Views: 4508 Author: Site Editor Publish Time: 2024-02-26 Origin: Site








Adjusting the cutting blade gap on a shearing machine is an important process to ensure precise cutting. Here's a general guide on how to adjust it: Consult the Manual: Always refer to the manufacturer's manual for specific instructions on adjusting the blade gap. Different shearing machines may have slightly different procedures. Safety First: Before starting any adjustments, make sure the machine is turned off and unplugged to avoid accidents. Wear appropriate personal protective equipment, such as gloves and safety glasses.
Adjustment Bolt: Most shearing machines have bolts or screws that control the blade gap. rotate counterclockwise to loosen the bolts but do not remove them completely.

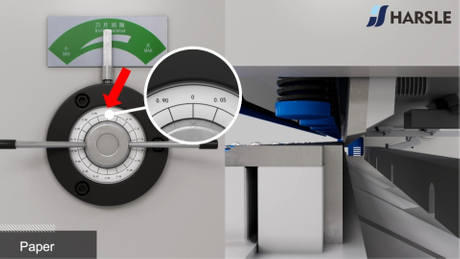
Adjust the Gap: Adjust the proper blade gap according to the parameter table. Make sure the pointers are aligned. Refer to the below table for the correct settings for your specific material and thickness.

Adjustment Bolt: Turn the bolt clockwise to lock the blade gap.

Check Alignment: Ensure the blades are properly aligned after adjusting the gap. Misaligned blades can lead to poor cutting quality and premature blade wear. Tighten Bolts: Once you have achieved the desired blade gap, tighten the adjustment bolts securely to hold the blades in place.
Paper Cut Test: Adjust the blade gap to 0 as described above and cut the paper for testing. If the cutting effect is not good or even can not be cut, it is necessary to adjust the front nut so as to adjust the position of the blade. Loosen the large nut in the center for fixing, adjust the small screws in front in turn, and finally fix the large nut and cut the paper again for testing. If the test cut is not satisfactory, make further adjustments as needed until the desired cutting quality is achieved.
Adjust the blade gap to 0.


Performs paper test cuts.

Paper can't be cut and with poor cutting quality.

If the cut is not good, adjust it according to the following process:
Loosen the large nuts that hold it in place

Adjust the two front adjusting nuts in turn.

Re-tighten the final fixing nut.

Rerun the test cut.

Completion of debugging.


Maintenance Records: Keep records of when the blade gap was adjusted and any settings used. Regularly scheduled maintenance and adjustments can help prolong the life of your shearing machine and ensure consistent cutting performance.
Safety Checks: Always ensure that all safety guards are in place and that the machine is in good working condition before resuming normal operation. If you're unsure about any step or if your shearing machine has specific requirements, it's best to consult with a qualified technician or the manufacturer for guidance. Safety should always be the top priority when working with industrial machinery.
The gap setting when cutting the pattern board is tricky, and it must be adjusted from the thickest thickness calculated from the most convex point of the pattern board instead of using the board thickness directly. Also, cutting the convex side of the pattern face down can extend the life of the tool.
In addition, the material of the plate must be considered, especially when cutting stainless steel. The cutting tool must be sharp, wear-resistant and tough. Therefore, the blade of the shearing machine should be discussed. In addition to the angle of the blade edge and other appearance design and manufacturing precision, the selected material is a key factor affecting the quality of the tool.

 English
English Pусский
Pусский