








Learn how to perform ESA S875 press brake programming efficiently with this practical step-by-step guide. Discover the programming workflow, key parameters, trial verification process, and best practices for improving CNC press brake productivity and bending accuracy.
مقدمة
Efficient ESA S875 press brake programming is the key to achieving accurate, repeatable, and productive CNC bending. Whether producing simple sheet metal parts or complex multi-bend components, a well-designed bending program helps reduce setup time, improve production consistency, and minimize operator errors.
Unlike manual operation, the ESA S875 controller allows operators to create complete bending programs in advance and execute every bending step automatically. Once a program has been verified and saved, it can be recalled for future production, significantly improving efficiency while maintaining consistent product quality.
This guide explains the basic workflow of ESA S875 press brake programming, introduces the key programming parameters, and shares several practical recommendations that can help operators improve programming efficiency. Although the controller interface shown in the accompanying video is based on a typical ESA S875 system, different machine manufacturers or software versions may provide different functions or menu layouts.
What Is ESA S875 Press Brake Programming?
ESA S875 press brake programming is the process of creating, editing, and storing bending programs on the controller before production begins. Instead of manually adjusting the machine for every bend, operators define all required bending information in advance, allowing the controller to automatically execute each bending step.
A complete program usually contains much more than the bending angle. It also includes material thickness, tooling selection, backgauge positions, bending sequence, and other production parameters required to manufacture the workpiece accurately.
Proper ESA S875 press brake programming improves production efficiency while reducing setup errors and ensuring that identical parts can be reproduced consistently across different production batches.
Before You Start
Before creating a new program, several preparation steps should be completed to ensure accurate programming results.
First, verify that the correct punch and die have been installed and that the tooling matches the workpiece requirements. Material thickness, bending length, and product drawings should also be confirmed before entering programming data.
Next, make sure the machine has completed its initialization procedure and that all machine axes are operating normally. Existing alarms or abnormal machine conditions should be resolved before programming begins.
Although programming is completed on the controller, its accuracy depends on the entire machine setup. Proper preparation reduces unnecessary corrections later and allows the programming process to proceed much more efficiently.
ESA S875 Press Brake Programming Workflow
The ESA S875 controller provides a clear programming workflow that enables operators to create bending programs quickly and efficiently.
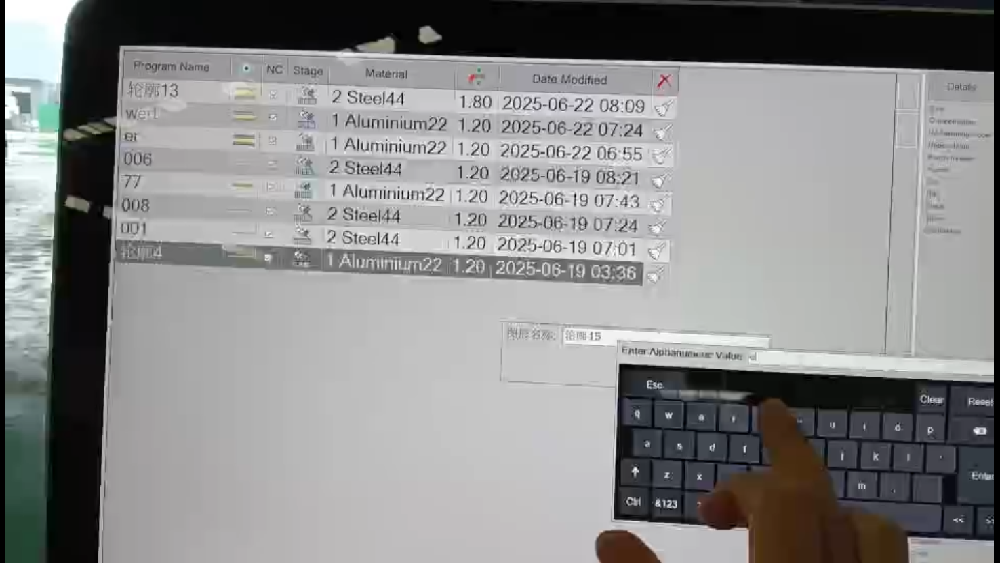
Step 1: Create a New Program
Begin by creating a new program and assigning an appropriate program name or part number. Using a clear naming convention makes future program management easier, especially when a large number of products are stored in the controller.
Step 2: Enter Workpiece Information
Input the basic information required for the workpiece according to the production drawing. Accurate product information provides the foundation for subsequent bending calculations.
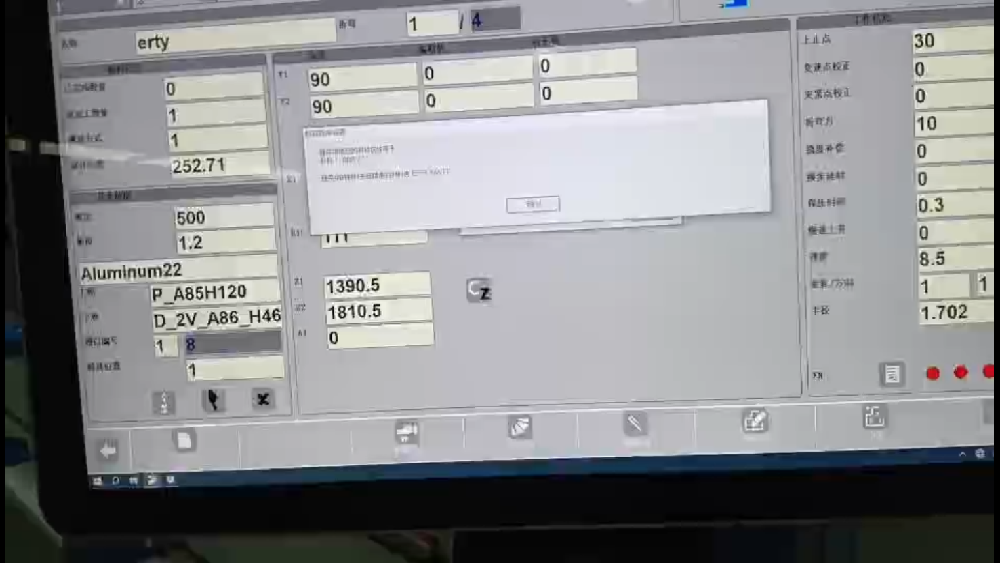
Step 3: Configure Programming Parameters
Enter the required production parameters, including material thickness, bending angle, tooling information, and backgauge positions.
Every parameter entered at this stage directly affects the final bending result. Spending a few extra moments verifying these values can prevent unnecessary adjustments during production.
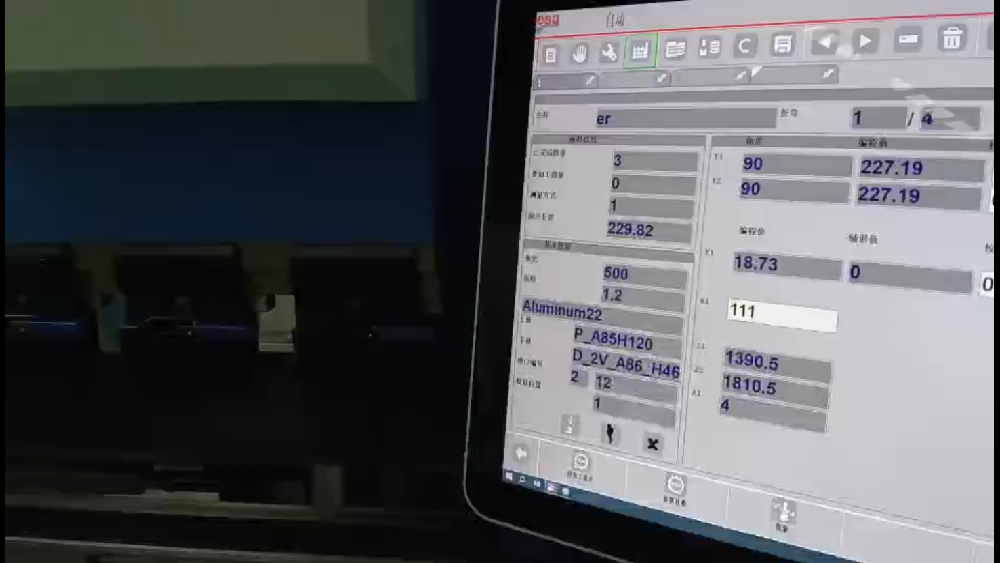
Step 4: Create Multiple Bending Steps
For workpieces requiring several bends, additional bending steps can be added one by one.
Each bending step stores its own production data, allowing the controller to complete the entire bending sequence automatically without repeated manual adjustments.
Step 5: Save the Program
After all programming steps have been completed, save the program for future production.
One of the greatest advantages of ESA S875 press brake programming is that verified programs can be recalled whenever identical products need to be manufactured again, significantly reducing setup time and improving production efficiency.
Understanding the Key Programming Parameters
Successful programming involves much more than entering numerical values. Understanding the purpose of each parameter helps operators create more reliable and efficient bending programs.
سمك المادة
Material thickness directly influences bending force calculation, ram positioning, and springback compensation. Entering an incorrect thickness value may lead to bending angle deviations even when other parameters are correct.
Tooling Selection
The selected punch and die should always match the tooling installed on the machine. Incorrect tooling information may cause calculation errors and reduce bending accuracy.
زاوية الانحناء
The programmed bending angle determines the target ram position during each bending step. After trial bending, minor corrections can be applied when necessary to compensate for different material characteristics.
تسلسل الانحناء
For complex parts, the bending sequence is just as important as the bending angle itself. A well-planned sequence helps avoid interference between the workpiece and the machine while improving production efficiency.
Understanding these programming principles allows operators to optimize production instead of relying entirely on repeated trial and error.
Trial Verification
Completing ESA S875 press brake programming does not mean the machine is immediately ready for batch production.
Experienced operators always perform one or more trial bends before beginning continuous manufacturing. This verification process confirms that the programmed parameters correspond to the actual machine condition and workpiece requirements.
During trial bending, operators should carefully inspect the bending angle, workpiece dimensions, backgauge positioning, and overall surface quality. If adjustments are required, parameters should be modified gradually and verified again before mass production begins.
In practical production, spending just a few minutes on program verification can prevent significant material waste and improve overall manufacturing efficiency.
ملاحظات هامة
Although the programming principles described in this guide apply to most ESA S875 controllers, different machine manufacturers may customize the controller interface, parameter names, or optional programming functions.
For this reason, the workflow presented here and demonstrated in the accompanying video should be regarded as a general technical reference. Before modifying production parameters or machine settings, operators should always follow the equipment manual or consult the manufacturer’s technical support team to ensure safe and correct operation.
خاتمة
Efficient ESA S875 press brake programming is essential for improving production efficiency, maintaining bending accuracy, and ensuring consistent product quality. By preparing the machine correctly, configuring appropriate programming parameters, following a logical bending sequence, and verifying the first workpiece before production, operators can significantly reduce setup time while improving manufacturing reliability.
Although different machine configurations may provide slightly different programming interfaces, the programming principles introduced in this guide provide a solid foundation for daily CNC press brake operation. Combining standardized programming practices with proper machine setup will help maximize both productivity and bending performance.
نصائح الصيانة
Proper maintenance not only protects the machine but also helps ensure stable programming performance over the long term. Although the ESA S875 controller is designed for reliable industrial operation, good daily maintenance habits can reduce unexpected downtime and improve production efficiency.
- Back up verified bending programs regularly to prevent data loss.
- Use clear and consistent program names for easier management and future retrieval.
- Keep the controller screen and operating panel clean to ensure smooth operation.
- Inspect punches and dies before creating a new program, as worn tooling may affect bending accuracy.
- Verify machine calibration periodically to maintain consistent production quality.
- Record successful parameter adjustments for commonly used materials to reduce future setup time.
A standardized maintenance routine helps operators work more efficiently while extending the service life of both the controller and the press brake.
التعليمات
1. Can I reuse a saved ESA S875 bending program?
Yes. One of the biggest advantages of ESA S875 press brake programming is the ability to save verified programs and recall them whenever the same workpiece needs to be produced again. This greatly reduces setup time and improves production consistency. However, before using an existing program, it is still recommended to verify that the installed tooling and material specifications match the original production conditions.
2. Why is trial bending necessary after programming?
Trial bending verifies that the programmed parameters match the actual machine condition. Material properties, springback, tooling wear, and machine calibration can all influence the final bending result. Performing one or two trial bends before batch production allows operators to make small adjustments and helps prevent unnecessary material waste.
3. Do all ESA S875 controllers use the same programming interface?
Not necessarily. Different machine manufacturers may customize the ESA S875 controller according to their machine configuration or software version. As a result, menu layouts, available functions, and parameter names may vary slightly. The programming procedure presented in this guide should therefore be used as a general reference, and operators should always follow the machine manual or consult the equipment supplier when necessary.



