








Tube Bending Machine Problems and Quick Fixes are something every fabricator encounters sooner or later, no matter how advanced the equipment may be. If you’re looking for clear explanations of the most common issues and how to resolve them fast, you’ve come to the right place. In this guide, I’ll walk you through the typical problems that arise during tube bending and share practical solutions you can implement immediately. Whether you’re new to tube fabrication or a seasoned operator, this article will help you diagnose issues more efficiently, minimize downtime, and maintain stable bending accuracy.
Common Tube Bending Machine Problems and Their Causes
Tube Wrinkling During Tight Radius Bends
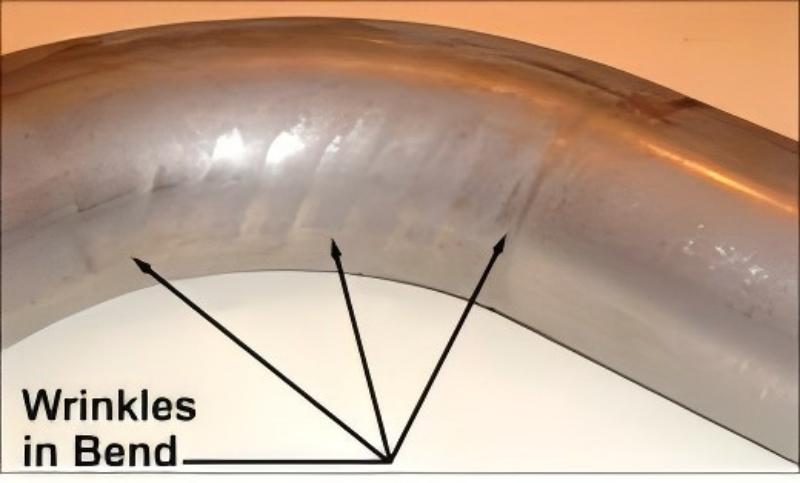
Tube wrinkling is one of the most frequent Tube Bending Machine Problems, especially when working with thin-wall tubes or small-radius bends. The root cause is usually insufficient internal support or inadequate mandrel positioning. When the tube wall collapses inward, the bending die cannot maintain the proper shape.
To address this, I always start by checking the mandrel type and adjusting its position closer to the tangent point. Increasing lubrication on the mandrel and wiper die can also provide smoother material flow.
Excessive Springback After Bending

Springback happens when the tube returns partially toward its original shape after the bend. This issue becomes worse with harder materials like stainless steel. The problem usually comes from insufficient overbend compensation or worn tooling surfaces.
To fix this, I typically adjust the overbend angle in the control system and verify that the pressure die and bending die still have accurate radii. If the tooling shows wear, replacing or resurfacing it will restore bending accuracy.
Tube Flattening or Ovality Issues
Flat spots or an oval cross-section are common Tube Bending Machine Problems when the bending radius is too tight or the pressure die force is not set correctly. Tube flattening not only affects aesthetics but also compromises structural strength.
My quick fix is to increase pressure die force and check whether the bending radius matches the material specifications. If the radius is too small, switching to a mandrel with more support nodes usually improves the result.
Material Slippage in the Clamp Die
If the tubing slips during bending, the machine may produce inconsistent angles or surface scratches. The common causes include low clamping force, worn clamp dies, or insufficient lubrication strategy.

To solve this, I increase clamping pressure gradually and inspect the die surfaces for wear. If the dies appear polished or rounded, I replace them. For stainless steel, reducing lubrication on the clamping area helps prevent unwanted slippage.
Incorrect Bend Angles or Loss of Repeatability
Inconsistent angles often originate from sensor misalignment, incorrect calibration, or mechanical wear. This is one of the Tube Bending Machine Problems that can significantly slow down production.
I always begin by recalibrating the angle encoder and checking backlash in the bending arm. Verifying that the machine is on a level floor also improves accuracy. Regular mechanical inspections help maintain repeatability.
Quick Fixes for Tube Bending Accuracy and Quality
Adjusting Mandrel Position for Better Support
For thin-wall tubes or small radii, I position the mandrel 0.5–1.0 mm before the tangent point. This prevents the tube from collapsing and ensures a smooth internal surface. Using the correct mandrel type—plug, form, or ball—also makes a big difference.
Calibrating the Tube Bending Machine for Precise Angles

When angle deviations appear, performing a quick calibration often solves the issue. I run a test bend, measure the actual angle with a digital protractor, and update the compensation value in the control system. This recalibration usually restores accuracy immediately.
Optimizing Pressure Die Force for Clean Bends
Too much force causes scratches, while too little leads to slippage. I adjust pressure gradually while monitoring material deformation. Matching die materials to tube material—such as hardened steel dies for steel tubes—improves surface quality.
Improving Lubrication for Smooth Material Flow
Proper lubrication reduces friction and prevents wrinkling. When bending stainless steel, I use high-viscosity lubricant on the mandrel while keeping the clamp area clean. Consistent lubrication ensures stable bending performance.
Preventive Measures to Reduce Tube Bending Machine Downtime
Routine Inspection Checklist
I perform a daily check of mandrels, dies, clamps, and the bending arm. Inspecting for wear, cracks, or surface changes helps catch problems early before they affect production.
Tooling Maintenance for Long-Term Precision
Cleaning tooling after each shift prevents metal debris from affecting bending accuracy. I store mandrels and dies with corrosion protection to ensure long service life.
Software and Sensor Calibration
Regularly updating and calibrating sensors minimizes measurement errors. Correct sensor data is essential for accurate bending angles, rotation, and material feed length.
FAQ
How can I reduce springback when bending stainless steel tubes?
Stainless steel has a high elastic recovery rate. To reduce springback, I increase the overbend angle, verify tooling radius accuracy, and adjust clamping force. Using a mandrel with more support nodes also improves consistency.
Why does my tube wrinkle during small-radius bending?
Wrinkling often comes from improper mandrel positioning or insufficient lubrication. Position the mandrel closer to the tangent point and ensure the wiper die is correctly aligned.
What should I do if my Tube Bending Machine Problems include inconsistent angles?
Start by recalibrating the angle encoder and checking machine leveling. Worn tooling or mechanical backlash may also cause angle inconsistencies.
Can poor lubrication cause surface scratches?
Yes, insufficient lubrication can increase friction, leading to scratches or deformation. Always use material-appropriate lubricant on the mandrel and pressure dies.
Conclusion
Understanding the most common Tube Bending Machine Problems—and knowing how to fix them quickly—can dramatically improve your production efficiency. By adjusting mandrel position, optimizing pressure die force, calibrating the machine frequently, and performing routine maintenance, you can prevent most bending issues before they affect your workflow. If you need further support or want to explore advanced bending solutions, feel free to reach out to our team for more guidance and professional assistance.



