








Tube Bender Trial Production is often the first real test after a new tube bending machine is installed, and customers frequently ask me how they can confirm the installation is truly correct before moving into full production. Trial production is not simply about producing initial parts—it is the most reliable way to identify installation errors early, before they lead to accuracy issues, tooling damage, or unplanned downtime. In this article, I’ll share how I approach tube bender trial production step by step, what I focus on during each check, and how you can spot installation-related problems as early as possible to ensure stable, long-term operation.
Why Tube Bender Trial Production Matters After Installation

Tube bender trial production is the transition phase between installation and mass production. During this stage, the machine, tooling, and process parameters are tested together under real working conditions.
From my experience, many installation errors do not show obvious symptoms when the machine is idle. Problems only appear when the tube bender starts bending material under load. Trial production allows you to uncover these hidden issues early, when adjustments are still easy and low-cost.
Common goals of tube bender trial production include:
- Verifying overall machine stability
- Confirming bending accuracy and repeatability
- Checking alignment between machine, tooling, and material
- Identifying installation-related mechanical or electrical issues
How to Prepare for Tube Bender Trial Production
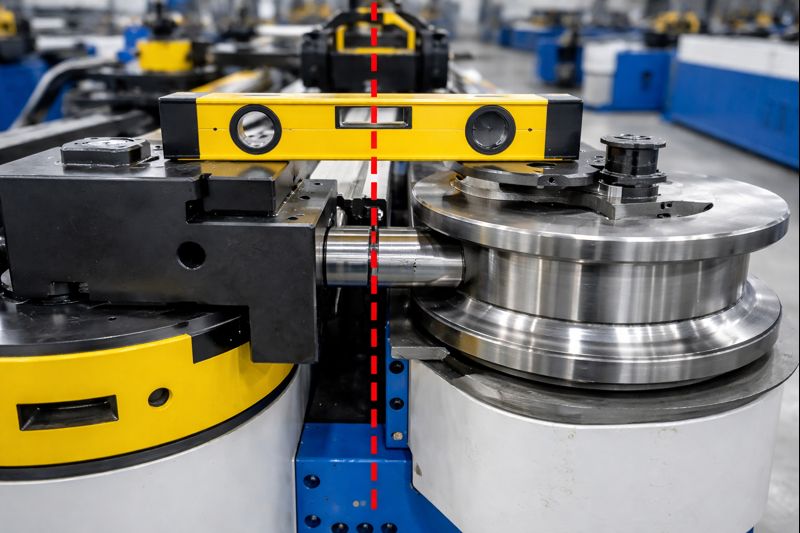
Verify Machine Leveling and Anchoring

Before starting any tube bender trial production, I always double-check the machine’s leveling and anchoring. Even small deviations in machine level can lead to inconsistent bending angles or radius variation.
Use a precision level to check the machine bed and main frame. Anchor bolts should be tightened evenly according to specification. Uneven anchoring often shows up later as vibration or shifting during trial runs.
Confirm Electrical and Hydraulic Connections

Installation errors often hide in electrical and hydraulic systems. During preparation, I inspect:
- Power supply voltage and phase balance
- Grounding connections
- Hydraulic hose routing and fittings
Any unstable power supply or minor hydraulic leak can affect servo control and bending consistency during trial production.
Tube Bender Trial Production Steps to Detect Installation Errors
Step 1: Run No-Load Machine Movements
I always start tube bender trial production with no-load movements. This means running axes, clamping units, mandrel movement, and rotation without material.
Listen carefully for abnormal noise, vibration, or hesitation. These signs often point to installation alignment issues or improper fastening that are easy to fix at this stage.
Step 2: Perform First Test Bends With Simple Geometry

For early tube bender trial production, I recommend starting with a simple bending program:
- Single bend
- Standard radius
- Short tube length
If installation errors exist, they usually show up as angle deviation, surface scratches, or unexpected springback differences even in simple bends.
Step 3: Check Bending Accuracy and Repeatability

Accuracy alone is not enough during tube bender trial production. I focus heavily on repeatability. Bend the same part multiple times and compare results.
Inconsistent results often indicate:
- Machine not fully leveled
- Tooling not aligned correctly
- Installation-induced stress in the machine frame
These issues are far easier to correct now than after production ramps up.
Identifying Common Installation Errors During Trial Production
Misalignment Between Tooling and Machine Centerline
One of the most common problems I see during tube bender trial production is tooling misalignment. This can be caused by incorrect installation of the bending head or improper tooling setup after delivery.
Symptoms include oval deformation, uneven wall thinning, or visible tool marks. Correct alignment should always be verified as part of trial production.
Insufficient Clamping or Mandrel Position Errors
If the tube slips or wrinkles during trial bends, the issue is often linked to mandrel position or clamping force. While this may look like a process problem, it is frequently related to installation calibration.
During tube bender trial production, I adjust these parameters gradually and observe how the machine responds. A well-installed machine reacts predictably to small changes.
Unexpected Vibration or Noise Under Load
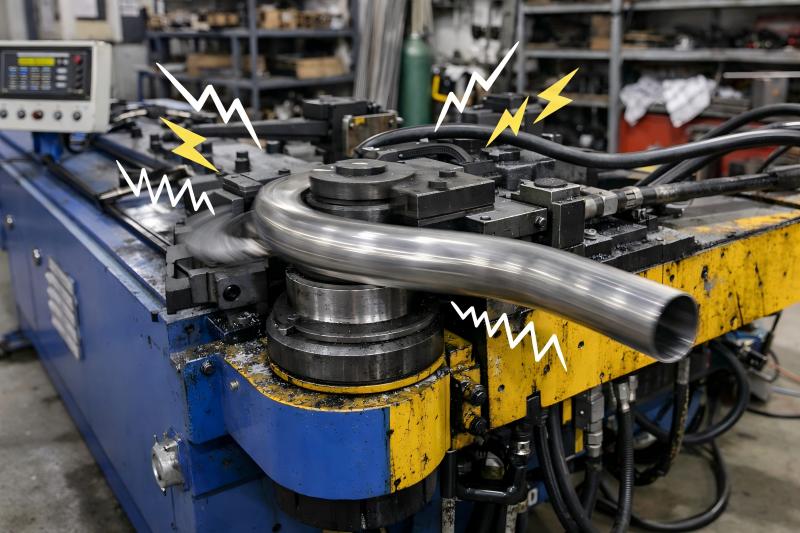
Vibration during bending is a clear warning sign. In my experience, this usually points to anchoring issues, uneven floor contact, or loose mechanical connections left from installation.
Trial production under real load conditions is the fastest way to expose these problems before they cause long-term damage.
How to Fine-Tune Parameters During Tube Bender Trial Production
Adjust Bending Speed and Boost Settings

During tube bender trial production, I avoid maximum speeds. Slower, controlled movements make it easier to observe machine behavior and isolate installation-related issues from process settings.
Boost pressure and speed should be increased gradually while monitoring bending quality.
Validate Rotation and Feed Accuracy
Rotation and feed accuracy are critical indicators of proper installation. Any deviation during trial production often suggests encoder alignment or mechanical installation issues that need correction.
FAQs
How long should tube bender trial production last?
Tube bender trial production should continue until bending accuracy and repeatability remain stable across multiple cycles. In most cases, this takes several hours to a few days, depending on part complexity.
Can trial production detect all installation errors?
While not every issue is immediately visible, tube bender trial production is the most effective way to reveal major mechanical, electrical, and alignment problems before full production begins.
What is the most common installation error found during trial production?
From my experience, improper machine leveling and anchoring are the most common issues detected during tube bender trial production.
Should trial production use real production material?
Yes. Using real material ensures that tube bender trial production reflects actual working conditions and exposes installation errors more reliably.
Conclusion
Tube bender trial production is not just a formality—it is your best opportunity to detect installation errors early and protect long-term bending accuracy. By carefully observing machine behavior, verifying repeatability, and addressing issues step by step, you can turn trial production into a powerful quality control process. If you want additional guidance on tube bender installation checks, parameter optimization, or acceptance testing, feel free to contact the HARSLE technical team or explore our related documentation for deeper support.



