








Tube Bender Return Stroke Problems can disrupt the bending cycle and slow down your entire production workflow. If you’re trying to figure out why these issues occur and how to diagnose them effectively, you’ve come to the right place. In this guide, I’ll break down the most common causes behind return stroke failures, show you the key symptoms to watch for, and offer practical steps you can apply immediately. Whether you’re maintaining a hydraulic tube bender or troubleshooting everyday operational faults, this article will help you pinpoint the real problems and get your machine running smoothly again.
Understanding Tube Bender Return Stroke Problems

Return stroke issues occur when the bending cylinder fails to return to its starting position smoothly, consistently, or at all. These problems can be mechanical, electrical, or hydraulic in nature, and understanding the category helps you troubleshoot faster.
Why Return Stroke Matters in Tube Bending Accuracy
The return stroke resets the bending head for the next cycle. When it becomes slow, incomplete, or stuck, your bending angles become inconsistent, cycle times increase, and machine wear accelerates. This is especially noticeable when bending tight-radius tubes or working with high-strength materials.
Hydraulic Causes of Tube Bender Return Stroke Problems
Most return stroke failures originate from hydraulic issues. Below are the most common ones I’ve encountered when supporting customers.
Low or Contaminated Hydraulic Oil

Dirty, oxidized, or insufficient hydraulic oil increases internal friction and prevents the cylinder from retracting smoothly.
A simple oil inspection can reveal whether the oil is foamy, dark, or has metal particles. Contaminated oil also causes overheating, which leads to sluggish return movement.
Faulty Hydraulic Valves or Solenoids
Directional control valves regulate the switching between forward and return strokes. If they stick, leak internally, or fail electronically, the cylinder won’t retract even if the pump is functioning correctly.
I always recommend checking valve spools, coil voltage, and internal seals during troubleshooting.
Air Trapped in the Hydraulic System
Air pockets reduce system pressure during the return cycle. When the cylinder retracts inconsistently or vibrates, trapped air is often the culprit.
Bleeding the system properly eliminates this issue and restores stable movement.
Weak or Damaged Return Circuit Components

Several components in the return circuit—such as check valves, pressure relief valves, and accumulator systems—directly influence the return speed. If any of these become weak or clogged, the return stroke feels slow or incomplete.
Mechanical Causes of Tube Bender Return Stroke Problems
Cylinder Seal Wear or Internal Leakage

A worn or scratched piston seal allows oil to bypass internally, reducing pressure during retraction. The cylinder may reach the return position only partially or require multiple cycles.
If I hear hissing sounds or see external oil seepage, I inspect the seals immediately.
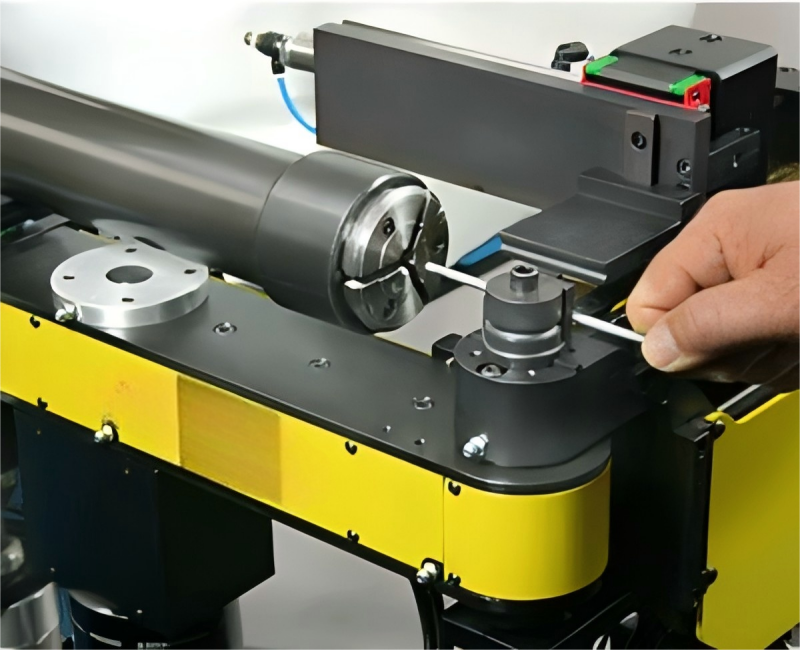
Bent or Misaligned Guide Components
The bending head and its guide rails must remain perfectly aligned. Misalignment increases friction, making it difficult for the cylinder to retract smoothly.
This issue is more common after accidental collisions or improper loading of heavy tubes.
Lack of Mechanical Lubrication
Insufficient lubrication on sliding surfaces causes mechanical drag. A simple lubrication schedule significantly improves return stroke smoothness.
Electrical Causes of Tube Bender Return Stroke Problems
Sensor Misalignment or Faulty Proximity Switches
Most tube benders rely on limit switches or proximity sensors to signal when the cylinder should return. If these sensors lose alignment or fail, the machine won’t initiate the return cycle.
Controller Parameter Errors
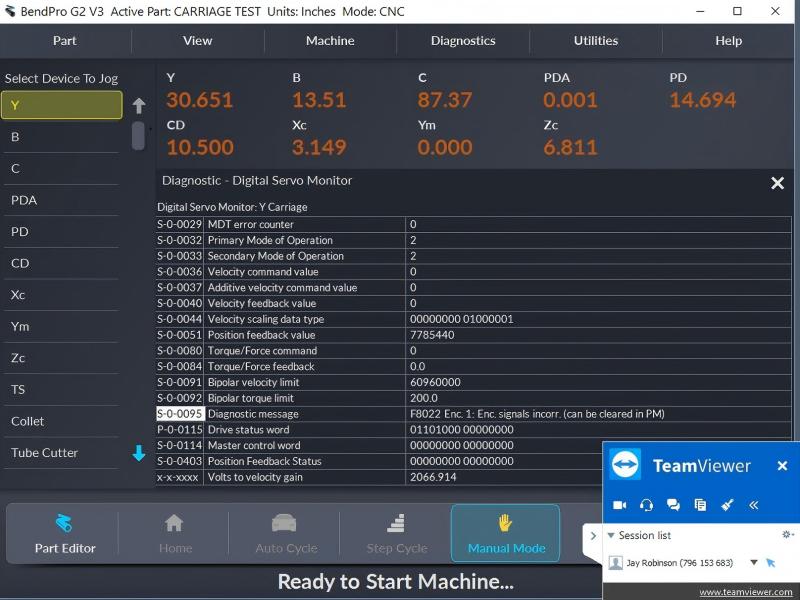
Incorrect return-stroke logic, pressure settings, or timing values in the controller can cause irregular movements.
I often find that operators accidentally modify parameters without realizing the impact.
Weak or Unstable Power Supply
Voltage drops affect solenoid response and pressure regulation. Unstable power often makes the return stroke intermittent.
How to Diagnose Tube Bender Return Stroke Problems Quickly
Here’s a simple, structured diagnostic workflow that I follow:
Step 1 – Check Hydraulic Pressure and Oil Condition
Inspect pressure gauges, pump noise, and oil clarity. Poor pressure almost always affects the return cycle.

Step 2 – Test Valves and Control Signals
Verify whether each solenoid receives the correct voltage during the return command. A failed coil is an easy fix once identified.
Step 3 – Inspect Mechanical Movement
Manually retract the bending head (with safety lock engaged) to check for abnormal resistance.
Step 4 – Reset Controller Parameters
Return the controller to recommended factory parameters and observe changes in the return performance.
FAQ Section
Why are Tube Bender Return Stroke Problems more common in older machines?
Older hydraulic systems experience more internal leakage, worn seals, and valve fatigue, all of which affect the return stroke. Regular oil changes and valve inspections help extend machine life.
How do I know if my hydraulic oil is causing the issue?
If the oil smells burnt, looks dark, or produces excessive foam, it likely contributes to your return stroke problems. Replacing the oil and cleaning the filters usually restores performance.
Can controller errors alone cause Tube Bender Return Stroke Problems?
Yes. Incorrect parameter settings or faulty sensor feedback can prevent the return stroke from activating even when the hydraulic system is functioning normally.
How often should I service a tube bender to avoid return stroke faults?
I recommend a full inspection every 500 operating hours, including hydraulic checks, lubrication, and sensor alignment.
Conclusion
Tube Bender Return Stroke Problems can come from hydraulic, mechanical, or electrical faults, and understanding the root causes is the fastest way to restore stable machine performance. By checking oil quality, valve function, mechanical alignment, and controller settings, you can prevent downtime and extend your equipment’s lifespan. If you need more support or want guidance on specific tube bender models, feel free to reach out to our technical team for personalized assistance.



