Views: 134 Author: Site Editor Publish Time: 2018-05-04 Origin: Site








1. Working principle
2. main categories
3. Structure description
4. Structural features
5. usage method
6 maintenance and maintenance.
7. correct purchase
The editor
Hydraulic bending machine including stent, workbench and clamping plate, workbench on the scaffold, workbench consists of base and the clamp, the base through the hinge is connected with the clamping plate, the base is composed of shell, the coil and plate, coil placed inside the shell of the sag, the depression at the top of the cover plate.
When used, the wire is connected to the coil, and the power is generated by the power, so as to realize the clamping of the thin plate between the pressure plate and the base.Because of the use of electromagnetic force clamping, the pressure plate can be made into a variety of workpiece requirements, and can be processed on the side wall.The bending machine can replace the bending machine mould to meet the requirements of various workpieces.[1]
")
The editor
The bending machine is divided into manual bending machine, hydraulic bending machine and CNC bending machine.Manual bending machine is divided into mechanical manual bending machine and electric manual bending machine. The hydraulic bending machine can be divided into two parts: torsion shaft synchronization, machine fluid synchronization, and electrohydraulic synchronization.The hydraulic bending machine can be divided into two types: upper moving type and lower moving type.[1]
Structure that
The editor
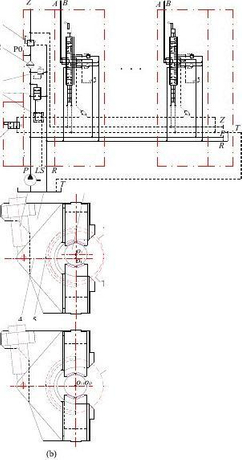
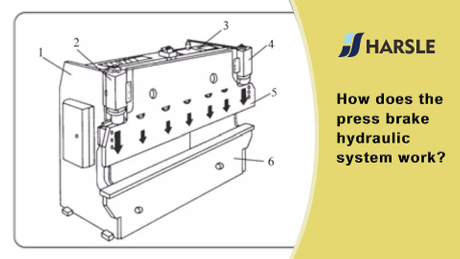
Bending machine is an important equipment for bending and forming of workpiece in sheet metal industry. Its function is to press the steel plate into various shape parts according to the process.As shown for hydraulic sheet metal bending machine structure diagram, is mainly composed of left and right column, workbench, beam frame, oil cylinder fixed on the upright post, around the slider and the oil cylinder piston connection, movement up and down the fixed to the column on the guide rail, lower die is fixed on the workbench, the lower upper die is installed on the slider, hydraulic system, electrical system instructions are given, under the effect of oil cylinder, the slider drive the upper die and lower die closing down of sheet metal bending.The left and right columns, workbenches and sliding blocks (hereinafter referred to as "three pieces") are the key parts of the bending machine, and the combined weight of the three pieces is 70%~80% of the total weight of a bending machine.Its strength and rigidity directly determine the operation precision, service life and the precision of the workpiece.
Sliding block part: adopt hydraulic transmission, and the sliding block is made up of sliding block, oil cylinder and mechanical block.The left and right oil cylinder is fixed on the rack, and the piston (rod) is driven up and down by hydraulic pressure, and the mechanical block is controlled by the numerical control system.Part2. the workbench: manipulation by box of button, the motor drives the rack and moves, and controlled by the CNC system of mobile distance, the least reading is 0.01 mm (limit) position in both before and after the travel switch;
3. Synchronous system: the machine is composed of twisting shaft, swing arm, joint bearing and other mechanical synchronizing mechanism, with simple structure, stable performance and high synchronization accuracy.The mechanical block is controlled by the motor and numerical control system is controlled.
4. Baffle mechanism: motor drive is used in the block, and the two wire rods are moved synchronously through chain operation, and the numerical control system controls the material size.[1]
The editor
1. Full steel welding structure with sufficient strength and rigidity;
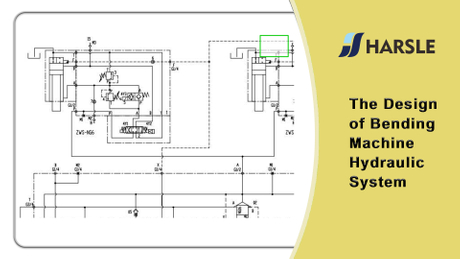
2. Hydraulic power transmission, the oil cylinder on both ends of the machine tool is placed on the slide block to drive the sliding work directly;
3. The sliding block synchronizing mechanism adopts the twisting shaft to force synchronization;
4. Adopt mechanical block structure, stable and relliable;
5. Quick adjustment of sliding block stroke, manual adjustment and counter display;
6. Inclined wedge type deflection compensation mechanism to ensure higher bending accuracy.[1]
The editor
It is machined by ordinary hydraulic bending machine.
Bending machine (fig.5)
plate for brief introduction:
1. First, turn on the power, turn on the key switch on the control panel, and then press the oil pump to start.
2. Adjustment of the stroke, the use of bending machine must be careful to adjust the stroke, and it must be tested before bending.At the bottom of the bending machine, there must be a thick gap.Otherwise, the mould and machine will be damaged.The adjustment of the stroke also has electric quick adjustment and manual fine adjustment.
3. The choice of bending slot is generally chosen as the slot with 8 times the width of plate thickness.If the plate is bent 4mm, choose the slot of 32 or so.
4. The rear stop material adjustment generally has electric quick adjustment and manual fine adjustment, the method is same as the shearing machine.
5. Step down the pedal switch and start bending. The bending machine is different from the shearing machine. It can be released at any time.[1]
The editor
In front of the machine maintenance or brush machine, upper die should be aimed at lower die down after shutdown, until after work, if you need to boot, or other operations, should will choose in manual mode, and ensure safety.The maintenance contents are as follows:
1. Hydraulic oil circuit.
1) check the oil level of the tank every week. If the hydraulic system is repaired, the oil level should be checked, and the oil level is lower than the oil window.
2) the hydraulic oil used in the machine is ISO HM46 or MOBIL DTE25;
3) the new machine should be replaced with oil after 2000 hours, and the oil should be changed after every 4000 ~ 6000 hours, and the oil tank should be cleaned every time.
4) system oil temperature should be between 35 ℃ ~ 60 ℃, shall not exceed 70 ℃, such as too high will lead to damage of metamorphic oil and accessories.
2. Filter
1) the filter should be replaced or cleaned thoroughly every time the oil is changed;
2) the machine should be replaced with other filters, such as alarm or oil, etc.
3) the air filter on the fuel tank shall be checked and cleaned every three months, preferably one year.
3. Hydraulic components
1) clean the hydraulic parts (baseboard, valve, motor, pump, oil pipe, etc.) every month to prevent the dirt from entering the system, and can not use detergent;
2) phone use after a month, check whether there is any deformation on the oil pipe bend, if there is any exception should be replaced, use two months later, should tighten the joint of all parts, for the work should be shut down, when the system pressure.[2]
Correct choose and buy
The editor
When choosing a bending machine, the cost of production will rise, and the bending machine cannot expect to recover the cost.Therefore, several factors must be weighed in the decision-making process.
Artifacts
The first important thing to consider is the part you want to make, the point is to buy a machine that can complete the processing task and the minimum number of tons.
Carefully consider the material number and maximum machining thickness and length.If the bulk of the work is low carbon steel with a thickness of 16 gauge and a maximum length of 10 feet (3.048 meters), the free bending force should not be greater than 50 tons.However, a 160 ton machine should be considered if there are a large number of bottom-forming moulds.
Assuming the thickest material is 1/4 inch, 10 feet free to bend requires 200 tons, and a bottom-concave die bent (corrected for bending) needs at least 600 tons.If most of the workpieces are 5 feet or less, the tonnage is nearly halved, which greatly reduces the acquisition cost.The length of the parts is very important to determine the specifications of the new machine.
Flexible change
Under the same load, a 10-foot machine and a slider are four times as large as a five-foot machine.That is to say, shorter machines require less gasket adjustment to produce qualified parts.Reducing gasket adjustment reduces preparation time.
Material number is also a key factor.Compared with low carbon steel, the load on stainless steel usually increases by about 50%, while the soft aluminum of most brands is reduced by about 50%.You can always get the machine's ton meter from the bending machine manufacturer, which shows the tonnage estimation required for each foot length in different thicknesses and materials.
Bending radius
The bending radius is 0.156 times the opening distance of the concave die.In the free bending process, the concave opening distance should be eight times the thickness of the metal material.For example, the bending radius of the part is about 0.078 inches when the opening distance of 1/2 inch (0.0127 meters) is used to form 16 gauge low carbon steel.If the bending radius is similar to the thickness of the material, it must be formed with a bottom die.However, the pressure required to form a concave die is about four times greater than that of free bending.
If the bending radius is smaller than the material thickness, the front corner radius is less than the convex mold with the thickness of the material, and the bending method is used.That's 10 times the pressure of free bending.
In terms of free bending, convex die and concave die according to the 85 ° or less than 85 ° processing (smaller).Using this set of mold, punch and die in the gap at the bottom of the stroke, and compensate the springback and keep material around 90 ° of flexion.
Usually, free bending die on a new bending machine of springback Angle 2 ° or less, bending radius equal to the die opening distance of 0.156 times.For a bottom bending die, die Angle generally is 86 ~ 86 °.At the bottom of the stroke, there should be a gap slightly larger than the thickness of the material.The forming Angle can be improved, because there is a large number of tons (about four times the free bending) of the concave die, which reduces the stress that usually causes the rebound in the radius of the bending radius.
The bending of the press is the same as that of the concave die, but the front end of the punch is made into the required bending radius, and the gap between the convex and concave die at the bottom of the stroke is less than the material thickness.Due to sufficient pressure (approximately 10 times free bending) to force the front-end contact material, the rebound is largely avoided.
In order to choose the lowest tonnage specification, it is better to plan for bending radius greater than the material thickness, and adopt free bending method as far as possible.When the bending radius is large, it often does not affect the quality of the parts and their future use.
Bending
The bending accuracy requirement is a factor that needs to be considered seriously. It is this factor that determines whether to consider a CNC bending machine or manual bending machine.If bending accuracy + / - 1 ° and cannot be changed, must focus on CNC machine.
The repeat precision of the sliding block of CNC bending machine is plus or minus 0.0004 inches, and the precision and good mould must be used in the precise Angle of forming.Manual bending machine slider repeat precision of + / - 0.002 inches, and under the condition of using appropriate mould generally produces the deviation of plus or minus 2 ~ 3 °.In addition, the CNC bending machine is ready for rapid loading, which is an unquestionable consideration when it is necessary to bend many small batch parts.
The mould
Even if you have a shelf full of molds, do not think these molds are suitable for new machines.The wear of each die must be checked by measuring the length of the front end of the punch to the shoulder length and the length of the die shoulder.
For conventional molds, the deviation should be about 0.001 inches per foot, and the total length deviation is not greater than or minus 0.005 inches.As for the fine grinding mold, the accuracy of each foot should be + 0.0004 inches, and the total accuracy shall not be greater than or equal to 0.002 inches.It is better to use the grinding die for CNC bending machine, and the conventional mould is used for manual bending machine.
The repeat precision of the sliding block of CNC bending machine is plus or minus 0.0004 inches, and the precision and good mould must be used in the precise Angle of forming.Manual bending machine slider repeat precision of + / - 0.002 inches, and under the condition of using appropriate mould generally produces the deviation of plus or minus 2 ~ 3 °.In addition, the CNC bending machine is ready for rapid loading, which is an unquestionable consideration when it is necessary to bend many small batch parts.
The mould
Even if you have a shelf full of molds, do not think these molds are suitable for new machines.The wear of each die must be checked by measuring the length of the front end of the punch to the shoulder length and the length of the die shoulder.
For conventional molds, the deviation should be about 0.001 inches per foot, and the total length deviation is not greater than or minus 0.005 inches.As for the fine grinding mold, the accuracy of each foot should be + 0.0004 inches, and the total accuracy shall not be greater than or equal to 0.002 inches.It is better to use the grinding die for CNC bending machine, and the conventional mould is used for manual bending machine.
Bending length
Assumptions along a 5 x 10 feet 10 - the gauge of low carbon steel plate bending 90 °, bending machine must be about 7.5 tons of pressure extra steel roof rise, while the operator must be geared up for the 280 - pound straight down.It may take several strong workers and even a crane to make the part.Bender operators often need to bend long side parts, but don't realize how hard their work is.[2]
The editor
1. Strictly abide by the safety operation procedures of machine tools, and wear good labor protection articles according to the regulations;
2. Before starting, it is necessary to carefully check whether the motor, switch, circuit and grounding are normal and firm, and check that the control parts and buttons of the equipment are in the correct position;
3. Check the consistency and robustness of the upper and lower modes;Check whether the positioning devices meet the requirements of processing;
4. Run back to the origin program when the skateboard and each positioning axis are not in the state of the origin;
5. equipment idle running 1 ~ 2 minutes after launch, skateboard full stroke movement 2 ~ 3 times, if found to have abnormal sound or defective should immediately stop, troubleshooting, all rear can normal work.
6. The work shall be conducted by one person, so that the operator and the feeding press shall cooperate closely to ensure that the coordination personnel shall give the bending signal in the safe position.
7. The bending of the plate must be compacted to prevent the cutting of the plate when bending.
8. The power supply must be cut off when the plate is pressed.
9. When changing the opening of the variable mold, no material is allowed to contact with the mold.
10. When the machine tool works, the back of the machine is not allowed to stand;
11. It is strictly forbidden to press the sheet at one end;
12. When working, the workpiece or mould is not correct, and the parking correction should be stopped.
13. It is forbidden to damage the machine tools by folding the heavy metal plate or the hardened steel plate, the advanced alloy steel, the square steel and the material that exceeds the performance of the bending machine of the sheet material, so as to avoid damaging the machine tool;
14. Frequently check the recombination of the upper and lower molds;Whether the indication of the pressure gauge conforms to the regulations;
15. Stop the abnormality immediately, check the reason and eliminate it in time;
16. Before turning off the machine, place wooden blocks on the bottom of both sides of the cylinder to reduce the slide to the block;
17. First exit the control system program and then cut off the power supply.[2]

 English
English Pусский
Pусский