Views: 16761 Author: Site Editor Publish Time: 2024-04-11 Origin: Site








The bending radius refers to the curvature or arc formed during the bending process. It plays a crucial role in determining the overall strength, appearance, and functionality of the bent component. Different bending radii produce varying degrees of curvature, which can significantly impact the structural integrity and aesthetic appeal of the final product.
The bending sheet metal radius is a value required in the sheet metal drawing, which is difficult to determine in the actual processing of the value. In fact, the bending radius of the sheet metal is related to the thickness of the material, the pressure of the bending machine, and the groove width of the bending mold. What is the relationship? Let’s study it today.
The thickness of the sheet metal is another critical factor that influences the bending process. Thicker sheets require larger bending radii to achieve the desired curvature without causing defects such as cracking or deformation. Conversely, thinner sheets can be bent with smaller radii due to their increased flexibility.
In the actual sheet metal processing experience, when the general plate thickness is not more than 6mm, the bending inner radius of the sheet metal can be directly used as the radius when bending.
When the plate thickness is greater than 6 mm and less than 12 mm, the in-plate bending radius is generally 1.25 to 1.5 times the plate thickness. When the thickness of the plate is not less than 12 mm, the bending radius in the plate is generally 2 to 3 times the thickness of the plate.
When the bending radius is R = 0.5, the general sheet metal thickness T is equal to 0.5 mm. If a radius size greater than or less than the plate thickness is required, a special mold is required.
When the sheet metal drawing requires the sheet to be bent at 90°, and the bending radius is particularly small, the sheet should be machined first and then the sheet is bent. It is also possible to machine special upper and lower dies of the bending machine.

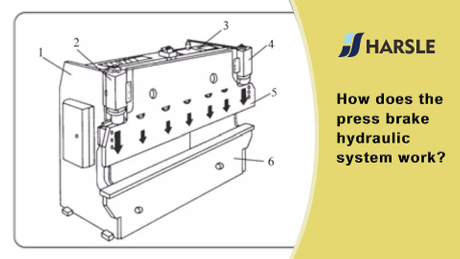
The Significance of Lower Die Groove Width:
The lower die, also known as the bottom die or V-die, features a groove that supports the sheet metal during the bending process. The width of this groove directly impacts the bending radius and, consequently, the overall bending accuracy and quality.
Control of Bending Radius:
●The width of the lower die groove determines the space available for the sheet metal to bend.
●A narrower groove width restricts the material's movement, resulting in a smaller bending radius.
●Conversely, a wider groove allows for a larger bending radius by providing more room for material deformation.
Through a large number of experiments in sheet metal processing, it is found that the groove width of the bending die has a certain relationship with the bending radius. For example, a 1.0mm plate is bent with an 8 mm groove width, so that the bend radius of the extrusion is ideally R1.

If the 20 mm groove width is used for bending, the upper plate is moved downward due to the bending, and the depth of the stretched sheet reaches a certain angle. Then we know that the 20 mm wide groove area is larger than the 8 mm wide groove area, and when the 20 mm wide groove is bent, the stretched area is also increased and the R angle is also increased.
Therefore, in the case of the bending radius of the plate, and without damaging the bending machine mold, we try to use a narrow groove to bend. Under normal circumstances, it is recommended to operate in accordance with the standard plate thickness and groove width of 1:8. The minimum operation is not less than the ratio of the plate thickness to the groove width of 1:6. The sheet metal bending can be appropriately smaller and cannot be operated at a ratio of the plate thickness to the groove width of 1:4. Recommendation: In the case of strength, it is preferred to use a first planing groove to bend the bend radius.
The bending radius of the sheet metal processing is related to the thickness of the material and the width of the bending slot. The simple and convenient method is rough:
When the thickness of the plate is not more than 6mm, the bending radius of the plate can be directly used as the radius when the thickness is greater than 6mm and less than 12mm. The bending radius of the plate is generally 1.25 times to 1.5 times the thickness of the plate. When the thickness is not less than 12 mm, the bending radius in the plate is generally 2 to 3 times the thickness of the plate.
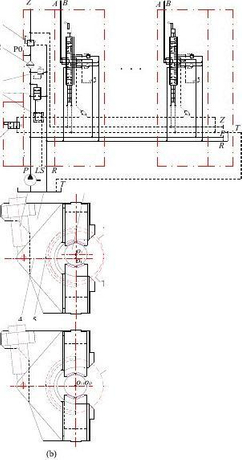
The following figure shows the bending radius, pressure and minimum bending height corresponding table provided by the bending machine manufacturer.

Code explanation:
V: bending notch width
R: bending radius
B: minimum bending height
S: sheet thickness

Note: The data with grayscale in the table is the pressure P (kN/m) required for bending, the maximum pressure of the bending machine is 1700kN, and the existing bending knife mouth V=12, 16, 25, 40, 50 five specifications, please Determine the bend with reference to the existing edge and bend length
Radius to calculate the exact spread length.
The above description is the pressure parameters of a bending machine and the width of the bending groove. The actual application is calculated according to the bending machine pressure and bending groove of the sheet metal processing factory.

 English
English Pусский
Pусский