








Tube Bender Deep Maintenance is often the first topic that comes up when a tube bending machine has been operating for many years and performance starts to decline. If you are looking for a clear, practical guide to understand where deep maintenance should begin, you are in the right place. In this article, I will explain the first and most critical inspection points after long-term tube bender usage, focusing on the factors that truly affect accuracy, operational stability, and unplanned downtime in real production environments. With the right priorities, you can reduce unnecessary repairs and restore your machine to a reliable working condition as efficiently as possible.
Why Tube Bender Deep Maintenance Matters After Long-Term Use
Tube benders operate under continuous mechanical stress, repeated clamping forces, and precise motion control. After long-term operation, wear does not occur evenly. Some components degrade quietly while others fail suddenly. Tube Bender Deep Maintenance is not just an extended version of daily checks; it is a systematic inspection that identifies hidden risks before they lead to accuracy loss or unexpected shutdowns.
Ignoring deep maintenance often results in inconsistent bending angles, unstable bending radii, increased scrap rates, and rising repair costs. By checking the right components first, I can usually pinpoint root causes early and significantly extend machine service life.
Mechanical Structure Checks for Tube Bender Deep Maintenance
Inspect the Machine Frame and Structural Alignment

The first step in Tube Bender Deep Maintenance is checking the overall machine structure. I always inspect the main frame, bending head mounting points, and base anchors. Long-term vibration and heavy-load bending can cause micro-deformation or loosening of structural bolts.
Even small alignment deviations can affect bending accuracy, especially for CNC tube benders producing tight-radius or multi-bend parts. I recommend checking frame levelness and re-tightening anchor bolts according to torque specifications before moving on to precision components.
Check Clamping Units and Pressure Stability
Clamping systems work under high pressure during every bending cycle. Over time, wear on clamping dies, pressure plates, and cylinders leads to slipping or uneven force distribution. During Tube Bender Deep Maintenance, I inspect clamping surfaces for polishing marks, cracks, or deformation.
I also verify hydraulic or servo pressure stability. Inconsistent clamping force is a common cause of tube rotation errors and angle deviation, even when the control system appears normal.
Motion and Transmission System Inspection
Evaluate Guide Rails and Linear Bearings

Guide rails and linear bearings directly influence bending head positioning accuracy. In long-term operation, lubrication degradation and metal debris accumulation are common. For proper Tube Bender Deep Maintenance, I clean guide rails thoroughly and check for scoring or abnormal wear patterns.
If resistance is uneven during manual movement, this is an early warning sign that bearings may need adjustment or replacement.
Inspect Ball Screws, Chains, and Gearboxes
Transmission components such as ball screws, chains, and reduction gearboxes experience cumulative fatigue. I always check backlash, noise, and vibration levels. Excessive backlash directly affects bending repeatability.
During deep maintenance, lubrication should be renewed, and seals inspected. This step alone often restores lost positioning precision in older CNC tube benders.
Hydraulic and Lubrication System Priorities
Check Hydraulic Oil Condition and Filtration

Hydraulic systems are often underestimated in Tube Bender Deep Maintenance. I start by checking oil color, viscosity, and contamination. Darkened oil or metallic particles indicate internal wear.
Filters should be replaced, not just cleaned, during deep maintenance. Clean oil improves valve response, stabilizes pressure control, and protects cylinders from accelerated wear.
Verify Lubrication Points and Distribution Lines
Automatic lubrication systems may appear functional while delivering insufficient oil. I manually verify lubrication points on rotating and sliding components. Blocked or leaking lines are common after long-term use and must be corrected to prevent rapid wear after maintenance is completed.
Electrical and Control System Checks
Inspect Sensors and Feedback Devices
Sensors play a critical role in modern Tube Bender Deep Maintenance. Angle sensors, position encoders, and proximity switches should be checked for alignment and signal stability. Small sensor deviations can cause large bending errors without triggering alarms.
I recommend recalibrating key sensors after mechanical maintenance to ensure the control system reflects actual machine conditions.
Check Wiring, Connectors, and Control Cabinets

Long-term operation exposes electrical components to vibration, oil mist, and temperature changes. During deep maintenance, I inspect cable routing, connector tightness, and grounding integrity. Loose connectors are a frequent source of intermittent faults and unexplained machine stops.
Tooling and Bending Accuracy Verification
Inspect Mandrels, Dies, and Wipers
Tooling condition directly affects finished part quality. For effective Tube Bender Deep Maintenance, I check mandrels for wear, bending dies for surface damage, and wipers for deformation. Even slightly worn tooling can distort bending radius consistency.
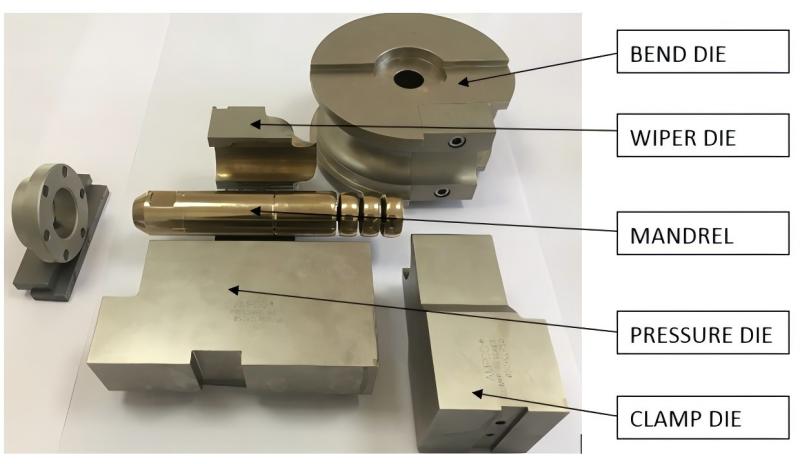
Replacing worn tooling at this stage prevents misdiagnosing accuracy issues as machine failures.
Perform Test Bends and Accuracy Validation
After completing mechanical, hydraulic, and electrical checks, I always perform controlled test bends. Measuring angle repeatability and radius consistency confirms whether deep maintenance has addressed underlying problems.
This step transforms maintenance work into measurable results rather than assumptions.
FAQ
How often should Tube Bender Deep Maintenance be performed?
I recommend deep maintenance after extended continuous use, typically every 12 to 24 months, or sooner if accuracy degradation or frequent alarms occur.
Is Tube Bender Deep Maintenance different from regular maintenance?
Yes. Regular maintenance focuses on cleaning and lubrication, while Tube Bender Deep Maintenance involves structural inspection, precision alignment, and system-level evaluation.
Can deep maintenance reduce unexpected downtime?
Absolutely. By identifying hidden wear and instability early, deep maintenance significantly reduces unplanned shutdowns and emergency repairs.
Should deep maintenance include software or parameter checks?
Yes. After mechanical adjustments, control parameters and sensor calibrations should be verified to match actual machine conditions.
Conclusion
Tube Bender Deep Maintenance is not about checking everything at once, but about checking the right things first. By starting with structural integrity, motion systems, hydraulic stability, and sensor accuracy, I can quickly restore performance and prevent long-term damage. A well-executed deep maintenance plan improves bending accuracy, extends machine life, and stabilizes production output.
If you are unsure where to begin or need professional guidance for your tube bender, feel free to contact our team at HARSLE or explore our related maintenance documentation for deeper technical support.



