








Листогибочный пресс Точки смазки — одна из самых частых тем, о которых меня спрашивают в повседневной работе, особенно операторы, стремящиеся обеспечить точность и надежность своих станков. Ответ заключается не просто в “любой движущейся части”, а в наборе конкретных мест, которые напрямую влияют на движение ползуна, точность гибки, износ компонентов и долговременную стабильность работы станка. В этой статье я поделюсь реальным опытом работы в цехе, чтобы объяснить, какие точки смазки наиболее важны на листогибочном прессе, почему они критически важны и как правильные методы смазки помогают предотвратить проблемы с точностью и неожиданные простои.
Почему точки смазки листогибочного пресса важны для точности и срока службы

Правильная смазка — это не только снижение трения. Ключевые точки смазки листогибочного пресса обеспечивают плавное перемещение ползуна, равномерное распределение усилия и стабильное положение при каждом изгибе. Если пренебрегать этими точками, операторы часто сталкиваются с такими симптомами, как неравномерные углы изгиба, посторонний шум, повышенная вибрация или преждевременный износ дорогостоящих компонентов. По моему опыту, многие “проблемы с точностью” на самом деле являются замаскированными проблемами смазки.
Основные точки смазки на Листогибочный пресс Никогда не следует игнорировать
Направляющие и скользящие поверхности поршня

Направляющие ползуна являются одними из наиболее важных точек смазки листогибочного пресса. Они направляют вертикальное перемещение ползуна и напрямую влияют на параллельность верхней и нижней балок. Если эти направляющие сухие или загрязненные, ползун может перемещаться неравномерно, вызывая изменение угла наклона по всей длине гибки. Я всегда рекомендую сначала очистить направляющие и нанести соответствующую смазку, указанную производителем, а не использовать универсальную смазку.
Линейные направляющие заднего упора и шариковые винты
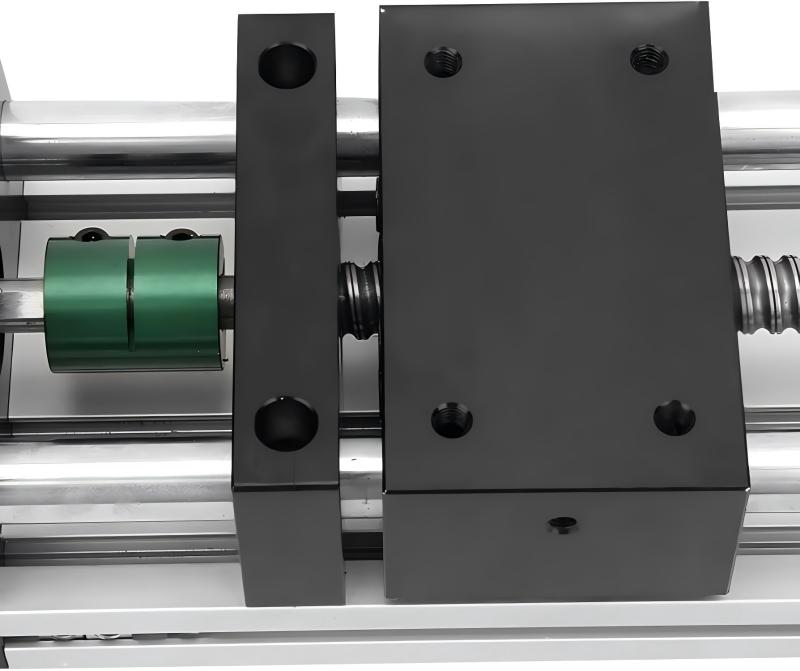
Точность заднего упора в значительной степени зависит от смазки. Линейные направляющие и шариковые винты являются прецизионными компонентами, и даже незначительное трение может привести к ошибкам позиционирования. Надлежащая смазка в этих точках смазки листогибочного пресса обеспечивает плавное и повторяемое перемещение заднего упора и снижает нагрузку на двигатель. В условиях высокопроизводительного производства эти компоненты следует проверять и смазывать чаще.
Компоненты и рычаги привода Ram
В гидравлических листогибочных прессах система привода ползуна включает в себя механические тяги и точки соединения, требующие регулярной смазки. Эти точки смазки листогибочного пресса помогают поддерживать синхронизированное движение и снижать механическое напряжение. При пренебрежении этими зонами операторы могут заметить непостоянную глубину гибки или ненормальный механический шум во время работы.
Подвижные части системы прогиба
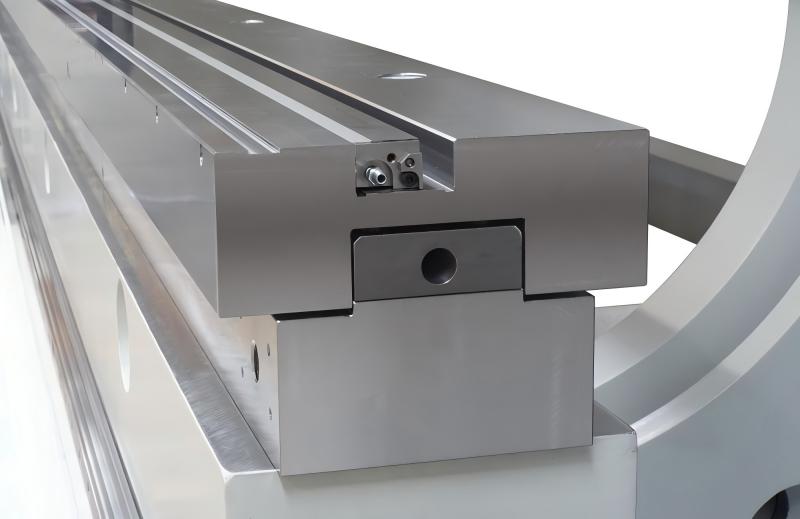
В системах ручной или ЧПУ-коррекции выпуклости используются скользящие блоки, клинья или механические регулировочные элементы. Эти точки смазки листогибочного пресса часто упускаются из виду, но они играют важную роль в поддержании прямолинейности изгибов по всей длине заготовки. Недостаток смазки в этих местах может привести к неравномерной компенсации выпуклости и видимым дефектам изгиба.
Механизмы зажима инструмента и быстрой смены инструмента
Системы зажима инструмента могут показаться неочевидными точками смазки, но они имеют решающее значение для безопасной и стабильной установки инструмента. Легкая смазка зажимных поверхностей и движущихся частей помогает предотвратить заклинивание, неравномерное усилие зажима и ускоренный износ. Это также делает ежедневную замену инструмента быстрее и безопаснее для операторов.
Как правильно смазывать точки смазки листогибочного пресса
Шаг 1: Очистка перед смазкой
Перед нанесением любой смазки я всегда тщательно очищаю точки смазки. Грязь, металлическая пыль и старое масло могут превратить свежую смазку в абразивную пасту. Уже один этот шаг может значительно продлить срок службы компонентов.
Шаг 2: Используйте подходящую смазку для каждой точки.

Не для всех точек смазки листогибочного пресса требуется одинаковая смазка. Направляющие рельсы, шариковые винты и системы прогиба часто нуждаются в специальных маслах или смазках с заданной вязкостью. Использование неподходящего продукта может вызвать чрезмерное сопротивление или притягивать загрязнения.
Шаг 3: Соблюдайте регулярный график смазки.
Смазка должна быть частью структурированного плана технического обслуживания листогибочных прессов. Для станков с высокой интенсивностью эксплуатации может потребоваться ежедневная или еженедельная смазка, в то время как для станков с меньшей интенсивностью эксплуатации интервалы могут быть больше. Последовательность гораздо важнее, чем эпизодическая чрезмерная смазка.
Распространённые ошибки при смазке листогибочных прессов, которые я наблюдаю в цехах.
Одна из распространенных ошибок — смазка только при появлении проблемы. К тому времени износ часто уже начался. Другая проблема — чрезмерная смазка, которая может притягивать пыль и мусор. Наконец, многие операторы забывают о скрытых точках смазки листогибочных прессов, таких как механизмы формирования выпуклостей или внутренние направляющие поверхности, просто потому что они не сразу видны.
Вопросы и ответы
Как часто следует проверять точки смазки листогибочного пресса?
В большинстве производственных сред критически важные точки смазки следует ежедневно визуально проверять и смазывать еженедельно. В условиях высоких скоростей или интенсивной эксплуатации может потребоваться более частое внимание.
Может ли недостаточная смазка действительно повлиять на точность гибки?
Да. Неравномерная смазка может вызывать нерегулярное движение ползуна, ошибки позиционирования заднего упора и непостоянную выпуклость, что напрямую влияет на точность гибки.
Для смазки листогибочного пресса следует использовать консистентную смазку или масло?
Это зависит от конкретных точек смазки листогибочного пресса. Для направляющих и шариковых винтовых передач часто требуются специальные масла или смазки, рекомендованные производителем. Всегда следуйте техническим рекомендациям, а не гадайте.
Какие признаки указывают на недостаточную смазку листогибочного пресса?
К распространенным признакам относятся ненормальный шум, повышенная вибрация, неравномерные углы изгиба, замедление движения заднего упора и видимый износ направляющих поверхностей.
Заключение
Понимание и поддержание в рабочем состоянии ключевых точек смазки листогибочного пресса — один из самых простых, но эффективных способов обеспечить точность гибки, снизить износ и продлить срок службы станка. От направляющих и задних упоров до механизмов формирования выпуклостей и зажимных устройств — каждая точка смазки играет важную роль в стабильном производстве. Правильная очистка, использование соответствующих смазочных материалов и соблюдение регулярного графика технического обслуживания позволяют предотвратить многие распространенные проблемы листогибочных прессов еще до их возникновения. Если вам необходимы более подробные рекомендации или советы для конкретной модели, обратитесь в техническую службу HARSLE или ознакомьтесь с другой нашей документацией по техническому обслуживанию листогибочных прессов.



