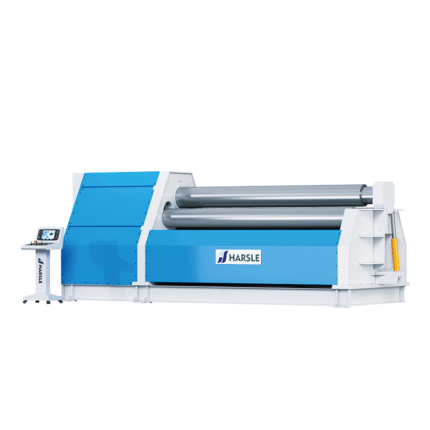
The Hydraulic Sheet W12 Four-Roller Rolling Machine is designed for efficient and precise rolling of metal sheets. Featuring a robust four-roller configuration, it ensures smooth and accurate curvature for various thicknesses of materials. This machine is ideal for creating cylindrical shapes and is suitable for a wide range of applications in metal fabrication. Built for durability and ease of use, the W12 enhances productivity and provides consistent results, making it a valuable addition to any workshop or manufacturing facility.
100 in stock
Note: Prices vary by model and configuration. Click "Send Inquiry" for a customized quote.
W12 Four-Roller Hydraulic Metal Sheet Rolling Machine
| Item | Unit | W12-4X2000 | W12-4X2500 | W12-4X3000 | W12-6X2000 | W12-6X2500 | W12-6X3000 | W12-8X2000 | W12-8X2500 | W12-8X3000 | W12-10X2000 | W12-10X2500 | W12-10X3000 | W12-12X2000 | W12-12X2500 | W12-12X3000 | W12-16X2000 | W12-16X2500 | W12-16X3000 | W12-20X2000 | W12-20X2500 | W12-20X3000 | W12-25X2000 | W12-25X2500 | W12-25X3000 | W12-30X2000 | W12-30X2500 | W12-30X3000 | W12-35X2000 | W12-35X2500 | W12-35X3000 | W12-40X2000 | W12-40X2500 | W12-40X3000 | W12-45X2000 | W12-45X2500 | W12-50X2000 | W12-50X3000 | W12-60X3000 |
| Max Bending Thickness | mm | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | 10 | 12 | 12 | 12 | 16 | 16 | 16 | 20 | 20 | 20 | 25 | 25 | 25 | 30 | 30 | 30 | 35 | 35 | 35 | 40 | 40 | 40 | 45 | 45 | 50 | 50 | 60 |
| Pre-bending Thickness | mm | 3.5 | 3.5 | 3.5 | 5 | 5 | 5 | 6.5 | 6.5 | 6.5 | 8 | 8 | 8 | 10 | 10 | 10 | 13 | 13 | 13 | 16 | 16 | 16 | 20 | 20 | 20 | 25 | 25 | 25 | 28 | 28 | 28 | 32 | 32 | 32 | 36 | 36 | 40 | 40 | 48 |
| Roller Working Length | mm | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 3100 | 2050 | 2550 | 2050 | 3100 | 3100 |
| Plate Yeild Limit | Mpa | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 | 245 |
| Top Roller Diameter | mm | 160 | 190 | 210 | 190 | 210 | 230 | 210 | 230 | 270 | 230 | 270 | 300 | 270 | 300 | 330 | 300 | 330 | 360 | 330 | 360 | 390 | 360 | 390 | 430 | 390 | 430 | 460 | 430 | 460 | 510 | 460 | 510 | 550 | 510 | 550 | 550 | 610 | 670 |
| Bottom Roller Diameter | mm | 140 | 170 | 190 | 170 | 190 | 210 | 190 | 210 | 250 | 210 | 250 | 270 | 250 | 270 | 300 | 270 | 300 | 330 | 300 | 330 | 360 | 330 | 360 | 390 | 360 | 390 | 420 | 390 | 420 | 460 | 420 | 460 | 510 | 1460 | 510 | 510 | 560 | 620 |
| Side Roller Diameter | mm | 120 | 150 | 170 | 150 | 170 | 190 | 170 | 190 | 210 | 190 | 210 | 220 | 210 | 220 | 240 | 220 | 240 | 250 | 240 | 250 | 300 | 250 | 300 | 330 | 300 | 330 | 360 | 330 | 360 | 390 | 360 | 390 | 420 | 390 | 420 | 420 | 480 | 520 |
| Main Power | KW | 3 | 4 | 5.5 | 4 | 5.5 | 7.5 | 5.5 | 7.5 | 11 | 7.5 | 11 | 11 | 11 | 11 | 11 | 11 | 11 | 15 | 11 | 15 | 18.5 | 15 | 18.5 | 22 | 18.5 | 22 | 30 | 22 | 30 | 37 | 30 | 37 | 45 | 37 | 45 | 45 | 55 | 75 |
| Length | mm | 4600 | 5150 | 5650 | 4650 | 5150 | 5860 | 4650 | 5250 | 5750 | 4700 | 5270 | 5700 | 4770 | 5200 | 5770 | 4700 | 5550 | 6300 | 4700 | 5800 | 6500 | 5300 | 6250 | 7000 | 5000 | 6500 | 7300 | 6000 | 6800 | 7600 | 6300 | 7100 | 8000 | 6600 | 7500 | 7000 | 8800 | 10000 |
| Width | mm | 1100 | 1300 | 1420 | 1300 | 1420 | 1430 | 1420 | 1500 | 2130 | 1420 | 1420 | 1500 | 1520 | 1500 | 1900 | 1500 | 1840 | 2000 | 1900 | 2000 | 2250 | 2000 | 2160 | 2300 | 2160 | 2300 | 2600 | 2300 | 2600 | 2800 | 2600 | 2800 | 3100 | 2800 | 3100 | 3100 | 3600 | 4300 |
| Height | mm | 1100 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 2000 | 1400 | 1400 | 1500 | 2130 | 1500 | 1880 | 1500 | 1820 | 2050 | 2000 | 2050 | 2550 | 2050 | 2350 | 2500 | 2350 | 2500 | 2700 | 2500 | 2700 | 2900 | 2700 | 2900 | 3200 | 2900 | 3200 | 3200 | 3800 | 4600 |
| Weight | kg | 4300 | 5000 | 6300 | 4800 | 5800 | 7000 | 5600 | 6300 | 9500 | 5800 | 6500 | 8800 | 6500 | 8200 | 13500 | 7500 | 12000 | 17000 | 12000 | 15000 | 23000 | 14000 | 22500 | 30000 | 21000 | 27000 | 33000 | 25000 | 31000 | 38500 | 29000 | 35000 | 45000 | 33500 | 42000 | 38000 | 65000 | 90000 |
8
People watching this product now!
Description
The W12 Four-Roller Hydraulic Rolling Machine is designed for high-efficiency sheet metal rolling. It provides precise control for various sheet bending applications, ensuring superior quality results. With its robust hydraulic system, this machine delivers consistent performance, ideal for manufacturers seeking both reliability and versatility in their production processes.
Key Features:
- Durable Construction: Built for heavy-duty usage with a strong hydraulic system.
- Versatility: Suitable for a wide range of materials and thicknesses.
- Precision Control: Ensures accurate bending and rolling results.
- User-Friendly Interface: Easy to operate for quick setup and efficiency.
This machine is ideal for industries such as metal fabrication, construction, and automotive manufacturing, enhancing productivity while reducing downtime.











Most Popular Questions
What is a plate rolling machine and how does it work?
A plate rolling machine (also called a plate bending machine or plate roll) uses a set of rollers to bend flat metal sheets and plates into curved shapes such as cylinders, cones, and arcs. The workpiece is fed between the rollers, and by adjusting the position and pressure of the rollers, the metal is progressively formed to the desired curvature. CNC-controlled models allow precise diameter and shape programming for consistent, repeatable results.
What types of rolling machines do you offer?
We offer a comprehensive range of plate rolling machines including 2-roll initial pinch rolling machines, 3-roll symmetrical and asymmetrical rolling machines, and 4-roll CNC plate rolling machines. Our lineup covers light-duty models for thin sheet work as well as heavy-duty machines for thick plate bending, with rolling widths from 1,000 mm to over 12,000 mm and capacities for plates up to 200 mm thick.
What materials and thicknesses can your rolling machines process?
Our plate rolling machines can process a wide variety of metals including carbon steel, stainless steel, aluminum, copper, titanium, and alloy steel. Depending on the model, they handle plate thicknesses from 2 mm up to 200 mm and rolling widths up to 12,000 mm or more. The specific capacity depends on the material's yield strength and the machine's roller diameter and driving power.
What is the difference between 3-roll and 4-roll plate rolling machines?
A 3-roll plate rolling machine uses one top roll and two bottom rolls, requiring the plate to be pre-bent or repositioned for the leading edge. A 4-roll machine adds an additional side roll that grips and pre-bends the plate edge without removal, enabling faster setup, easier operation, and higher precision. 4-roll machines are ideal for high-volume production and tight-tolerance cylindrical work, while 3-roll machines are more cost-effective for general rolling tasks.
What minimum and maximum diameters can your rolling machines achieve?
The minimum rolling diameter is typically 1.2 to 1.5 times the top roller diameter, depending on plate thickness and material. Our machines can produce cylinders with diameters ranging from as small as 200 mm to virtually unlimited large diameters for gentle curves. We can recommend the optimal machine model and roller configuration to meet your specific diameter and curvature requirements.
Can your rolling machines produce cones and other non-cylindrical shapes?
Yes, our plate rolling machines are capable of producing cones, elliptical shapes, multi-radius curves, and other non-cylindrical profiles. Cone rolling is achieved by tilting or independently adjusting the side rolls to create a differential curvature across the plate width. CNC-controlled models offer programmable cone rolling with automatic compensation for precise taper angles and consistent results.
What CNC control features are available on your rolling machines?
Our CNC plate rolling machines feature advanced control systems with touchscreen HMI, automatic roller positioning, real-time curvature monitoring, and programmable rolling sequences. The CNC system stores multiple part programs, supports diameter and radius input, and provides automatic spring-back compensation. This ensures high repeatability, minimal operator intervention, and consistent quality across production batches.
What safety features do your plate rolling machines include?
All our rolling machines are equipped with comprehensive safety features including emergency stop buttons on both sides of the machine, foot pedal controls for hands-free operation, safety interlocks, overload protection, and CE-compliant safety guards. Larger models include light curtain barriers, anti-drop roller locks, and wired/wireless remote pendants to allow the operator to maintain a safe distance during rolling operations.
What is the typical lead time and warranty period?
Standard production lead time for our plate rolling machines is 30 to 75 days depending on the model, size, and configuration. We offer a 12-month warranty covering manufacturing defects on the entire machine, with extended warranty options available. Spare parts supply, technical documentation, and lifetime technical support are included as part of our comprehensive after-sales service commitment.
Do you provide installation, training, and after-sales service?
Yes, we provide full installation and commissioning services, hands-on operator training, and comprehensive after-sales support. Our engineers can travel to your facility for machine setup, alignment, calibration, and training. We also offer remote technical assistance via video call, preventive maintenance guidance, and fast spare parts delivery worldwide to keep your rolling machine running at peak performance.
Additional information
| Weight | 999 kg |
|---|---|
| Dimensions | 3900 × 2000 × 2050 mm |
| Function | Rolling |
| Lead Time | 45 Days |
| Brand | HARSLE |
| Payment Term | LC, TT |
| Price Term | EXW |
| Warranty | 3 Years |
Reviews (79)












Freedom –
I am in the metal forming industry and I recently purchased the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine from this company. I must say that it has exceeded my expectations.
Germain –
The machine is easy to use, has a fast setup time, and most importantly, it produces high-quality curves and cylindrical shapes effortlessly.
Galen –
I appreciate the level of precision this machine has, which is essential for my business. The customer service from this company has also been exceptional, which has made my experience more enjoyable.
Devon –
If you are looking for a reliable and efficient metal sheet rolling machine, I highly recommend the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine.
Faren –
This machine is incredibly sturdy and durable, making it a perfect fit for industrial use. I was impressed with how easy it was to use and how quickly it was able to shape metal plates into curves and cylindrical shapes. The rollers are made of high-quality materials which ensures that the machine lasts for a long time. If you are in the market for a metal sheet rolling machine, I would highly recommend the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine.
Jo Beth –
This machine is capable of forming and shaping metal plates into curves and cylindrical shapes with ease. I love the hydraulic feature that saves me time and effort and the four rollers ensure that the metal plates are perfectly shaped.
Gig –
The machine is built for heavy-duty use and is made from high-quality materials that will last for years to come. I am extremely satisfied with my purchase of the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine and would highly recommend it to anyone in the manufacturing industry.
Dawn –
This machine is incredibly powerful and can handle even the toughest jobs with ease. The four-roller design ensures precise and consistent rolling, creating perfect curves and cylindrical shapes every time.
Gardenia –
I was impressed with how easy this machine was to use, even for someone who is new to metalworking. The hydraulic system provides smooth and accurate pressure, and the controls are intuitive and easy to operate. I would highly recommend this machine to anyone who needs to shape metal plates. It is a game-changer in terms of efficiency and quality.
Kachelle –
This machine is very powerful, and I am very satisfied with the machine after using it for a period of time. It easily completes my work and greatly improves my efficiency and productivity.
Talon –
I recently had the opportunity to use the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine and I must say, it exceeded my expectations. This machine is incredibly versatile and efficient, allowing me to quickly and accurately shape metal sheets into various forms.
Westyn –
One of the standout features of this machine is its ability to pre-bend the end of the plate, ensuring precise and clean results. The four-roller design makes it the ideal choice for professionals who require speed and accuracy in their work.
Cassian –
I was impressed with how smoothly the machine operated, and it consistently delivered high-quality results.
Eugene –
The hydraulic system in this machine is robust and reliable, providing consistent pressure for seamless bending. The controls are user-friendly, allowing for easy adjustments to match the specific requirements of each project.
Ryatt –
The machine is also built to last, with a sturdy construction that ensures durability and longevity.
Shmuel –
The W12 Four-Roller Hydraulic Metal Sheet Rolling Machine is a top-notch tool for any professional involved in metal shaping. It offers speed, accuracy, and versatility, making it the go-to choice for those who require precise and efficient results. I highly recommend this machine for anyone in need of a reliable and high-performing metal rolling solution.
Braden –
This machine has greatly enhanced our productivity and efficiency. It is incredibly versatile and can be used for various tasks such as pre-bending the end of the plate and rolling it into round or cone shapes.
Yahya –
The four-roller design of this machine is a game-changer. It allows for faster and more accurate bending and rolling processes compared to other machines I have used in the past. The hydraulic system ensures smooth and precise operation, resulting in high-quality finished products.
Aldo –
I appreciate the user-friendly interface and controls of the machine. It is intuitive to use, even for operators who are not experienced with this type of equipment. The durability and reliability of the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine are exceptional, making it a long-lasting investment for any metalworking business.
Dangelo –
If you are looking for a fast, accurate, and user-friendly metal sheet rolling machine, I highly recommend the W12 Four-Roller Hydraulic Metal Sheet Rolling Machine. It has exceeded my expectations and has become an indispensable tool in my workshop.
Raven –
HARSLE rolling machine is an absolute game-changer for industrial metalworking. The large rollers effortlessly bend and shape metal plates into curves and cylindrical shapes, providing remarkable precision and accuracy.
Daquon –
One of the standout features of HARSLE rolling machine is its durability. The steel construction ensures that it can withstand heavy-duty usage without compromising its performance. The rollers are robust and work smoothly, offering consistent results every time.
Navon –
I found HARSLE rolling machine to be user-friendly, with intuitive controls that allowed me to adjust the bending pressure and speed to achieve the desired outcome. The process was efficient, saving both time and effort compared to manual bending methods.
Zyen –
The quality of the curved and cylindrical shapes produced by HARSLE rolling machine is outstanding. The finished products had clean lines, smooth curves, and precise dimensions. This has significantly improved the overall quality of our metalworking projects.
Virgle –
The safety features incorporated into the design of HARSLE rolling machine are commendable. There are protective guards and emergency stop buttons, ensuring the well-being of the operators.
Maleck –
HARSLE steel plate rolling machine is an invaluable asset for any industrial metalworking operation. Its durability, user-friendly interface, and high-quality output make it a top-notch choice. I highly recommend this machine to all professionals in need of precise and efficient metal plate forming.
Kameel –
I recently had the opportunity to work with HARSLE steel plate rolling machine, and I must say, it exceeded my expectations. This machine is a game-changer when it comes to forming and shaping metal plates. The large rollers are incredibly powerful and efficient, delivering consistent and precise results every time.
Hayze –
The ease of use and versatility of HARSLE rolling machine make it a valuable asset in any industrial setting. Whether you need to form curves or create cylindrical shapes, this rolling machine gets the job done effortlessly. Its durability and reliability ensure that it will withstand heavy-duty usage for years to come. If you are in the market for a top-notch steel plate rolling machine, I highly recommend considering this one for your business.
Tanek –
I recently had the opportunity to work with HARSLE steel plate rolling machine, and I must say, it exceeded my expectations. This machine is a game-changer for industrial manufacturing. Its ability to effortlessly shape and form metal plates into curves and cylindrical shapes is truly impressive. The large rollers ensure precise and consistent results, making it an invaluable tool for any metalworking project.
Ravin –
HARSLE rolling machine sturdy construction and durability guarantee its long-term performance. Whether you’re working with large-scale industrial projects or smaller custom designs, this rolling machine is a must-have for any metal fabrication business.
Yker –
I recently purchased HARSLE steel plate rolling machine for my workshop, and I must say it has exceeded my expectations. This machine is a powerhouse when it comes to forming and shaping metal plates into curves and cylindrical shapes. The construction is sturdy and durable, ensuring that it will withstand heavy usage and last for years.
Darden –
What I appreciate most about this rolling machine is its versatility. It can handle a wide range of plate thicknesses and widths, allowing me to work on various projects with ease. The controls are intuitive and straightforward, making it simple to operate even for someone with limited experience.
Savian –
The precision and accuracy of HARSLE rolling machine are impressive. It consistently delivers smooth and flawless results, ensuring that my finished products meet the highest standards.
Kamen –
HARSLE rolling machine operates quietly and smoothly, reducing any potential disruptions in the workshop. The customer service provided by the manufacturer has also been exemplary. They were responsive to my inquiries and provided me with thorough guidance during the setup process. This level of support has given me confidence in the product and the brand.
Viron –
I am extremely satisfied with my purchase of HARSLE steel plate rolling machine. It has become an invaluable asset in my workshop, allowing me to efficiently and effectively shape metal plates for my projects. I highly recommend this machine to anyone in need of a reliable and versatile rolling machine.
Tarek –
I recently had the opportunity to use HARSLE steel plate rolling machine for a project, and I must say, it completely exceeded my expectations. The machine’s ability to effectively form and shape metal plates into curves and cylindrical shapes is truly impressive.
Manaure –
The sturdy construction and reliable performance of HARSLE rolling machine have made my work so much easier and more efficient. I appreciate the precision and accuracy it offers, allowing me to consistently achieve the desired results. This rolling machine is definitely a valuable addition to any industrial setting that requires metal fabrication.
Tareek –
I recently had the opportunity to use HARSLE steel plate rolling machine, and I must say it exceeded my expectations. This industrial machine is a true workhorse when it comes to forming and shaping metal plates into curves and cylindrical shapes. The build quality of the machine is impeccable, and it is clear that it is built to withstand heavy-duty use.
Jadiel –
One of the standout features of HARSLE rolling machine is its versatility. It can handle a wide range of plate thicknesses and sizes, allowing for a variety of projects to be completed with ease. The precision of the machine is also impressive, ensuring accurate and consistent results every time. In terms of performance, the machine operates smoothly and efficiently. The controls are user-friendly, making it easy to adjust and set the desired parameters. The rolling process is relatively quick, saving valuable time and increasing productivity. Safety is also a top priority with this rolling machine. It is equipped with all the necessary safety features, including emergency stop buttons and safety guards, to ensure a secure working environment for operators.
Zymiere –
I highly recommend the steel plate rolling machine for anyone in need of precise and efficient metal plate forming. Its robust construction, versatility, and user-friendly controls make it a valuable asset in any industrial setting.
Freedman –
This plate rolling machine is easy to operate, has good quality, and uses solid materials. Overall, it is very good and well worth buying.
Ihor –
The overall quality of the machine is very good, the operation is very stable, and the rolling effect is very satisfactory.
Tarren –
This plate rolling machine is really worth buying. It saves labor and improves efficiency. It is really worth recommending. A conscientious businessman with good service!
Naylan –
The plate rolling machine is easy to operate and easy to use. The iron plate bending effect is very good. I am very satisfied and have good reviews.
Voltaire –
The plate rolling machine has good performance, is easy and fast to use, and is exactly as described by the merchant. It is worth recommending to buy.
Carleon –
The plate rolling machine is shipped quickly, the quality is good, the model is suitable, and it is easy to operate.
Yoann –
I received the plate rolling machine. The quality is good, the functions are complete, and the operation is simple. I like it.
Phelps –
I received the HARSLE plate rolling machine. The quality is very good, it is very convenient to use, and the workmanship is fine. It is a very satisfying purchase.
Ihsan –
The quality is very good, the operation is simple, the performance is stable, the quality is guaranteed, and it is worth buying.
Freed –
The rolling effect of the plate rolling machine is good, the operation is stable, and the efficiency is greatly improved.