








Tryb półautomatyczny ESA S840 to potężne narzędzie do wstępnej produkcji, które pozwala na wykonywanie pojedynczych etapów gięcia, weryfikację wyników i wprowadzanie korekt w czasie rzeczywistym przed przejściem do produkcji w pełni automatycznej. Niezależnie od tego, czy chcesz zapewnić dokładność pierwszego elementu, skalibrować kąty, czy bezpiecznie przetestować nowy program, ten tryb zapewnia pełną kontrolę. W tym artykule pokażę Ci, jak bezpiecznie uruchomić tryb półautomatyczny ESA S840, w tym jak go uruchomić, zrozumieć zasady korekcji, zastosować korekty kąta i zderzaka tylnego, korzystać z funkcji akwizycji danych oraz ręcznie znaleźć prawidłową pozycję gięcia. Niezależnie od tego, czy jesteś technikiem instalacyjnym, czy operatorem, ten przewodnik pomoże Ci bezpiecznie i pewnie wykonywać pracę w trybie półautomatycznym.
Jak przejść do trybu półautomatycznego ESA S840
Przejście do trybu półautomatycznego ESA S840 jest proste. Kliknij ikonę paska nawigacyjnego, aby przejść do półautomatycznego trybu przedprodukcyjnego. Interfejs wyświetli aktualny krok gięcia, a system będzie gotowy do wykonywania kolejnych kroków.
Po naciśnięciu przycisku start system wykonuje bieżący krok roboczy produktu. Po jego zakończeniu maszyna nie przełączy się automatycznie do następnego procesu. Zamiast tego pozostaje w bieżącym kroku, umożliwiając korektę parametrów i przeprowadzenie weryfikacji. Ten proces pozwala korygować parametry kąta i długości dla wszystkich etapów gięcia po kolei. Wartości korekcji są automatycznie synchronizowane z programem.
Zrozumienie interfejsu trybu półautomatycznego
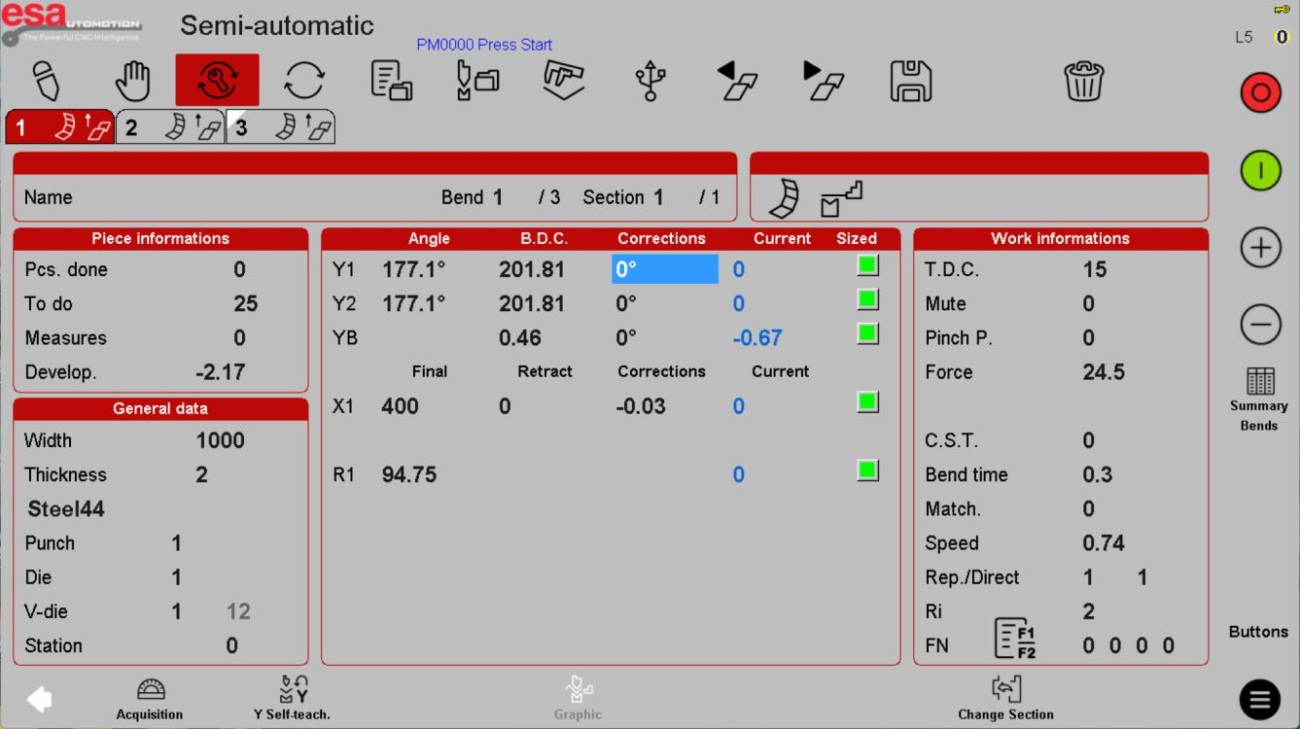
W trybie półautomatycznym ESA S840 na ekranie głównym wyświetlane są następujące informacje:
- Numer kroku gięcia (np. Zakręt 1 z 3)
- Wartości kątów dla Y1 i Y2 (zaprogramowanych i rzeczywistych)
- BDC (dolny martwy punkt) pozycje
- Pola korekcyjne dla osi Y1, Y2, YB i osi zderzaka tylnego (X1, R1)
- Dane ogólne (szerokość, grubość, materiał, obróbka)
- Informacje o pracy
Kolumny “Aktualny” i “Rozmiar” pozwalają na porównywanie zaprogramowanego kąta z wartością skorygowaną w czasie rzeczywistym.
Jak stosować korekty w trybie półautomatycznym
Zasady korekcji kątów
W trybie półautomatycznym ESA S840 można kalibrować obie strony suwaka (Y1 i Y2). Po wprowadzeniu wartości w polu korekcji Y1, jest ona automatycznie kopiowana do pola Y2.
Przykład – nadmierne wygięcie (zbyt duży kąt):
- Wartość zaprogramowana: 90°
- Rzeczywisty kąt obróbki: 92°
- Potrzebna korekta: -2° (wprowadź -2)
Przykład – zagięcie pod kątem (za mały kąt):
- Wartość zaprogramowana: 90°
- Rzeczywisty kąt obróbki: 88°
- Potrzebna korekta: +2° (wprowadź +2)
Korekta dla YB (kompensacja ugięcia)
Jeśli Twoja maszyna jest wyposażona w układ kompensacji ugięcia, możesz również skalibrować YB. Wprowadź wartość korekcji, postępując zgodnie z tą samą logiką: dodatnią, aby zwiększyć, ujemną, aby zmniejszyć.
Korekta dla wału tylnego zderzaka (X, R)
Przykład – przekroczenie osi X:
- Zaprogramowana wartość X: 100 mm
- Rzeczywista zmierzona pozycja: 102 mm
- Potrzebna korekta: -2 mm
Przykład – niedoszacowanie osi X:
- Zaprogramowana wartość X: 100 mm
- Rzeczywista zmierzona pozycja: 98 mm
- Potrzebna korekta: +2 mm
Jak korzystać ze strony głównej kalibracji
Kliknij wartość korekty na stronie głównej trybu półautomatycznego ESA S840. System wyświetli okno dialogowe korekty, w którym możesz wprowadzić wartość korekty i wybrać jej rodzaj.

Typy korekt
| Typ | Opis |
|---|---|
| Cały program | Kopiuje wartość korekcji do wszystkich kroków programu |
| Program z tego samego kąta | Kopiuje tylko do kroków, które mają ten sam zaprogramowany kąt |
| Tylko bieżący krok | Korekta dotyczy tylko bieżącego kroku gięcia (domyślnie, jeśli nie wybrano innego typu) |
Najlepsza praktyka: W przypadku weryfikacji pierwszej części, zacznij od opcji “Tylko bieżący krok”. Po potwierdzeniu, że poprawka działa, możesz ją zastosować do opcji “Ten sam kąt” lub “Cały program”, aby zaoszczędzić czas.
Jak korzystać ze strony kalibracji (osobne okno)
Kliknij ikonę strony kalibracji na pasku nawigacyjnym. Otworzy się osobne okno, w którym możesz zmierzyć kąt, uzyskać wartości odchyleń i edytować poprawki.
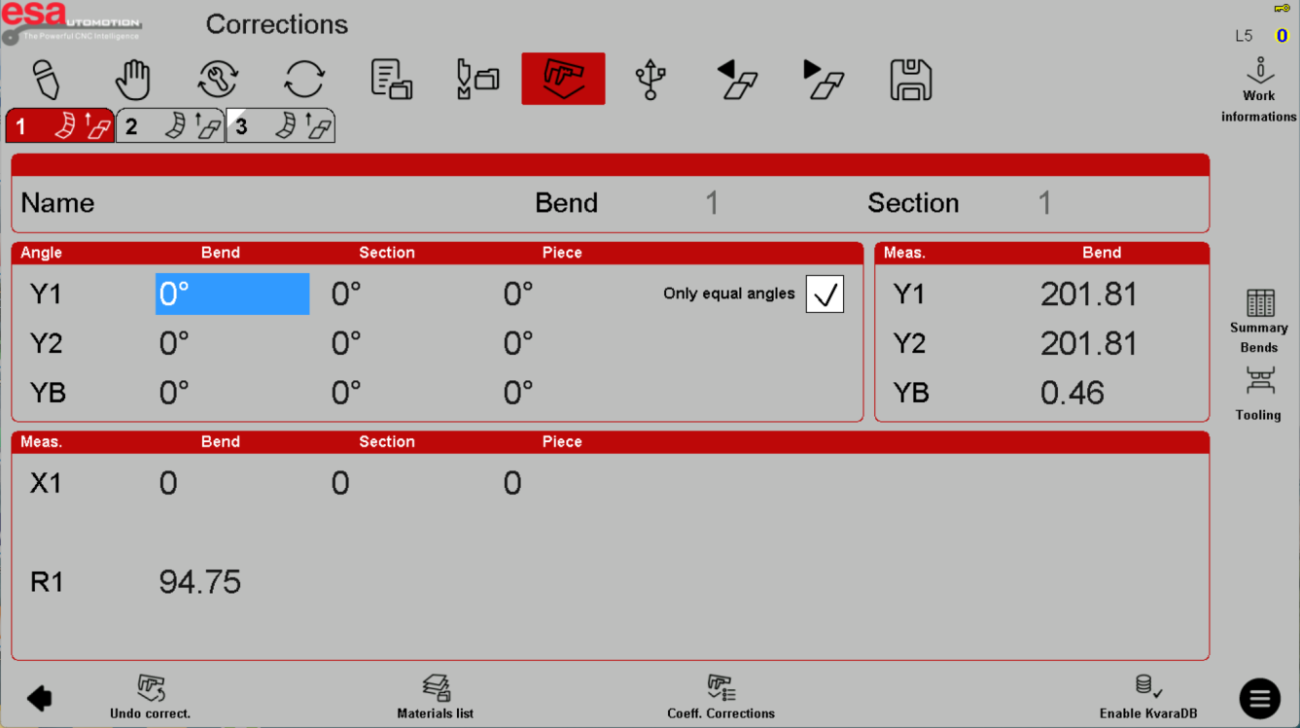
W tym oknie możesz wybrać:
- Pochylenie się: Popraw wybraną sekwencję kroków gięcia
- Sekcja: W przypadku wielu sekcji popraw kąt wybranej sekcji
- Blacha: Skalibruj wszystkie kroki gięcia programu
- Tylko pod tym samym kątem: Zmiany będą dotyczyć tylko stopni o tym samym kącie
Aktualna wartość programowania osi Y wyświetlana jest po prawej stronie okna, w celach informacyjnych.
Jak uzyskać rzeczywiste pomiary kątów (funkcja akwizycji)
Jedną z najpotężniejszych funkcji trybu półautomatycznego ESA S840 jest Nabytek Funkcja. Klikając ikonę u dołu interfejsu, można uzyskać rzeczywiste zmierzone wartości kątów, a system automatycznie wygeneruje wartości kalibracji dla Y1, Y2 i YB.

Akwizycja krok po kroku
- Wykonaj gięcie w trybie półautomatycznym
- Zmierz rzeczywisty kąt wygiętej części za pomocą zewnętrznego kątomierza lub urządzenia do pomiaru kąta
- Na stronie akwizycji w polu “Akwizycja” wprowadź zmierzony kąt
- Trzask Potwierdzać
- System automatycznie oblicza wymaganą wartość korekty i dodaje ją do istniejącej korekty
Automatycznie generowane wartości korekcji kumulują się na podstawie istniejących korekt. Kroki o tym samym kącie będą korygowane jednocześnie.
Uzyskanie kąta środkowego (YB)
Gdy maszyna jest wyposażona w urządzenie kompensujące odchylenie, wartość YB wpływa na kąt w środku produktu. Aby skorygować YB:
- Trzask uwzględnij/wyklucz odszkodowanie aby aktywować korekcję ugięcia
- Wprowadź rzeczywisty zmierzony kąt środkowy
- Trzask Potwierdzać – system automatycznie generuje wartość korekty YB
- Stopnie o tym samym kącie również będą miały skorygowane odchylenie
Jak ręcznie znaleźć prawidłową pozycję Y (odczyt pozycji Y)
W szczególnych przypadkach, gdy system nie może obliczyć odpowiedniej pozycji gięcia – np. Uderzanie (duże łuki zgięte), prasowanie krawędzi, Lub tworzenie się – możesz skorzystać z funkcji odczytu pozycji Y na stronie półautomatycznej.
Zamiar
Ręcznie znajdź rzeczywisty wymagany LDC (dolny martwy punkt gięcia), jeśli obliczenia oparte na kącie się nie sprawdzają.
Procedura
- Przesuń suwak w dół do pozycji zbliżonej do pożądanej głębokości gięcia
- Użyj pedał nożny Lub przyciski jog dostroić
- Gdy znajdziesz właściwą pozycję, naciśnij Zatrzymywać się i zwolnij pedał nożny
- Aktualna wartość pozycji Y zostanie zapisana w zaprogramowanej wartości
- System automatycznie przełącza się z tryb gięcia kątowego (wartość zaprogramowana = kąt, np. 90°) do tryb gięcia pozycji (zaprogramowana wartość = 0, oznaczająca pozycję bezwzględną)
Elementy sterujące precyzyjną regulacją
| Działanie | Kontrola |
|---|---|
| Przesuń w dół o 0,01 mm | Przycisk Start |
| Przesuwaj się w górę/w dół co 0,1 mm | Przyciski +/- |
| Powrót do wyższej pozycji | Użyj pedału powrotnego |
| Przesuń poniżej bieżącej pozycji | Włącz sygnał powrotu pedału nożnego, przytrzymaj pedał nożny w dół, i kliknij przycisk Start (ruch 1+2) |
Uwaga dotycząca bezpieczeństwa: Zawsze zwalniaj pedał nożny przed dokonywaniem regulacji. Nigdy nie sięgaj w obszar gięcia, gdy suwak jest w ruchu.
Wskazówki dotyczące bezpieczeństwa podczas korzystania z trybu półautomatycznego
Podczas korzystania Tryb półautomatyczny ESA S840, postępuj zgodnie z poniższymi wytycznymi bezpieczeństwa:
Po wprowadzeniu korekt, powtórz ten sam krok ponownie, aby sprawdzić, czy poprawka zadziałała, zanim przejdziesz do następnego kroku
Zawsze sprawdzaj numer kroku przed naciśnięciem przycisku Start – możesz być na innym etapie, niż myślisz
Użyj sterowania jedną ręką lub pedałem nożnym celowo – unikaj przypadkowego podwójnego kliknięcia
Trzymaj ręce z dala strefy gięcia podczas ruchu suwaka
Zatrzymaj się natychmiast jeśli widzisz lub słyszysz coś nietypowego
Nigdy nie wyłączaj kurtyn świetlnych ani blokad bezpieczeństwa – tryb półautomatyczny nie jest skrótem od niebezpiecznej obsługi
Często zadawane pytania (FAQ)
Czy tryb półautomatyczny jest bezpieczniejszy niż tryb w pełni automatyczny?
Tryb półautomatyczny ESA S840 jest bezpieczniejszy do weryfikacji programu, ponieważ zatrzymuje się po każdym gięciu, dając czas na kontrolę. Jednak siłownik nadal porusza się z pełną siłą. Nigdy nie popadaj w samozadowolenie – trzymaj ręce z dala i stosuj zabezpieczenia.
Co mam zrobić, jeśli wprowadzona przeze mnie wartość korekcji powoduje pogorszenie wygięcia?
Natychmiast przerwij. Zanotuj nieprawidłową korektę, a następnie przywróć ją do poprzedniej wartości lub zera. Przetestuj ponownie z mniejszą korektą. Nigdy nie kontynuuj z błędną korektą – może to spowodować uszkodzenie narzędzia lub części.
Wniosek
Działanie ESA S840 Bezpieczna praca w trybie półautomatycznym wymaga poszanowania mocy maszyny, jasnego zrozumienia zasad korekcji i zdyscyplinowanej obsługi. Przestrzegając listy kontrolnej przed rozpoczęciem pracy, ostrożnie wprowadzając korekty, korzystając z funkcji odczytu położenia Y małymi krokami i zawsze trzymając ręce z dala od obszaru gięcia, można weryfikować programy i wytwarzać wysokiej jakości części bez żadnych incydentów. Pamiętaj: bezpieczeństwo nie jest opcjonalne. Przeszkol swój zespół, stosuj zabezpieczenia maszyn i nigdy nie pomijaj blokad bezpieczeństwa.
Aby uzyskać bardziej szczegółowe wsparcie dotyczące bezpiecznego użytkowania prasy krawędziowej ESA S840 w trybie półautomatycznym lub w przypadku jakichkolwiek pytań dotyczących prasy krawędziowej HARSLE, prosimy o kontakt z naszym zespołem wsparcia technicznego. Jesteśmy tu po to, aby pomóc Ci pracować bezpiecznie i wydajnie.



