








Tube Bender Clamping Issue is often the first thing operators notice when a bending job doesn’t go as expected, especially when the tube isn’t held firmly during the bend. If you’re trying to understand what causes this problem, you’re in the right place. In this article, I’ll break down the most common factors behind poor clamping performance, explain how each issue affects bending quality, and show you practical ways to diagnose and fix the problem quickly. My goal is to give you clear, actionable guidance so you can maintain an accurate, stable, and reliable tube bending process.
Main Factors That Cause a Tube Bender Clamping Issue
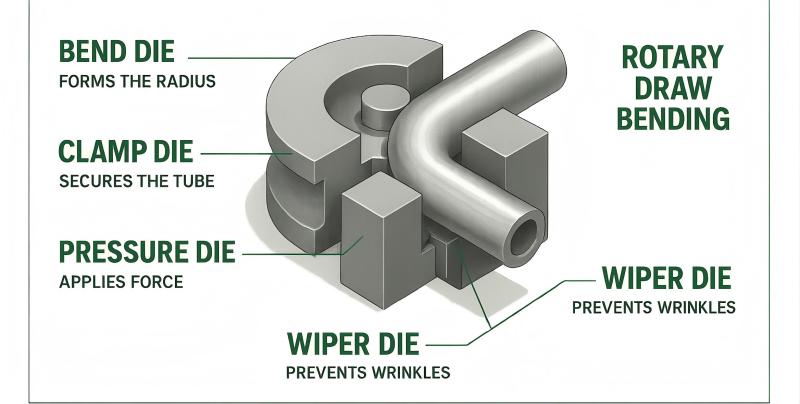
Worn or Damaged Clamping Dies in Tube Bending Machines

One of the most common causes of a Tube Bender Clamping Issue is excessive wear on the clamping dies. Over time, friction, high production volume, and bending hard materials can cause the die surface to become smooth or uneven. When the clamp cannot grip the tube securely, the material slips during bending, resulting in wrinkles, deformed radii, or inaccurate angles. Regular inspections help you identify early signs of wear so you can resurface or replace the die before it compromises your bending accuracy.
Incorrect Clamping Pressure Settings on the Tube Bender
Improper pressure adjustment is another key contributor. If the clamping force is too low, the tube will slip; if the pressure is too high, the tube may deform or flatten. I always recommend verifying the pressure settings for each tube material and thickness. Modern CNC tube benders usually include pressure charts or recommended values from the manufacturer. For manual machines, you may need to adjust incrementally and test until the tube is held firmly without damage.
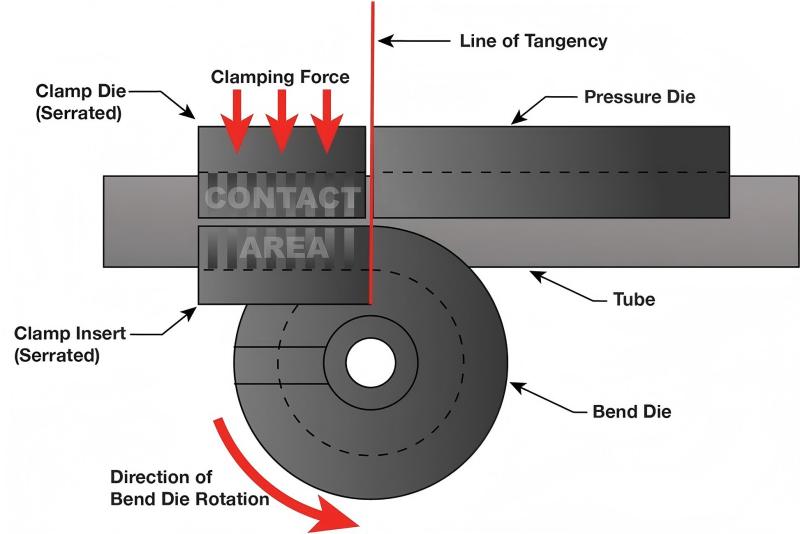
Misaligned Clamp and Pressure Dies
Misalignment occurs when the clamp die and pressure die are not parallel or positioned correctly relative to the bending die. Even a slight offset reduces surface contact and causes an uneven grip. Misalignment may happen due to wear in the guide rail, loose bolts, or incorrect installation after maintenance. To resolve this, I check the die alignment using a straightedge or gauge block and re-calibrate the die positions if needed. Proper alignment ensures the tube sits perfectly within the tooling set during bending.
Contaminants on Tube Surfaces Affecting Clamping Grip
Dust, cutting oil, coolant residue, or metal chips on the tube surface reduce the friction needed for secure clamping. When contaminants build up, even a perfectly adjusted clamp may fail to hold the tube. I suggest wiping the tube with a clean cloth or degreaser before bending. Keeping the clamping dies clean is equally important, as oil or debris on the die surface can cause the same problem. Good material preparation significantly improves bending consistency.
Using Improper Tube Material or Incorrect Diameter
A Tube Bender Clamping Issue can also arise from material variations. Softer metals like aluminum require a different clamping approach compared to steel or stainless steel. Additionally, tubes that are out of round or have inconsistent wall thickness will not sit correctly in the dies. When I work with tubes from different suppliers, I always check the diameter tolerance and surface condition before bending. Ensuring the material meets the machine’s bending specifications greatly reduces clamping problems.
Hydraulic or Servo System Problems in CNC Tube Benders

For CNC and NC tube benders, clamping pressure is controlled by hydraulic or servo systems. A hydraulic leak, worn seal, or unstable servo motor may cause pressure fluctuations. These issues lead to inconsistent clamping during the bending cycle. If the clamp strength feels unstable or the pressure gauge readings fluctuate, I check the hydraulic fluid level, inspect the lines, and verify that the servo system is calibrated correctly. Addressing these issues helps restore stable clamping performance.
How to Troubleshoot a Tube Bender Clamping Issue Step by Step
Step 1 – Inspect Clamping Dies for Wear
The first step is always visual inspection. Look for surface scratches, worn-out areas, or uneven wear patterns. If the dies are worn, replacement is the quickest fix.
Step 2 – Verify and Adjust Clamping Pressure
Check the recommended pressure settings for your material type and wall thickness. Adjust in small increments until the tube no longer slips.
Step 3 – Ensure Proper Alignment of All Dies
Use precision tools to check if the clamp die and pressure die sit parallel. Realign if needed.
Step 4 – Clean Both Tube and Tooling
Remove oil, dust, or chips from the tube surface. Clean the dies with solvent to improve grip.
Step 5 – Evaluate Tube Quality Before Bending

Verify the tube’s roundness, consistency in diameter, and surface finish. Replace low-quality tubes if necessary.
Step 6 – Check Hydraulic or Servo Systems
Inspect for leaks, low fluid levels, sensor errors, or unstable pressure output. Proper maintenance eliminates inconsistent clamping.
Preventive Measures to Avoid Tube Bender Clamping Issues
Routine Cleaning and Die Maintenance

Keeping dies clean and replacing them on schedule prevents slippage and deformation issues.
Regular Calibration of Pressure and Alignment
Calibrating the machine periodically ensures the clamp maintains consistent grip strength.
Proper Tube Storage and Handling
Store tubes in dry, clean areas to prevent contamination and surface damage that affects clamping.
Following Material-Specific Bending Guidelines
Using correct bending speeds and pressures for each type of metal helps reduce wear and improves accuracy.
FAQ
What is the most common cause of a Tube Bender Clamping Issue?
The most common cause is worn or damaged clamping dies, which reduce grip and allow the tube to slip during bending.
How do I adjust clamping pressure to fix slipping?
Increase the pressure gradually while testing. Stop when the tube stops slipping but does not show signs of deformation.
Can poor tube quality cause clamping problems?
Yes. Tubes that are oval, inconsistent in wall thickness, or contaminated with oil or debris often cause clamping failures.
How often should I inspect the clamping dies?
I recommend inspecting them weekly for high-volume production, or at least once a month for general use.
Conclusion
Understanding the root causes of a Tube Bender Clamping Issue is the key to achieving stable and accurate bends. By checking die wear, adjusting pressure correctly, keeping dies and tubes clean, and maintaining alignment, you can solve most problems quickly. Consistent preventive maintenance and proper material handling will help you avoid downtime and improve bending performance in the long run. If you need more guidance or want help troubleshooting a specific machine model, feel free to reach out to the HARSLE support team—we’re always here to help you improve your production efficiency.



