








Wenn Sie Ihre Fertigungseffizienz steigern möchten, bietet die Biegeautomatisierung ESA S530 die Lösung. Dieses fortschrittliche System automatisiert den Biegeprozess, reduziert menschliche Eingriffe deutlich und sorgt gleichzeitig für eine gleichbleibend hohe Qualität. In diesem Artikel zeige ich, wie die ESA S530 die Produktivität steigert, indem sie schnelle Materialauswahl, präzise Biegeeinstellungen und einen insgesamt optimierten Betrieb ermöglicht und Ihnen hilft, mühelos hervorragende Ergebnisse zu erzielen.
Einführung
In der modernen Fertigung sind Effizienz und Präzision von größter Bedeutung. Die Biegeautomatisierung ESA S530 revolutioniert den Biegeprozess durch Automatisierung von Aufgaben, Reduzierung manueller Eingriffe und Sicherstellung gleichbleibender Produktqualität. Durch die Integration der ESA S530 können Hersteller ihre Produktivität deutlich steigern, Arbeitsabläufe optimieren und Fehler minimieren. Da Automatisierung für die Wettbewerbsfähigkeit unerlässlich ist, ESA S530 ist ein wichtiges Instrument, um auf dem heutigen Markt erfolgreich zu sein.
Programmausführung im Automatikmodus
Um die Produktivität mit der Biegeautomatisierung ESA S530 zu maximieren, ist es wichtig, die Programmausführung im Automatikmodus zu verstehen. Sobald Sie ein numerisches Programm eingegeben haben, optimiert die Ausführung im Automatikmodus den Biegeprozess, indem sie manuelle Eingaben reduziert und die Genauigkeit erhöht.
Drücken

um auf den automatischen Status zuzugreifen.
Die Biegeautomatisierung ESA S530 steigert die Produktivität deutlich durch die Optimierung der Programmausführung im Automatikbetrieb. So rationalisiert sie den Biegeprozess und sorgt für gleichbleibende Qualität:
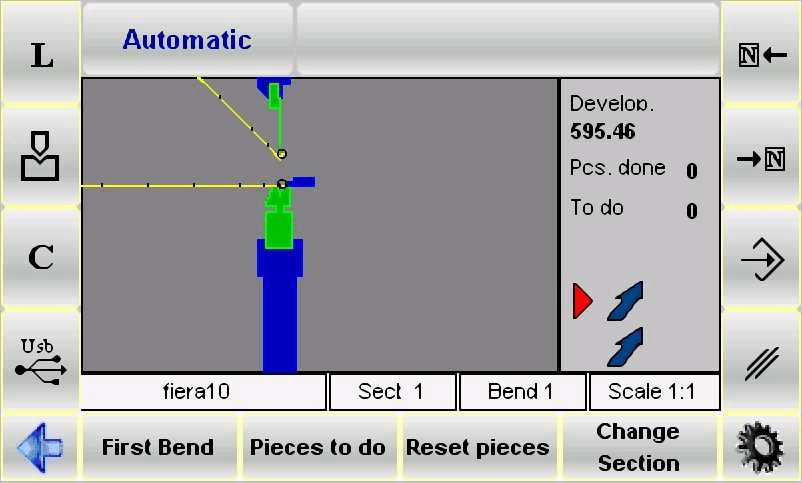
- Grafische automatische Maske: Bei Auswahl eines berechneten Grafikprogramms können Sie die Grafikmaske durch Drücken der [Grafik] Taste. Diese Funktion zeigt drei Fenster an:
- Hauptfenster: Veranschaulicht die oberen und unteren Maschinenteile, den Stempel und die Matrize wie im Programm eingegeben, das Werkstück vor und nach dem Biegen und die Stoppposition.
- Positionierungsfenster: Gibt Ihnen Anweisungen zur Positionierung des Werkstücks für jede Biegung, sei es durch Umdrehen oder Drehen der Metallplatte von der vorherigen Biegung.
- Datenfenster: Zeigt aktuelle Biegedaten und den Werkstückzähler an.
- Numerische automatische Maske: Im Automatikmodus kombiniert diese Maske Achszieldaten mit numerischen Eingabedaten. Programmdaten können in diesem Zustand zwar nicht geändert werden, die Option zur größeren Zeichenanzeige erleichtert jedoch das Ablesen der Achsziele. Für eine optimale Anzeige wechseln Sie je nach Bedarf zwischen größerer und kleinerer Zeichenanzeige.


Durch die Automatisierung dieser wichtigen Schritte mit ESA S530 minimieren Sie menschliche Eingriffe, was zu einem reibungsloseren, fehlerfreien Biegeprozess führt und die Gesamtproduktivität Ihrer Fertigungsabläufe steigert.
Automatische Zyklusausführung
- Automatischen Zyklus starten: Drücken Sie eine Taste, um den automatischen Zyklus zu starten. Die Positionierachsen positionieren sich automatisch.
- Biegung durchführen: Drücken Sie die Pedal nach unten um den Stößel abzusenken und die Biegung präzise auszuführen.
- Automatisches Zurücksetzen: Nach dem Biegen wird der Stößel zurückgesetzt und die Positionierachsen werden für die nächste Biegung angepasst.
- Wiederholungszyklus: Nach der letzten Biegung beginnt der Zyklus automatisch wieder bei der ersten Biegung.
Ausführung des Musterwerkstücks
Die Biegeautomatisierung ESA S530 steigert die Produktivität durch optimierte Biegedatenkorrektur. Mithilfe der halbautomatischen Maske können Bediener Winkel oder Längen direkt während der Ausführung eines Probewerkstücks anpassen. Dieser Prozess berücksichtigt Blechabweichungen und integriert Korrekturen direkt in das Programm, um präzise und konsistente Biegungen zu gewährleisten. Diese Automatisierung erhöht nicht nur die Genauigkeit, sondern beschleunigt auch die Produktionseffizienz.
Der Vorgang kann aus der AUTOMATIK-Maske wie folgt aktiviert werden:
- Drücken

- Drücken

zum Positionieren der Locatorachsen.
- Drücken Sie die Pedal nach unten um die Kurve zu machen.
- Messen Sie die vorgenommene Biegung hinsichtlich Biegelänge und -winkel.
Wenn Unstimmigkeiten festgestellt werden:
- Rufen Sie die Korrekturdaten auf, indem Sie auf

- Um eine allgemeine Korrektur über alle Schritte hinweg anzuwenden (ideal, wenn einheitliche Winkel erforderlich sind), geben Sie die Korrekturdaten unter der Werkstückspalte ein.
- Geben Sie für abschnittsspezifische Anpassungen die Daten in der Spalte „Abschnitt“ ein. Verwenden Sie für einzelne Biegungen die Spalte „Biegung“.
- Geben Sie die Korrekturdaten ein, um die Biegung anzupassen und zu verfeinern.

Durch die Reduzierung des Bedarfs an manuellen Eingriffen und die Möglichkeit systematischer Korrekturen maximiert die Biegeautomatisierung ESA S530 die Effizienz und gewährleistet eine gleichbleibende Qualität bei allen Biegevorgängen.
Korrekturdateneingabe
Die einzugebenden Korrekturdaten sind bei der Position der Locatorachsen in mm und beim Biegewinkel in Grad und werden im Programm zum Wert addiert.
Nachdem die Korrekturdaten eingegeben wurden:
- Drücken
- Verwenden Sie das System, um die Position der Ortungsachsen anzupassen, die nach Korrekturen möglicherweise geändert wurde.
- Wiederholen Sie die Biegung.
- Prüfen Sie, ob die Biegung korrekt ist:
- Wenn eine Biegung korrekt ist, wenden Sie mithilfe der Navigationstasten dasselbe Verfahren auf alle geplanten Biegungen an.
- Wenn nicht, passen Sie die aktuellen Biegedaten nach Bedarf an.
- Sobald die Korrekturen für alle Biegungen abgeschlossen sind, starten Sie den automatischen Zyklus ab der ausgewählten Biegung, indem Sie den entsprechenden Befehl drücken.
So stornieren Sie die Korrekturdaten
Drücken [Korrigieren verlieren.] , um die an den Korrekturen vorgenommenen Änderungen zu verwerfen. Die beim Zugriff auf die Maske vorhandenen Werte werden wiederhergestellt.
Materialtabelle
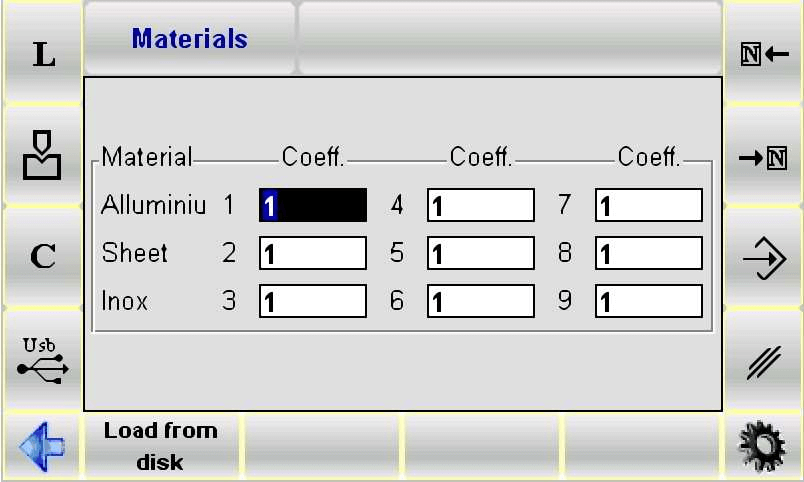
Die Materialtabelle enthält die Korrekturkoeffizienten der Dehnungsberechnung, aufgeteilt auf die 9 verfügbaren Materialien.
So greifen Sie auf die Materialtabellenmaske zu
Befolgen Sie die folgenden Schritte, um auf die Materialtabelle Maske:
- Rufen Sie die Korrekturmaske auf, indem Sie drücken
- Drücken Sie die [Materialtabelle] Schlüssel.
Es erscheint die in der Abbildung dargestellte Maske:
So verwenden Sie den Materialkoeffizienten
Um die Biegeautomatisierung des ESA S530 zu optimieren, rufen Sie die Materialtabelle auf, um Korrekturkoeffizienten festzulegen. Diese passen die Dehnungsberechnungen für Biegungen an und wirken sich auf neue und bestehende Programme aus. Der Standardkoeffizient ist 1. Änderungen beeinflussen die Dehnung (z. B. 2 Doppelte, 0,5 Halbe). Zulässige Werte liegen zwischen 0 und 9 mit zwei Dezimalstellen. Durch die Anpassung dieser Werte wird präzises und effizientes Biegen gewährleistet.
- Deaktivieren der Streckungsberechnung: Setzen Sie in der Biegeautomatisierung von ESA S530 die Koeffizienten auf 0, um die Dehnungsberechnung zu deaktivieren und die X-Berechnungen anzuhalten.
- Einsparungskoeffizienten: Drücken Sie die Speichertaste im ESA S530, um die eingegebenen Koeffizienten zu speichern.
- Belastungskoeffizienten: Verwenden [Von der Festplatte laden] in ESA S530, um Koeffizienten von einem USB-Stick zu laden oder sie mit zu verwalten [ALLES speichern] Und [ALLES laden] im Automatikbetrieb.
Clinchen-/Prägekoeffizient
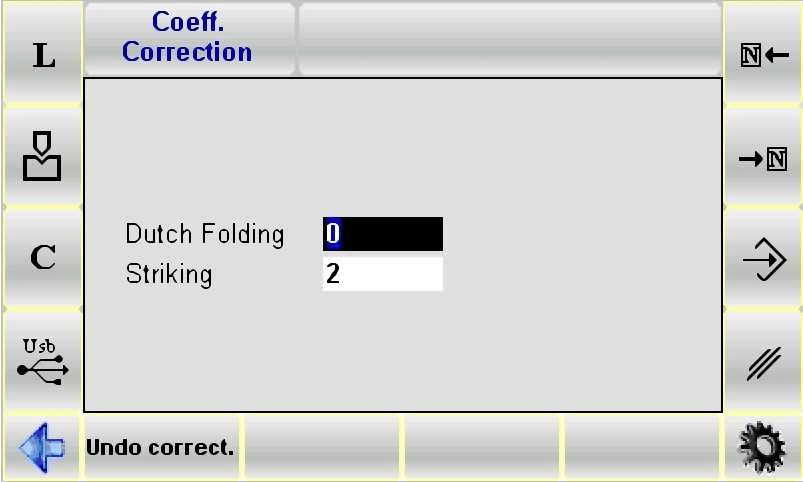
Der Korrekturkoeffizienten Die Maske enthält nur den Clinching-/Coining-Koeffizienten.
Zugriff auf die Korrekturkoeffizientenmaske
Um auf die Maske „Korrekturkoeffizienten“ zuzugreifen, gehen Sie wie folgt vor:
- Rufen Sie die Korrekturmaske auf, indem Sie drücken
- Drücken Sie die [Korrekturkoeff.] Schlüssel.
Es erscheint die in der Abbildung dargestellte Maske:
Verwendung von Clinching-/Prägekoeffizienten
Zugriff auf die Korrekturkoeffizienten Maske und geben Sie die Parameter ein.
Diese Parameter werden bei der BDC-Berechnung für alle Biegungen vom Typ Clinchen/Prägen verwendet.
- Einsparungskoeffizienten: Anpassungen werden beim Verlassen der Maske automatisch gespeichert, sodass Ihre Einstellungen mühelos erhalten bleiben.
- Änderungen rückgängig machen: Drücken Sie [Korrigieren verlieren.] um alle Änderungen rückgängig zu machen und bei Bedarf die ursprünglichen Werte wiederherzustellen.
Innenradiuskorrektur
Die Innenradiuskorrektur der Biegeautomation ESA S530 ermöglicht es dem Bediener, den in den Bearbeitungsdaten angezeigten Innenradius anzupassen. Dieser Radius kann mit verschiedenen Methoden neu berechnet werden, was sich auf die Berechnung von Werkstücklänge und -dehnung auswirkt. Detaillierte Anwendungsmodi finden Sie im Maschinenparameterhandbuch. Diese Funktion erhöht die Präzision und Flexibilität der ESA S530 bei Biegeprozessen.
DIN-Formelauswahl zur Dehnungsberechnung
Für präzise Streckberechnungen mit der Biegeautomation ESA S530 können Bediener die Standard-DIN-Formel wählen. Geben Sie dazu einfach „1“ für den allgemeinen Streckformelparameter ein. Dies gewährleistet Präzision bei Ihren Biegevorgängen, unterstützt durch verschiedene Innenradius-Anwendungsmodi, die in den Maschinenparametern verfügbar sind.
Programmprüfung
Im Biegeautomationssystem ESA S530 drücken Sie nach der Änderung die Taste zum Positionieren der Achsen. Das Programm prüft automatisch auf Fehler. Bei Fehlern erscheint eine Meldung, und das Programm bleibt im STOPPEN Status im halbautomatischen Modus.
Autolearning-Zyklus
Wenn Standardbiegeziele nicht anwendbar sind, wie z. B. bei abgerundeten Stempeln, kann der Autolernzyklus des Biegeautomatisierungssystems ESA S530 im halbautomatischen Modus verwendet werden. Dadurch können Bediener das Biegeziel manuell bestimmen, ohne mit dem nächsten Schritt fortfahren zu müssen.
Zu den Methoden zum Anpassen des Ziels am Ende der Biegung gehören:
- Wenn das zu erreichende Ziel höher liegt als das berechnete Ziel am Ende der Kurve, kann das Ziel nur durch Verwendung des Pedals erreicht werden.
- Wenn das zu erreichende Ziel niedriger ist als das berechnete Biegeziel, muss der Bediener die Wiederaufstieg zum OT mit Aufstiegsfreigabe Geben Sie die Eingabe ein, lassen Sie das Pedal am Ende des Biegeziels los und verwenden Sie diese beiden Tasten, mit denen sich der Stößel jeweils um ein Zehntel Millimeter nach oben oder unten bewegen kann.


Der Vorgang kann aus der Maske HALBAUTOMATISCH wie folgt aktiviert werden:
- Drücken
- Drücken
zum Positionieren der Locatorachsen.
- Drücken Sie die Pedal nach unten die Kurve machen;
- Suchen Sie den gewünschten Biegepunkt mit Hilfe der zuvor beschriebenen Vorgehensweise.
- Drücken [AutoLear. Y].
- Drücken Sie die Pedal hoch.
Wiederholen Sie den Vorgang für alle Biegungen im Programm. Verwenden Sie die

oder

Tasten, um zwischen den verschiedenen Biegungen zu wechseln.
Wenn das automatische Lernen für alle Biegungen abgeschlossen ist:
- Drücken

und das Programm ab der ersten Kurve durchlaufen.
Häufig gestellte Fragen (FAQ)
Kann die Biegeautomatisierung ESA S530 mit verschiedenen Materialien arbeiten?
Ja, die Biegeautomatisierung ESA S530 enthält eine umfassende Materialtabelle, die den Benutzern bei der Auswahl der richtigen Materialeigenschaften hilft und so ein präzises Biegen für eine breite Palette von Materialien gewährleistet.
Was sind DIN-Formeln und in welcher Beziehung stehen sie zur Biegeautomatisierung ESA S530?
Für die Dehnungsberechnung während des Biegeprozesses werden DIN-Formeln verwendet. ESA S530 ermöglicht die Auswahl der passenden DIN-Formel, um eine präzise Dehnung und genaue Endproduktabmessungen zu gewährleisten.
Wie kann die Programmprüfung den Biegeprozess verbessern?
Die Programmprüfung ermöglicht es Bedienern, Programmeinstellungen und -korrekturen vor der Ausführung zu überprüfen. Dies reduziert die Fehlerwahrscheinlichkeit und gewährleistet einen reibungslosen, effizienten und fehlerfreien Biegeprozess mit der ESA S530 Biegeautomation.
Abschluss
Die Biegeautomatisierung ESA S530 steigert die Produktivität deutlich, indem sie den Biegeprozess durch automatische Programmausführung, präzise Materialauswahl und präzise Anwendung von Clinch-/Prägekoeffizienten optimiert. Durch die Nutzung der Materialtabelle und die notwendigen Innenradiuskorrekturen können Bediener eine hervorragende Biegeleistung und Produktqualität sicherstellen. Die Auswahl der passenden DIN-Formel zur Dehnungsberechnung und gründliche Programmprüfungen tragen zusätzlich zur Fehlerminimierung und Effizienzmaximierung bei.
Optimieren Sie Ihre Fertigungsabläufe mit der ESA S530 Biegeautomatisierung. Für detaillierte Unterstützung, zusätzliche Ressourcen oder Fragen kontaktieren Sie unser Team. Auf unserer Website finden Sie umfassendere Dokumentationen und weitere Materialien zur weiteren Optimierung Ihrer Produktionskapazitäten.



