Views: 161 Author: Site Editor Publish Time: 2018-12-29 Origin: Site








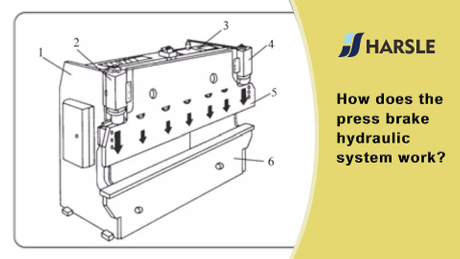
When bending sheet material on a press brake, the released forces can cause the top and lower beams to deform. As a result, press brake tooling will no longer be parallel during the bending process and lead to angular deviations in the product. This can be prevented by using a crowning system to compensate for deflection (sagging) in both the top and lower beam.
Crowning systems help to compensate for the deflection encountered in press brakes. It is important for compensation to take place across the whole length of the machine because top tooling must penetrate bottom tooling at the same depth across the whole machine. Crowning systems are available in mechanical and hydraulic versions.
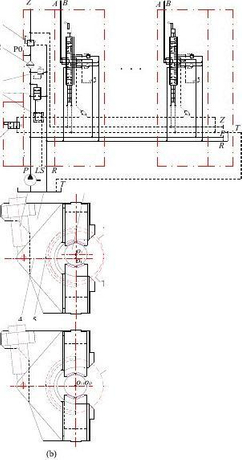
Hydraulic crowning systems use one or more cylinders in the lower beam of the press brake. Deformation can be adjusted per cylinder; a bulge in the lower beam can be created by adjusting each of the cylinders. The more cylinders that are being used, the greater the accuracy with which deflection in the press brake can be compensated. In its most basic form (one or several cylinders), the hydraulic crowning system does not have the resolution needed to accurately compensate for deflection. Greater compensation accuracy can be realised using a higher number of individually controlled cylinders. However, this results in a much more complex, and thus more expensive and vulnerable, control circuit.
Mechanical crowning systems use shims to support lower tooling across the whole length of the press brake. Various mechanical systems are currently available on the market. HARSLE’s crowning system features a series of shim pairs inside two continuous frames, which are able to move in opposite directions. These crowning wedges feature a diverse set of accurately calculated angles of inclination. By sliding one wedge over the other, a curve can be created to very accurately compensate for deflection across the whole length of the press brake. Placing shim pairs in wedges also has an added advantage: you can also modify them at a second angle of inclination, by moving them over each other in a transverse direction. This allows you to realise Ty compensation and thus achieve accurate calibration at all times.
The great benefit of– mechanical and hydraulic – crowning systems is that operators do not have to be familiar with the bending process in order to compensate for deflection in the press brake. However, hydraulic crowning systems can have major shortcomings in situations where bending accuracy is very important. Due to their lower resolution, hydraulic crowning systems are not able to accurately compensate for deflection in press brakes or locally compensate for vertical deviations (y direction). However, HARSLE's mechanical crowning system is able to do this: the wedges accurately follow deflection in each run and allow corrections to be made when the load changes. Moreover, local vertical deviations can be compensated by way of transverse adjustment. This makes HARSLE's mechanical crowning system extremely accurate in all circumstances.


 English
English Pусский
Pусский