Views: 35 Author: Site Editor Publish Time: 2018-05-04 Origin: Site









This overview provides a brief discussion of press drives, crowning systems, and tooling setup found on today's press brakes.
Today’s bending machines can shorten the bending process like older pieces of iron can’t. This overview provides a brief discussion of press drives, crowning systems, and tooling setup found on today's press brakes.
Does this sound familiar? An operator is working with a mechanical press brake, which has a ram that has to complete its full cycle and a stroke cycle speed that can’t be adjusted, but before he can get started he has to figure out the appropriate bend allowance and k factor for the job.
If that sounds familiar, you have been around press brakes for quite a while, or you have a good knowledge of how bending used to occur in fabrication shops. You also probably know that bending is not done that way for the most part today.
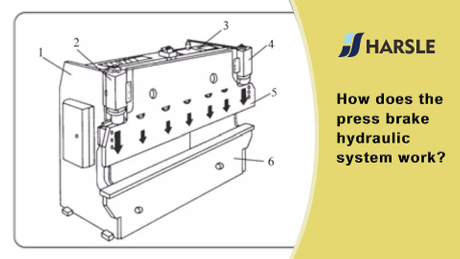
Modern press brakes are much safer and don’t require as much manual intervention as their predecessors. They are sophisticated machines designed to keep pace with today’s rapid fabricating environment (see Figure 1). Let’s take a look at the different elements that separate today’s modern equipment from yesterday’s older pieces of iron.
Figure 1. Modern press brakes provide operators with the assistance needed to maximize time spent bending, not setting up the press brake or methodically creating the program.
The Press Drive
Hydraulic press brakes are not necessarily new, and that explains why they perform most of the forming work in fab shops.
Their operation is very simple to understand. These presses operate synchronized hydraulic cylinders on the C-frames that move the ram. A flow control feeds oil into cylinders to move pistons, which control the movement of the ram. It’s an inexpensive way to generate a lot of force.
In the old days, a limit switch was used for controlling the brake. Now CNCs are used. Along with high-precision flow control valves, today’s hydraulic press brakes provide a great deal of control and power cost-effectively.

Figure 2. If used properly, bending software will help the part designer to avoid problem areas, such as placing holes too close to bend lines.
Most of these hydraulic valves are mounted directly on the hydraulic cylinders. A number of years ago, fabricators had to deal with pipes breaking and rams falling. The press brake manufacturers solved the problem by eliminating or minimizing the piping. Today’s hydraulic press brakes should not be confused with those from several years ago.
Hybrid brakes are now more widely available than ever before. With a hydraulic drive, when you turn the pump in one direction, you are pumping the ram down. When you turn the pump in the other direction, you are pumping the ram up. The hybrid concept kind of simulates a screw and a nut. It’s a bidirectional pump, and a servomotor controls the pump’s back and forth motion. You don’t have a three-phase AC motor droning all day long, pumping the ram occasionally. Now the motor is pumping the ramp only when the CNC calls for the force.
What are the advantages? You get fast response time, minimal piping, good speeds (2 to 500 inches per minute [IPM]), and high efficiency when it comes to performance. However, a hybrid brake is not an inexpensive system.
Electric press brakes have made a big splash in the market in recent years. Many fabricators associate “electric” with direct-drive press brakes. In these electric devices, a ball screw system, which relies on recirculating balls to alleviate friction instead of lubricants, drives the rams down.
Roller screw technology has emerged as a new technology that helps to increase the load capacity for these electric brakes. These screw types have multiple threaded helical rollers that are found around a threaded shaft. This setup converts a motor’s rotary motion into linear movement to move a press brake ram. These roller screws tend to add more load-bearing surface in the press drive.
What are some of the advantages? It’s not necessarily the speeds, but the acceleration factor. Typically press brakes can accelerate only at a certain rate. With an electric brake, you can take that acceleration factor much higher without drawing air bubbles into the oil and so forth.
Some manufacturers are using dual drives on the electric brake; one drive is for rapid approach and the other drive is for the bending. This allows you to tune your ball screws and roller screws for different applications.
It should be mentioned that there’s another way to convert a small force to a large force. Let’s call it the block-and-tackle drive. Brakes with belts is an example. It also can be called a single-acting electric drive.
With this type of drive, the ram moves in one direction, which has certain advantages. Because it is a single directional system, it might be less complicated and less expensive. And you minimize some shifting time at the bottom of the stroke because you just released the servomotors and the ram reverses.
A lot of these belt or block-and-tackle drives also distribute bending load across the entire ram. Every time a belt is fed over a pulley, it’s like a 10-time reduction in the gear ratio. This can create big performance advantages for electric brakes when compared to hydraulic brakes.
The sweet spot for these electric brakes is the lighter tonnages. If you look at the conventional machines on the market, you will see a segment of equipment in the 100-ton or less range; that’s good for the electric and hybrid type of presses. At 100 tons and higher, an electric press brake requires plenty of kilowatts to generate the force necessary to do the job. At that point, any energy savings that the electric press brake generated when compared to a hydraulic brake is negligible. Simply put, you can’t get energy for nothing. So how do you transfer the force from the drive to the press brake? The three concepts are the central drive, the dual drive, and the distributed drive.
The central drive is more cost-effective. It’s simple. It’s limited to basically center or near-center bending. You don’t have offset capabilities with the center drive system.

Figure 3. If a press brake can change out and position tooling quickly and accurately, the operator can focus on bending parts and expediting jobs along to downstream processes.
The single drive system does provide some advantage with machine deflection. If the ram is pushing down at the center of the upper beam and the lower beam is supported on the side frames, you get a deflection pattern at the center of the bend.
For a dual-drive system, which is conventional technology in today’s metal fabricating world, when you start forcing the ram down, the deflection in the center of the machine has to be compensated for. Press brake manufacturers address this deflection in many ways that might be worthy of an article on its own.
The distributed drive is a hybrid between the center and the dual drive in which the drive cylinders are moved in just a little bit from the side of the machine. This creates parallel deflection compensation. You can compensate a little bit for the machine flex by where you put those drives.
With the distributed drive, the load is spread across the entire ram. Practically no deflection on the ram is the result.
Bed Crowning
Crowning is how a press brake compensates for machine deflection.
Most of the machines have some sort of mechanical deflection device on the machines. Wedges and hydraulic cylinders are used to compensate as the load increases.
In closed-loop systems, the center of the brake is actually under CNC as well.
Tool Setup
The setup time on most press brakes is equal to the tool change time. Working under the premise that a program is done offline or that a job is being rerun, a press brake should have downtime only when an operator is changing out tools for the next job.
The most cost-effective means to address quick tooling changeover is to use tooling designed to be placed in and removed from the ram easily. The most common types of tools that fit this description are push-button or click tooling.
A push-button in the front of the tooling keeps the tool from falling out of the ram. A hydraulic cylinder not only clamps the tool, but seats it; clamping and seating the tool are done simultaneously. A high-precision tool setup can be done very quickly.
There is a weight limit on that click. When a segment gets above 30 lbs., the tool needs to be end-loaded. Many fabricators purchase smaller segments of the tool to stay under the 30-lb. limit, so all of the tools can have the clicks.

Figure 4. Even a novice press brake operator can produce an acceptable part on the first bend thanks to monitors that display part position and bend sequences.
Bending Speed
Bending speed is the hot-button topic today in fabricating circles. A typical press brake, maybe 5- to 10-year-old technology, can make around 600 bends per hour if it is running at top speeds. A high-dynamic press brake, such as an electric brake, can make up to 900 bends per hour. That’s a significant improvement.
It’s important to note that the machine is bending only a certain amount of time, however, say 20 percent of the time during a shift.
Using a batch size of 25 as an example, you are looking at five minutes for setup; five seconds to pick and place the part; five seconds to bend; five seconds to reposition; five seconds to bend, until the part is finally put in the stack. The total production time might be 20 minutes, but the bending time is only six minutes, which is right around 30 percent of total time.
So what is the advantage of the high speed? It’s with the small parts. If you have a standard machine and a high-speed machine working on small parts, the high speed really has a tremendous advantage.
But as parts get bigger, it could take several minutes to turn and bend them. A fab shop can have a machine that is infinitely fast, but the throughput is minimized because of the extra material handling time.
Stroke Optimization
Stroke optimization is the next important discussion point in bending technology. A press brake can go only so fast before it starts to lose accuracy and performance quality.
In some European countries, the press brake can’t go beyond a certain threshold for safety reasons. The solution is to live with a fixed speed and find ways to optimize that speed and improve the number of bends per hour.
With the focus on stroke optimization, you will be seeing press brakes capable of up to 1,000 bends per hour without increasing the machine speeds.
Part Design
CAD systems, such as Solid Works ® and Pro E ® , give any person the ability to draw a hole anywhere on a part—even when they shouldn’t be placing the hole there. You can tell the part designer that a hole shouldn’t be so close to the bend line, but the designer thinks that if the CAD software allows it, then it should be possible.
Using this example of putting a hole too close to a bend line, you can try and resolve the potential blowout with a rotating V-die set. Rotating supports in the die allow the bending process to mimic a folding operation. The result is a clean bend because the sheet metal is supported throughout the bending process. These types of tools also greatly improve the accuracy because the part is not allowed to move in the die.
The other solution is to solve this problem with software (see Figure 2). Software can identify where the blowouts are going to be, and hopefully the part designer can move the hole to avoid the blowout.
Of course, nothing trumps experience. If the part designer has bending experience, he knows that a relief cut can be introduced to the bend line. This slit eliminates the deformation before the part hits the shop floor.
Automatic Tool Changing
Automatic tool changing is being found on more press brakes today (see Figure 3), and this technology is making the biggest impact on shop floor operations.
The advantage is that tool changing is happening while the operator is doing other tasks. Normally the operator has to get some blanks, log in and out of a job order, take care of paperwork, set up bins around the brake, and set up support arms. While the operator is doing that, the tool changes are being done for him.
The hardest thing about running a press brake is the setup. Once the machine is set up, anyone can run the machine. The new controllers show inexperienced operators how to handle the part. Some of the machines today even project a video image on the ram right in front of the operator’s face, so there is no need to look to the side monitor.
The press brakes that have the automatic tool changing option come with different magazine styles for the tool changer. Some are located in the rear behind the back gauge. Some are located to the side of the press brake. Some are located behind the bending window, but along the side of the frame. These arrangements create different-sized footprints for the machines.
Automatic Angle Correction
Automatic angle correction addresses spring back that occurs in certain hard-to-bend material. The value of this type of system is that you don’t lose time trying to achieve the desired angle. There is no need for repeated cycles of bending and releasing while hunting for that angle.
In press brakes with this type of angle correction, the ram drives the sheet metal into the die to achieve the angle in the loaded position. Whether the punch is long or short, the V die is large or small, the material is thick or thin, the loaded angle is maintained. When the ram releases and retreats, the sheet metal reverts to a rested state, with spring back likely affecting a change in angle from that achieved under load. Lasers or sensors measure the current angle, and the control software determines just what sort of restrike is needed to achieve the desired angle. Typically after the restrike, the part meets customer specifications.
Human-Machine Interface
Modern controls have made it possible for North American fabricators to compete with cheap labor in other countries. A fab shop doesn’t need a $50-per-hour press brake operator to produce complex parts, which is good because that fabricator can’t sell those parts for $20 any longer. Today those parts go for $2 apiece. Modern controls make it so an operator with limited experience can follow the bending sequence on the monitor and produce a part with several bends in a respectable amount of time.
These controls also make it simple to program a job. Even though it makes more sense to put these programs together offline, away from the machine, many shops still program at the press brake. So how simple is it? The operator plugs in the parameters of the job and then drags his finger across the screen to create a profile shape. The control software takes that profile shape and produces a bend sequence to create it. The only thing left to do is assign a part number to the job. No one is figuring bend speed, bend allowance, or the correct backgauge height. When the program is generated, the operator just follows the instructions (see Figure 4).
There was a time when people were required to know much more about the bending process and metal properties if they wanted to be successful press brake operators. Now a lot of that knowledge is contained in the control software.
Operators just need to be engaged in completing jobs in an efficient and timely manner. That approach gets parts to the customer by deadlines and results in positive customer relationships.
Turnaround of parts. They are creating competitive advantages for metal fabricators that older press brakes simply can’t match.

 English
English Pусский
Pусский